8. Оборудование для производства изделий строительной керамики
8.1. Схемы производства кирпича и керамических камней
Основным сырьем для изготовления керамических строительных изделий — камней, блоков, кирпича, черепицы, дренажных труб пластическим способом — служат легкоплавкие и тугоплавкие глины, а также различные технологические добавки (песок, шамот, дегидратированная глина, гранулированный шлак и др.), выгорающие добавки (древесные опилки, угли, отходы углеобогатительных фабрик, золы ТЭС и др.), пластифицирующие добавки (высокопластичные глины, бетониты, отходы целлюлозного производства и др.).
Добывают глину в карьерах обычно одноковшовыми экскаваторами или в зависимости от условий работы, скрепером, бульдозером, скребком. В последние годы большое распространение получил специальный экскаватор непрерывного действия, который срезает тонкий слой глиняной массы по всей глубине карьера, обеспечивая тем самым первичное усреднение по свойствам основного исходного сырья. Добытая глина складируется в открытом хранилище — в штабелях или котлованах, в которых происходит естественная ее обработка (вылеживание, вымораживание, зумп-фирование).
Через промежуточный склад сырья глиняная масса поступает в массоподготовительное отделение, задачей которого является создание исходного сырья — однородной по физико-механическим и реологическим свойствам керамической массы, без посторонних твердых включений, пригодной для формования.
В формовочном отделении на шнековых и бесшнековых прессах формуют керамические изделия заданной формы и размеров. Отформованные изделия подвергают сушке в камерных или туннельных сушилах, где влажность изделий с 18—22 % снижается до 5—10 %. Снижение влажности придает изделиям достаточную прочность и позволяет укладывать их на обжиговые вагонетки в несколько рядов.
В процессе обжига при высокой температуре образуется жидкая фаза, которая склеивает в единый монолит отдельные зерна керамической массы, придавая изделию после остывания «камнеподобные» свойства.
На рис.. 8.1 представлена схема завода производительностью 30 млн. шт. кирпича в год.
