

6.1.3. Классификация режущих инструментов
Режущие инструменты классифицируют по виду станков, на которых они применяются: для токарных, сверлильных, фрезерных, протяжных, шлифовальных и т. д.
Лезвийные РИ классифицируют по виду обработки:
123
д
 ля
обработки плоских наружных поверхностей
(например,
строгальные
резцы, фрезы, протяжки);
ля
обработки плоских наружных поверхностей
(например,
строгальные
резцы, фрезы, протяжки);для обработки наружных поверхностей вращения (резцы, фрезы);
для обработки отверстий (сверла, зенкеры, развертки, протяжки);
для обработки фасонных поверхностей (резцы, фрезы, протяжки);
для получения резьб (резцы, гребенки, фрезы, метчики, плашки);
для обработки зубчатых колес (резцы, фрезы, протяжки, головки).
Режущий инструмент также классифицируют по требованиям, предъявляемым к качеству обработки. Например, резцы могут быть для черновой обработки, для чистовой обработки, для тонкого точения. Фрезы (в том числе зуборезные) могут быть черновыми и чистовыми. Есть режущие инструменты, предназначенные для предварительной (черновой или получистовой) обработки (например, зенкеры), или для чистовой (развертки).
Режущие инструменты бывают стандартными и специальными.
О классификации отдельных видов РИ, о стандартных и специальных конструкциях более подробно будет сказано в соответствующих разделах. Здесь следует подчеркнуть следующее. Общероссийским (ранее общесоюзным) классификатором продукции (ОКП) [42] РИ отнесены к 39-му классу. Обозначение (код ОКП) включает, кроме класса (39), подкласс (один знак), группу (один знак), подгруппу (один знак), вид (один знак) и порядковый номер по номенклатуре (четыре знака).
Подкласс 1 (39 1000): сверла (группа 2), метчики (3), плашки резьбонарезные (5), зенкеры (6), развертки (7), фрезы (8); группы 1, 4 и 9 вакантные.
Подкласс 2 (39 2000): резцы (1), пилы круглые сегментные и сегменты (2), протяжки (3), зуборезные инструменты ( кроме зуборезных фрез, которые входят в группу 8 подкласса 1, а также зубострогальных резцов, входящих в группу 1 подкласса 2) (4); головки, плашки, ролики резьбонакатные, головки резьбонарезные, инструменты трубо- и муфтообрабатывающие (5); инструменты слесарно-монтажные (6); зажимные и вспомогательные инструменты (8); напильники и борфрезы (9); группа 7 вакантная.
Подкласс 7 (39 70000): инструменты алмазные и из других сверхтвердых материалов, а также сырье для них (всего 9 групп).
124
Подкласс 8 (39 8000): инструменты абразивные и абразивные материалы (9 групп).
Пример 1. Сверло спиральное из быстрорежущей стали с цилиндрическим хвостовиком, средняя серия, правое, диаметр 1,55 мм, обычное исполнение без поводка: 39 1213 3121 — 39 (класс), 1 (подкласс), 2 (группа), 1 (подгруппа: из быстрорежущей стали, спиральное, общего назначения, с цилиндрическим хвостовиком), 3 (вид: средней серии, правое), 3121 (номер по номенклатуре).
Пример 2. Резец токарный из быстрорежущей стали проходной, прямой: 39 2112 1131 — 39 (класс), 2 (подкласс), 1 (группа), 1 (подгруппа: из быстрорежущей стали, токарный), 2 (вид: прямой, проходной), 1131 (номер по номенклатуре).
6.2. ТОЧЕНИЕ РЕЗЦАМИ С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ ПЛАСТИН ИЗ ИНСТРУМЕНТАЛЬНЫХ МАТЕРИАЛОВ
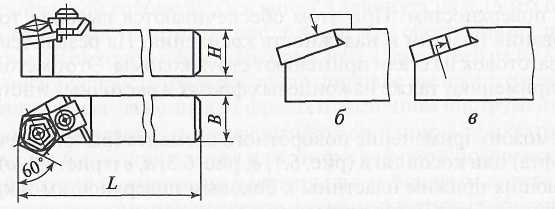
Резцы, оснащенные многогранными твердосплавными пластинами с их механическим креплением к корпусу инструмента (рис. 6.1, а), широко распространены вследствие их существенных преимуществ по сравнению с твердосплавными инструментами составной конструкции, у которых пластины с корпусом соединены пайкой. К преимуществам резцов, оснащенных многогранными пластинами, следует отнести следующие [34].