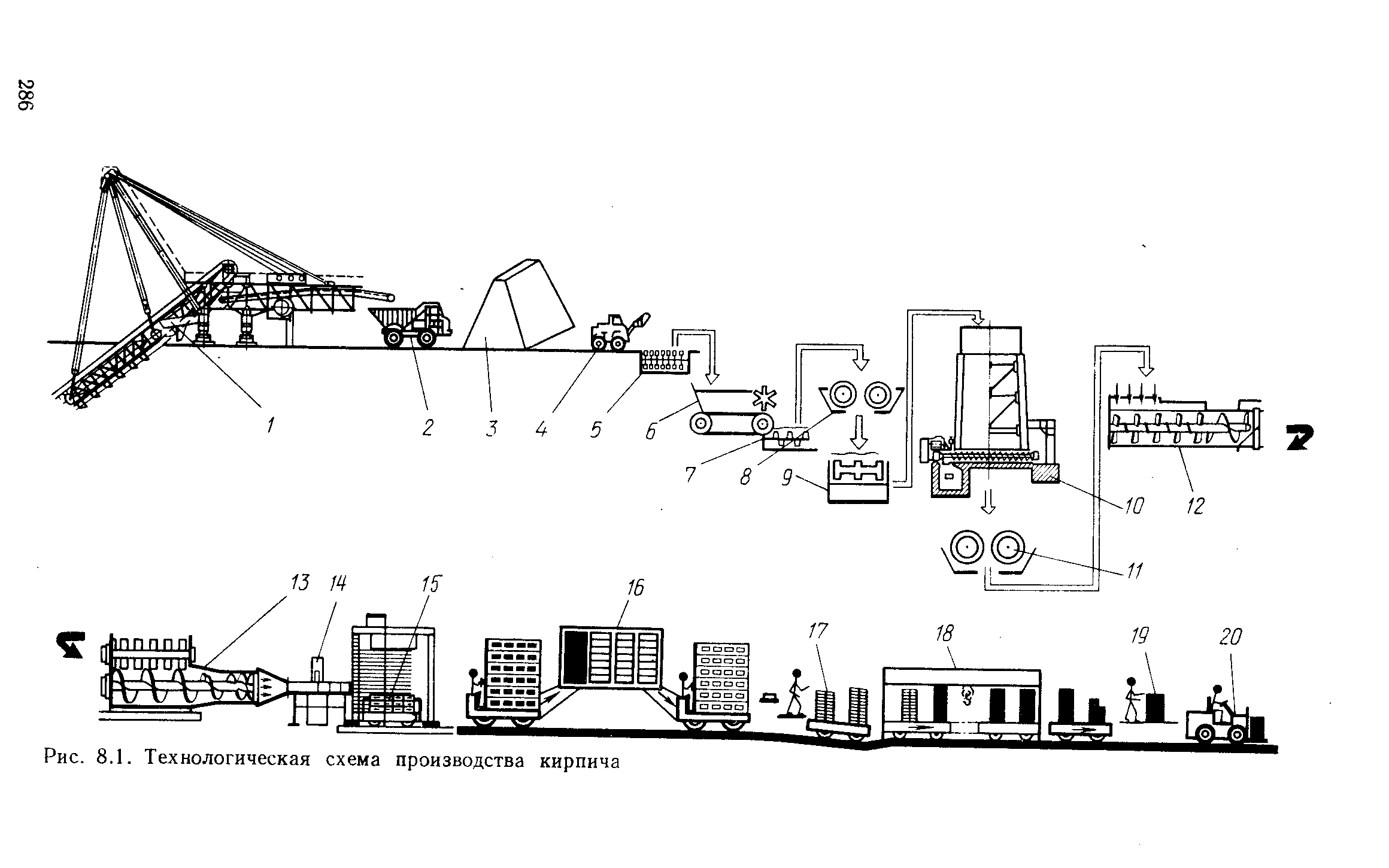
Рис. 8.1. Технологическая схема производства кирпича
Добытая экскаватором 1 в карьере глина перевозится самосвалом 2, складируется в открытом хранилище 3 и с помощью погрузчика 4 транспортируется в глинорыхлитель 5, где подвергаются измельчению крупные куски и комья глины. Под глинорыхлителем установлен ящичный питатель 6, обеспечивающий равномерность подачи глины в технологическую линию. Далее могут быть установлены смеситель 7, камневыделительные вальцы 8, бегуны или глинорастиратель 9. После предварительной обработки керамическая масса поступает в глинозапасник 10, который в случае непредвиденных остановок машин массоподготовительного отделения обеспечивает бесперебойную работу шнекового пресса 13.
Для более тщательной подготовки керамической массы часто используют вальцы 11 тонкого помола и глиносмеситель 12 с фильтрующей головкой. Тонкое измельчение глиняной массы является важной технологической операцией. В процессе тонкого измельчения разрушаются водопрочные оболочки, соединяющие отдельные зерна минералов, составляющих глину, в результате чего освобождаются молекулярные связи и образуется вокруг каждой частицы гидратная пленка, обеспечивающая как сцепление, так и подвижность керамической массы. Подготовленная керамическая масса поступает на формование в шнековый пресс 13.
Отформованный глиняный брус разрезается автоматом 14 резки и изделия укладываются на сушильную вагонетку 15. Сушка производится в камерных сушилах 16. После сушки изделия перегружаются на обжиговые вагонетки 17 и в печи 18 проходят обжиг. Затем укладываются на поддон 19 и транспортируются на площадку 20 отгрузки.
Эффективность обработки керамической массы на различных глиноперерабатывающих машинах различна. Согласно данным М. И. Рогового по интенсивности обработки керамической массы в условных единицах глиноперерабатывающие машины можно расположить в такой последовательности: гладкие вальцы 1, глиносмеситель 1, 5, глинорастиратель 2, 5, бегуны 3. Это учитывается при комплектовании технологических линий для переработки различных керамических масс.