Повышение прочности лезвия из-за отсутствия внутренних напряжений, возникающих при пайке.
Повышение надежности и долговечности, так как под режущей пластиной устанавливают опорную твердосплавную пластину, в результате чего в корпусе может быть изношено до 150 пластин.
Экономия конструкционной стали вследствие многократного использования корпуса резца.
а
Рис. 6.1. Резцы, оснащенные многогранными пластинами из твердого сплава
125

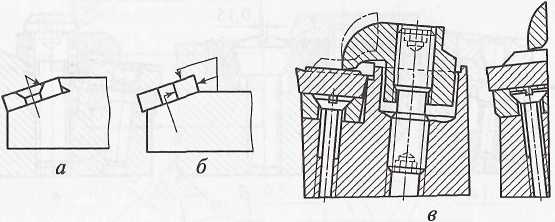
Рис. 6.2. Резцы, оснащенные многогранными пластинами из твердого сплава
Отсутствие операции затачивания резцов. После изнашивания достаточно повернуть пластину или заменить ее.Большинство типоразмеров пластин имеют фасонную форму передней поверхности, обеспечивающую ломание или завивание стружки. Для пластин с плоской передней поверхностью предусмотрены многогранные пластины-стружколомы, которые применяют в тех случаях, когда диаметр вписанной окружности пластины 6,35 или 9,525 мм.
Изношенные пластины перерабатывают, извлекая вольфрам и другие дорогостоящие элементы, которые вновь используют для изготовления твердых сплавов.
Эти преимущества в равной мере относятся к резцам с механическим креплением пластин из режущих керамик и режущих элементов (вставок), оснащенных синтетическими сверхтвердыми материалами.
Если рассматривать режимы работы резцов с механическим креплением пластин твердых сплавов, то оказывается, что в условиях общего машиностроения они могут полностью заменить проходные, подрезные и расточные напайные резцы. В тех случаях, когда припуски на обработку велики и, соответственно, возрастают глубины резания (например, в условиях тяжелого машиностроения работают с глубинами резания до 45 мм), резцы напайные незаменимы как более жесткие.
6.2.1. Конструкции токарных резцов с механическим креплением пластин
Конструкции резцов, оснащенных многогранными пластинами, отличаются большим разнообразием способов крепления (рис. 6.1,б,в и рис. 6.2, а, б). Крепление прихватом (рис. 6.1, б, рис. 6.2, в) применяют для пластин без отверстий, в том числе из режущих керамик. Пластину устанавливают в закрытый паз и базируют по опорной и боковым поверхностям. При этом обеспечиваются высокие точность базирования пластин и надежность крепления. На резцах для обработки заготовок из стали применяют стружколомы. Этот метод крепления применяют также на концевых фрезах и расточных инструментах.
Возможно применение поворотного элемента (рычага, качающего штифта) или косой тяги (рис. 6.1, в, рис. 6.3, а, в и рис. 6.4, а), обеспечивающих прижим пластины к боковым поверхностям закрытого паза корпуса. Этот метод применяют для крепления пластин с отверстием, он обеспечивает высокую точность базирования, однако не гарантирует точного прилегания опорной поверхности пластины к
126

Рис. 6.3. Резцы, оснащенные многогранными пластинами из твердого сплава
опорной поверхности на корпусе. Устранение зазора обеспечивается прижимом пластины от руки при затягивании крепления. Достоинство этого способа — отсутствие выступающих деталей крепления. Способ крепления пластин, показанный на рис. 6.4, а, исключает необходимость применения винта в конструкции резца. Для поворота и замены пластины достаточно сжать пружину (на рис. 6.3, а, б и рис. 6.4, а точка, относительно которой поворачивается деталь крепления пластины, обозначена буквой М).
Схема крепления, приведенная на рис. 6.2, а, предусматривает применение пластин с коническим отверстием для крепления винтами с конической головкой. Ось винта 3 сдвинута на 0,15 мм относительно отверстия пластины (рис. 6.4, б), что обеспечивает прижим пластины 2 к опорной и боковым сторонам 1 закрытого паза. Крепление отличается простотой и получило широкое распространение. Его применяют также на концевых фрезах и расточном инструменте.
Крепление пластины между штифтом и клином-прихватом (рис. 6.2, б а рис. 6.4, в) прижимает пластину к опорной поверхности. Закрытый паз для базирования пластины по ее боковым поверхностям отсутствует, поэтому при повороте и замене пластины вершина ее занимает произвольное положение. Конструкция резца менее трудоемка, чем ранее рассмотренные, и ее рекомендуется применять только
127
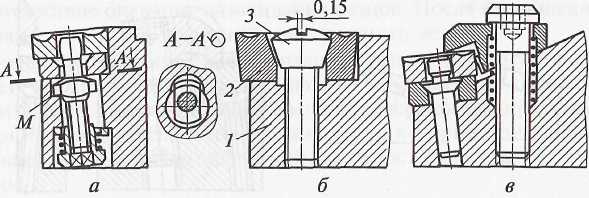
Рис. 6.4. Резцы, оснащенные многогранными пластинами из твердого сплава
на универсальном оборудовании. Схемы крепления, приведенные на рис. 6Л,б, в и рис. 6.2, а, можно применять как на универсальном оборудовании, так и на автоматических линиях и станках с ЧПУ при условии использования пластин повышенной точности. Пластины повышенной точности в сочетании с креплением, обеспечивающим точную установку пластин при их повороте или замене, позволяют избежать повторной настройки резца на размер [34].
6.2.2. Резцы с режущими элементами из синтетических сверхтвердых инструментальных материалов
В качестве режущих элементов используют синтетические алмазы и материалы на основе кубического нитрида бора (композиты) массой до 1...З кар в зависимости от длины режущей кромки L = 5G— 0,86G2 (G— масса режущего элемента).
Алмазные резцы применяют для обработки заготовок из цветных металлов и сплавов, стеклопластиков, пластмасс и некоторых других материалов. Композиты (эльбор-Р, гексанит-Р) применяют для обработки заготовок из закаленных сталей и чугунов. В связи с невысокой прочностью сверхтвердых материалов возможна лишь чистовая и получистовая обработка с небольшими глубиной резания и подачей. Эффективность работы резцов из сверхтвердых материалов в 5...6 раз выше эффективности работы твердосплавных резцов.
Передние и здание углы у резцов следует назначать с учетом обеспечения необходимой прочности лезвия. Передний угол (5...10°) назначают в зависимости от свойств материала заготовки, задний а = 8...12°.
На рис. 6.5 приведены конструкции резцов с припаянным (рис. 6.5, а) и с механическим креплением кристалла СТМ (рис. 6.5, б). Режущие кромки (рис. 6.5, в) этих резцов могут быть прямолинейными
128
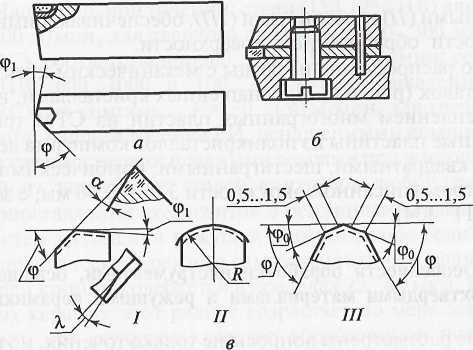
Рис. 6.5. Конструкции резцов с режущими элементами из СТМ

Рис. 6.6. Конструкции резцов с режущими элементами из СТМ:
1-многогранная пластина; 2 -корпус; 3- обойма; 4 -штифт; 5- винт крепления обоймы;
б—прихват; 7 —винт крепления прихвата; 8 — твердосплавная подкладка
9-2719
( I),
радиусными
(II)
и
фасонными (III),
обеспечивающими
снижение шероховатости
обработанной поверхности.