Для заводов производительностью 30 млн. ед. условного кирпича в год используют также комплекс оборудования СМК-172А, разработанный ВНИИстроммашем (рис. 8.2). Этот комплекс может быть применен для оснащения участков формования, сушки и обжига вновь строящихся автоматизированных заводов с туннельными сушилами и печами шириной 3 м по производству глиняного кирпича и керамических камней.
Комплекс предназначен для автоматизации основных технологических процессов резки изделий, укладки сырых кирпичей или камней на сушильные вагонетки, разгрузки сушильных вагонеток, группирования высушенных изделий и садки их на печную вагонетку.

Рис. 8.2. Комплекс оборудования СМК-172А
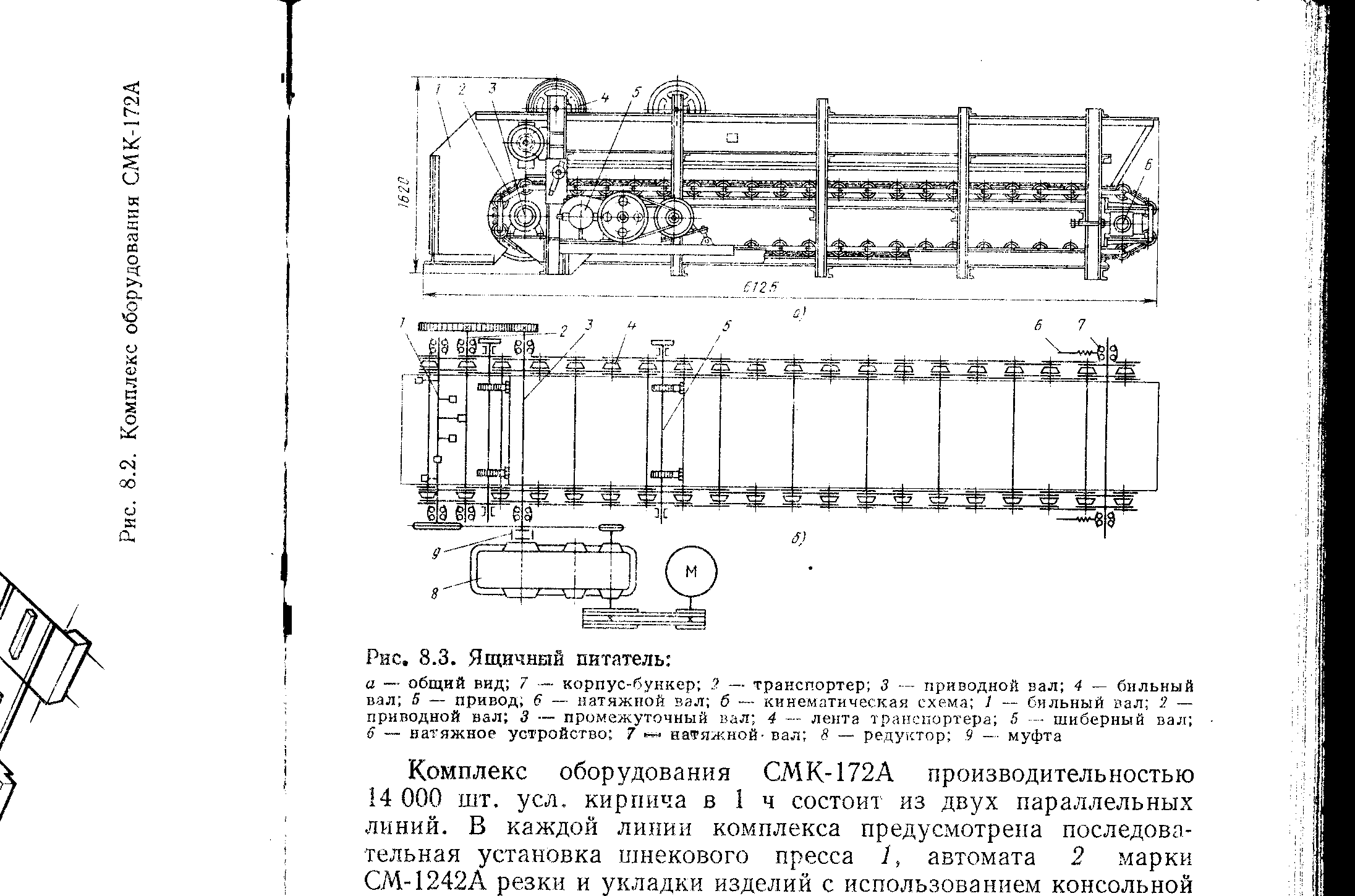
Рис. 8.3. Ящичный питатель:
а) — общий вид; 7 — корпус-бункер; 2 — транспортер; 3 — приводной вал; 4 — бильный вал; 5 — привод; 6 — натяжной вал; б) — кинематическая схема; 1 — бильный вал; 2 — приводной вал; 3 — промежуточный вал; 4 — лента транспортера; 5 — шиберный вал; 6 — натяжное устройство; 7 – натяжной вал; 8 — редуктор; 9 — муфта
Комплекс оборудования СМК-172А производительностью 14 000 шт. усл. кирпича в 1 ч состоит из двух параллельных линий. В каждой линии комплекса предусмотрена последовательная установка шнекового пресса 1, автомата 2 марки СМ-1242А резки и укладки изделий с использованием консольной сушильной вагонетки 3 и толкателя 7 для ее транспортирования, автомата 4 марки СМК-284 разгрузки кирпича и камней с сушильных вагонеток и садки их на печные вагонетки 5, толкателей 6 для транспортирования печных вагонеток. В комплексе предусмотрена линия возврата порожних реек к автомату СМ-1242А. Все оборудование комплекса СМК-172А увязано общей системой автоматического управления.
В последние годы наиболее перспективным направлением в развитии производства керамических строительных изделий является использование топливосодержащих отходов промышленности, в том числе отходов углеобогащения.
Отличительной особенностью комплекса, использующего в качестве основного сырья отходы углеобогащения с содержанием угля до 10 %, является наличие в технологической схеме дробильно-размольного отделения и туннельных печей для сушки и обжига отформованных изделий. Ящичный питатель (рис. 8.3) предназначен для дозирования, частичного перемешивания, непрерывной и равномерной подачи глиняной массы в технологическую линию. Он состоит из корпуса-бункера, транспортера, привода и натяжного и приводного валов, валов с билами для дробления комьев глины и частичного перемешивания керамической массы. Привод смонтирован на отдельной раме и соединен с ведущим валом через редуктор. В последних зарубежных и отечественных моделях ящичного питателя точное дозирование достигается рациональным управлением скоростью транспортера, затворами, разделяющими на секции корпус, частотой вращения разгрузочного (бильного) лопастного вала и рыхлительных валов. Новый ящичный питатель обеспечивает автоматическое дозирование материала путем плавно регулируемой скорости транспортера независимо от окружной скорости бильных валов. Корпус ящичного питателя имеет конусообразное поперечное сечение по всей длине для облегчения транспортирования глиняной массы.
Глинорыхлитель предназначен для предварительного рыхления глин с пределом прочности кусков на сжатие не более 1,5 МПа и размером не более 700 мм. Глинорыхлитель (рис. 8.4) состоит из двух валков с билами, установленных в опорах и расположенных в корпусе. На корпусе смонтирован бункер. Под бункером находится рыхлительный валок. Корпус и синхронизатор, обеспечивающий синхронное вращение валков, установлены на общей раме. Привод вращения валков размешен на отдельной раме и соединен с валками зубчатыми муфтами. Глинорыхлитель оборудован пультом управления и ограждением.