I),
радиусными
(II)
и
фасонными (III),
обеспечивающими
снижение шероховатости
обработанной поверхности.
Широко распространены резцы с механическим креплением составных вставок (рис. 6.6, а), оснащенных кристаллами, и с механическим креплением многогранных пластин из СТМ (рис. 6.6, б). Многогранные пластины из поликристаллов композита делают трехгранными, квадратными, шестигранными, ромбическими и круглыми с диаметром вписанной окружности 3,97 и 9,66 мм; с задними углами 7 и 11° [34].
6.2.3. Особенности обработки инструментами, оснащенными сверхтвердыми материалами и режущими керамиками
В разделе рассмотрены вопросы не только точения, но и фрезерования торцовыми фрезами, оснащенными режущими элементами из синтетических сверхтвердых материалов и пластинами из режущих керамик. Это связано прежде всего с однотипностью креплений режущих элементов и пластин в корпусах РИ; кроме того, вопросы рассмотрены параллельно для удобства сравнения и анализа.
При анализе технологий обработки деталей РИ, оснащенными СТМ (прежде всего композитами), учитывают некоторые особенности, которые отличают процесс резания инструментами, оснащенными композитами, от процесса резания РИ, оснащенными твердыми сплавами и режущими керамиками, и, с другой стороны, точение и фрезерование деталей собственно инструментами, оснащенными композитами. В основе различий лежат тепловые, механические и физико-химические процессы контактного взаимодействия обрабатываемых и инструментальных материалов в зоне резания.
Сопоставление скоростей резания при точении деталей из сталей и чугунов резцами, оснащенными композитами и твердыми сплавами, показывает следующее. Скорости резания для сталей и чугунов, близких по твердости, инструментами, оснащенными твердыми сплавами, примерно одинаковы; скорости резания для чугунов РИ, оснащенными композитами, выше скоростей резания, чем при обработке сталей, причем разница резко возрастает по мере уменьшения твердости обрабатываемых материалов (до 5...6 раз для сырых). При точении сталей их твердость мало сказывается на скоростях резания инструментами, оснащенными композитами, но она значительным образом влияет на скорости резания твердосплавных резцов (падает до 20 раз). Твердость чугунов существенно влияет на скорости резания РИ, оснащенными обоими материалами, но особенно заметно влияет на скорости резания твердосплавных инструментов, снижаясь
130
до 15 раз. Например, при точении: стали (150...250 НВ) для композита V= 100...200 м/мин, для твердого сплава V- 130...300 м/мин; стали (60...70 HRC), соответственно, 60... 120 и 10... 15 м/мин; серого чугуна (120...240 НВ) 600... 1000 и 100...200 м/мин; закаленного чугуна (40...60 HRC) для композита К= 50... 150 м/мин, для твердого сплава 5...150 м/мин. В целом точение РИ, оснащенными композитами, эффективнее точения твердосплавными резцами при чистовой обработке деталей из закаленных сталей и чугунов любой твердости.
При сопоставлении композитов с режущими керамиками выделяют характер затупления режущей кромки резца: если композиты работают практически в режиме самозатачивания и радиус округления режущей кромки колеблется в пределах 25...40 мкм, то у пластин из режущих керамик этот радиус возрастает по мере затупления до 60... 130 мкм, что ухудшает качество обработанной поверхности и приводит к резкому уменьшению стойкости резцов при чистовой обработке. Режущие керамики позволяют вести точение сырых сталей на скоростях 600... 1200 м/мин, а композиты — не выше 250 м/мин. В то же время скорости резания при точении высокотвердых чугунов и сталей резцами, оснащенными СТМ, выше, чем резцами, оснащенными керамиками.
Сравнение скоростей резания фрезами, оснащенными композитами и твердыми сплавами, при торцовом фрезеровании показывает превосходство композитов над твердыми сплавами (при рекомендуемых для композитов сечениях среза). Например, при фрезеровании: стали (150...250 НВ) композитом V= 400...900 м/мин, твердым сплавом V= 100...300 м/мин; закаленных сталей (60...70 HRC), кроме быстрорежущих, скорости резания для композитов 80.. .200 м/мин, твердые сплавы при обработке закаленных сталей не применяют; закаленных чугунов (40...60 HRC) при фрезеровании композитом V= 200...800 м/мин, твердым сплавом — 5... 15 м/мин. Процесс фрезерования деталей из чугунов и сталей РИ, оснащенными композитами, принципиально отличается от процесса обработки твердосплавными фрезами. Скорости резания, как видно из приведенного примера, выше до 8 раз при резании сталей и до 30 раз при фрезеровании чугунов. Подачи на зуб в 2...5 раз и силы резания в 2...4 раза меньше, а потребляемая мощность в 3...8 раз больше, в то время как удельный расход электроэнергии на деталь остается неизменным. При фрезеровании композитами неплоскостность и шероховатость обработанной детали в 2. ..4 раза ниже; отсутствует наклеп из-за высоких температур в зоне резания, превышающих 1000 °С; производительность обработки в 1,5...3 раза выше.
ш
Точение и фрезерование РИ, оснащенными композитами, по ряду параметров резко различаются. Нельзя сведения о точении механически переносить на процесс фрезерования. Чтобы избежать ошибок, необходимо иметь в виду следующее: точение сырых сталей резцами из композита осуществляется на скоростях 100...200 м/мин, что экономически невыгодно в сравнении с твердосплавными резцами. Фрезерование производится РИ, оснащенными композитом, на скоростях 400...900 м/мин (в 3...4 раза выше скоростей фрезерования твердосплавными фрезами), что обеспечивает высокое качество обработки и достижение экономического эффекта. Скорости резания при фрезеровании закаленных сталей и чугунов РИ, оснащенных композитом, в 3...4 раза выше, чем при точении. В то же время фрезерование закаленных быстрорежущих сталей (60...70 HRC) проводится РИ, оснащенными композитом, на скоростях 20...40 м/мин, что в 2...3 раза меньше скоростей точения этих сталей. Предварительное фрезерование чугунов по корке с глубиной резания до 6 мм эффективнее, чем точение по корке. Резцы, оснащенные композитом 01, не рекомендуются для точения с ударом закаленных сталей (HRC > 50), но их применение очень эффективно при фрезеровании чугунов и сталей любой твердости. Резцы, оснащенные пластинами из композита 05, одинаково хорошо обрабатывают и чугуны, и закаленные стали, а торцовые фрезы, оснащенные композитом 05, предназначены только для обработки чугунов. При точении определяющее влияние на стойкость инструмента из композита оказывает скорость резания, а при фрезеровании — подача на зуб. Поэтому при заданной глубине резания в случае точения сначала назначают подачу на оборот максимальную исходя из требований к качеству обработки, а затем подбирают экономически эффективную скорость резания. В случае фрезерования — наоборот: сначала назначается максимально возможная скорость резания, а затем подбирается подача на зуб, обеспечивающая требуемое качество поверхности. При точении всегда рекомендуется применять охлаждение, а при фрезеровании рекомендуется применять его только при условии высокой интенсивности подачи СОЖ.
Режущие инструменты, оснащенные поликристаллическими алмазами, непригодны для обработки деталей из черных металлов и сплавов. В то же время инструмент, оснащенный КНБ, может применяться для обработки деталей из цветных металлов и неметаллических материалов, хотя и с меньшей эффективностью, чем алмазный. Поэтому в тех случаях, когда необходимо за один проход обработать комбинированные детали, состоящие из разных материалов (черных и цветных), предпочтителен инструмент из КНБ.
132
Еще совсем недавно инструменты, оснащенные СТМ, использовали только для чистовой обработки. В настоящее время с освоением режущих пластин диаметрами до 8... 12 мм и усовершенствованием конструкций (в том числе ступенчатых) с их механическим креплением область их применения расширилась из-за охвата получистовой и даже предварительной обработки взамен обработки твердосплавными РИ. Наиболее перспективно применение торцовых фрез при обработке корпусных деталей из чугунов и цветных сплавов.