Рис. 8.4. Рабочие органы глинорыхлителя: 1 – валок с билами; 2 – корпус; 3 – бункер; 4 – рыхлительный валок; 5 – била; 6 – ось валка с билами.
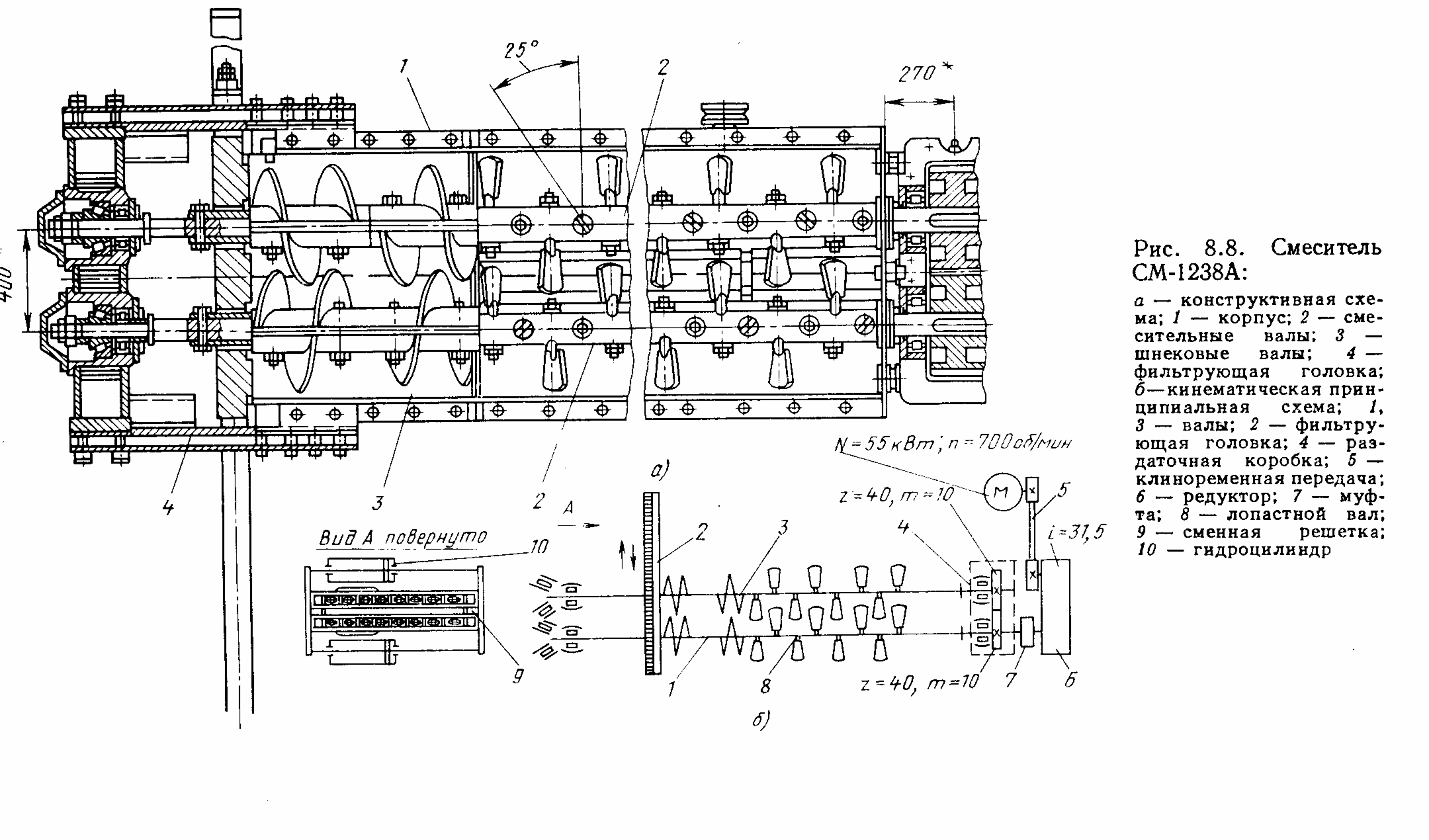
a — конструктивная схема; 1 — корпус; 2 — смесительные валы; 3 — шнековые валы; 4 —
фильтрующая головка; б—кинематическая принципиальная схема; 1, 3 — валы; 2 — фильтрующая головка; 4 — раздаточная коробка; б — клиноременная передача; 6 — редуктор; 7 — муфта; 8 — лопастной вал; 9 — сменная решетка; 10 — гндроцилиндр.