Характерное отличие алмазных РИ от инструментов, оснащенных КНБ, заключается в том, что первые успешно применяются в тех же наладках и с теми же режимами резания, что и замененные инструменты, оснащенные твердым сплавом (эффективность достигается в результате повышения стойкости РИ в десятки и сотни раз). Вторые эффективны, как правило, только при условии резкого повышения скорости резания. В связи с этим основной проблемой применения алмазных РИ является сложность формообразования (профилирования) и восстановления по мере затупления их режущей части. Проблемой использования РИ, оснащенных КНБ, который обладает хорошей шлифуемостью алмазными кругами, является сложность создания нового оборудования с повышенными частотой вращения шпинделя, мощностью и жесткостью,
Детали для точения резцами, оснащенными режущими керамиками, рекомендуется выбирать жесткими (отношение длины L к диаметру D — не более 5). Детали -из улучшенных и закаленных сталей могут иметь отношение L/D несколько большее и обрабатываться с помощью люнетов, так как в этом случае скорости резания не превышают 200...250 м/мин. При обработке деталей диаметром D > 200 мм достигаются достаточно высокие скорости резания на универсальных токарных станках и станках с ЧПУ с частотой вращения шпинделя до 1600. ..2000 об/мин. При обработке таких деталей из стали и чугуна их следует балансировать. На заготовках, поступающих на токарные станки с ручным управлением для обработки резцами, оснащенными керамиками, для входа и выхода инструмента следует делать фаски, превышающие по величине припуск на операцию. В местах перехода от обработки цилиндрической поверхности детали к обработке торцовой поверхности желательно делать канавки. При работе на станках с ЧПУ в случае отсутствия на заготовках фасок или канавок в программе следует задавать уменьшенные в 2... 2,5 раза величины подач для моментов входа и выхода резцов.
Применение высокоскоростной обработки в течение длительного времени выдвигает повышенные требования к деталям станков. Муфты и тормозные элементы должны выдерживать большее число
133

3.
Определяют
угол ц наклона пластины:
Поскольку применение РИ, оснащенных СТМ и керамиками, изменяет баланс штучного времени (сокращается доля машинного времени и возрастает доля вспомогательного), станки необходимо оборудовать быстрозажимными и быстросъемными патронами, имеющими высокую точность и балансировку.
При чистовой обработке отверстий деталей с целью устранения возможных следов от стружки и достижения более высокого качества обработанной поверхности резец из обработанного отверстия рекомендуется выводить на рабочей продольной подаче. При этом одновременно обеспечивается выхаживание отверстия, повышение его точности, уменьшение шероховатости. Для устранения тепловой деформации детали обработанную поверхность целесообразно охлаждать поливом СОЖна расстоянии не менее 100 мм от вершины резца, так как попадание СОЖ на пластину из керамики нежелательно из-за возможного ее растрескивания [76].
6.2.4. Расчет параметров установки пластин с нулевым задним углом в корпусе резца
Многогранные неперетачиваемые пластины из твердых сплавов и режущих керамик изготавливают с нулевыми задними углами. Для создания у резца необходимых главного и вспомогательного задних углов выполняют следующий расчет [34, 51].
1. Определить форму пластины, т.е. количество п ее граней:
![]()
(6.1)
где ф и 9i - главный и вспомогательный углы в плане.
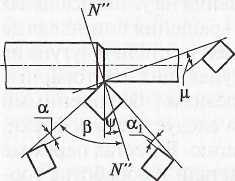
2. Установить положение плоскости N"N" (рис. 6.7);
Рис. 6.7. К определению плоскости N"N", расположенной под углом р к главной режущей кромке, в которой необходимо повернуть пластину на угол р. для полу-, чения заданных углов а и <Х[
134
![]()
(6.2)
![]()
угол при вершине пла-
где
стины.
![]()
(6.3)
4. Вместо угла р можно использовать угол между осью державки резца и плоскостью N"N":
(6.4)
![]()