Глинорастиратель СМ-1241Б предназначен для окончательной переработки керамической массы и достижения ее высокой однородности (рис. 8.9, а). Керамическая масса, поступающая в гли-норастиратель, должна быть предварительно очищена от недробимых включений и иметь влажность 18—20 %.
Глинорастиратель состоит из корпуса в виде чаши, десяти решеток, крыльчатки с лопастями, привода крыльчатки и тарели с приводом (рис. 8.9 б,в).
Подлежащая переработке керамическая масса подается сверху в чашу диаметром 2 м. В чаше она захватывается лопастями вращающейся крыльчатки, перемешивается и смещается по днищу с конусной поверхностью к решеткам корпуса, где концевой частью лопасти продавливается через решетки на тарель. Тарель вращается в сторону, противоположную вращению крыльчатки. В результате этого создается относительно ровный слой массы, который ножом сбрасывается с тарели на ленту отводящего транспортера.
Отличительной особенностью глинорастирателя СМ-1241Б является новая конструктивная схема привода и геометрия лопастей крыльчатки, позволяющая в несколько раз увеличить давление продавливания керамической массы через решетку при одинаковых параметрах с глинорастирателем СМ-1241 значительно повысить производительность машины.
Шнековый вакуумный пресс СМК-325 предназначен для пластического формования строительного кирпича, пустотелых блоков и других изделий строительной керамики. В прессе осуществляются процессы перемешивания, доувлажнения, вакуумирования, прессования и формования керамической массы нормальной влажности (около 18—20 %).
Пресс состоит из шнекового нагнетателя, формующего звена, смесителя, вакуумной камеры, приводов нагнетателя и смесителя. Все агрегаты смонтированы на общей раме (рис. 8.10).
Центробежная муфта, установленная на прессе (рис. 8.11), надежна в работе и проста по устройству. Она состоит из ротора 1 и обоймы 2. Продолжением ротора является хвостовик 5, по которому скользит втулка 6, поджатая пружиной 3 к вкладышам и соединенная с подвижными грузами 4. Шкив установлен свободно на подшипниках 9 на роторе, к которому жестко прикреплена обойма. При вращении ротора подвижные грузы центробежной силой перемещают втулку. Вкладыши 7 освобождаются и центробежной силой прижимаются к обойме, передавая вращение от ротора к шкиву 8. Пружиной можно регулировать силу прижатия втулки к вкладышам, тем самым изменяя время разгона вала двигателя до номинальных оборотов.
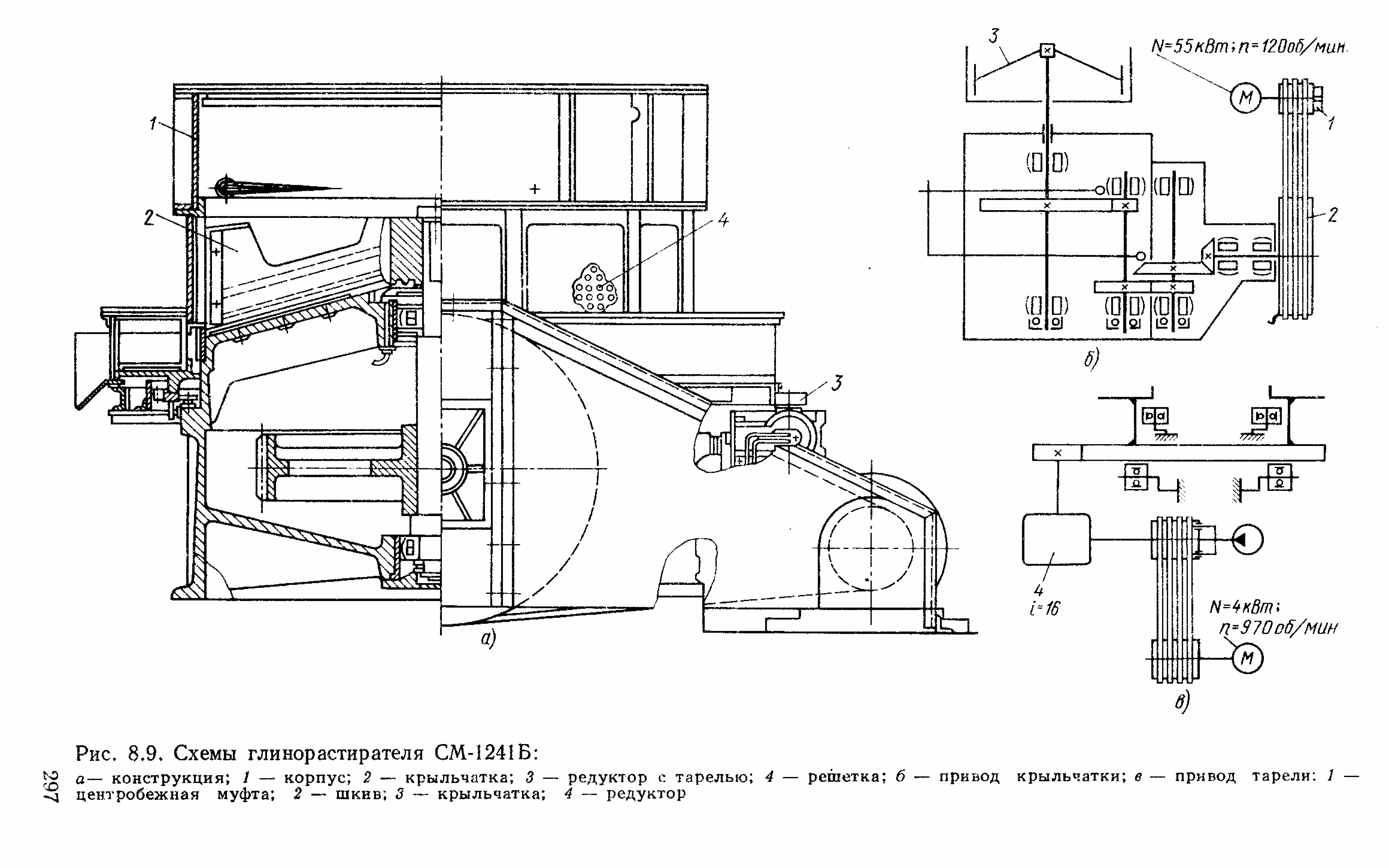
Рис. 8.9. Схемы глинорастирателя СМ-1241Б:
а— конструкция; 1 — корпус; 2 — крыльчатка; 3 — редуктор с тарелью; 4 — решетка; б — привод крыльчатки; в — привод тарели; 1 - центробежная муфта; 2 — шкив; 3 — крыльчатка; 4 — редуктор.
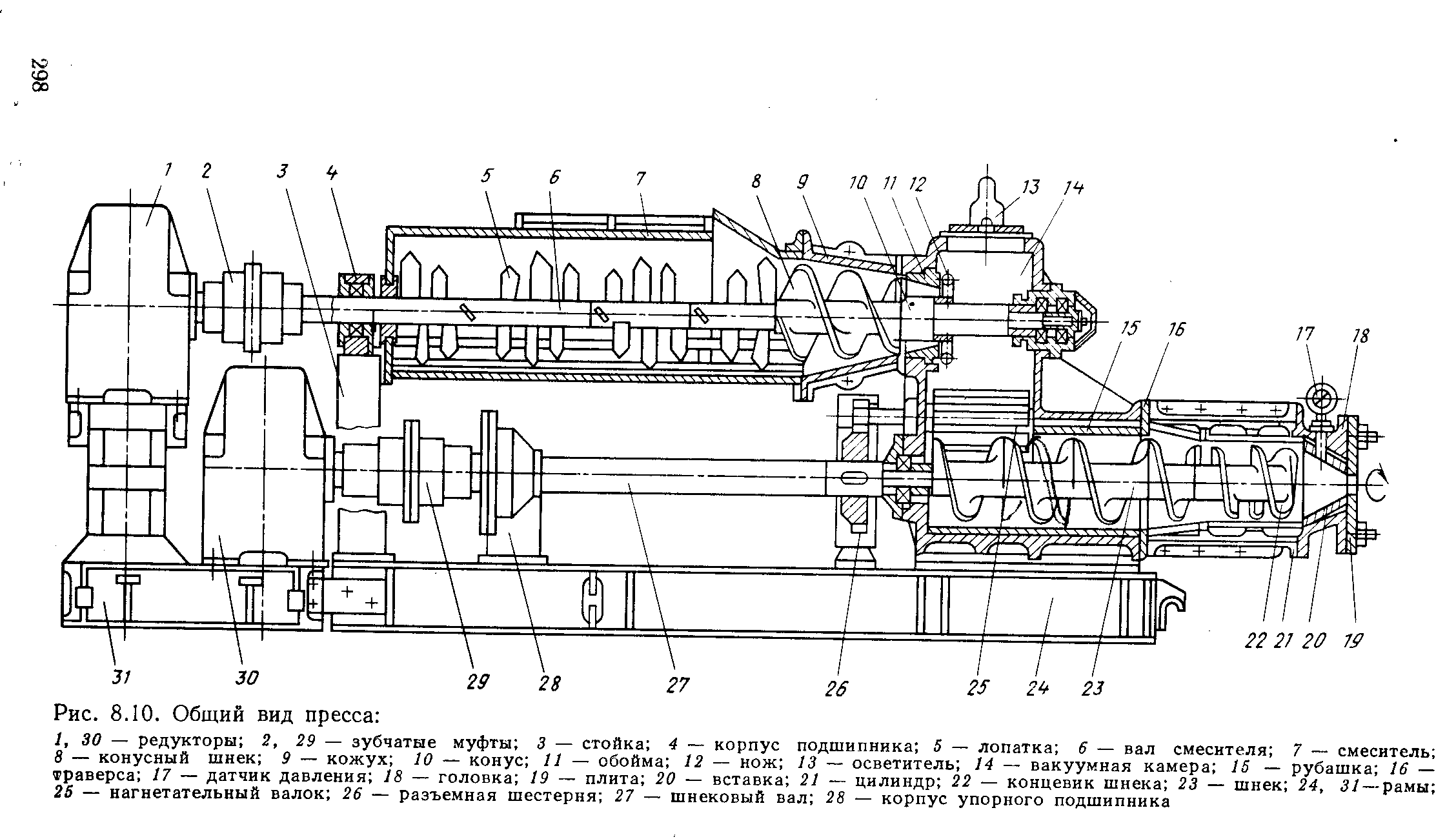
Рис. 8.10. Общий вид пресса:
1, 30 – редукторы; 2, 29 – зубчатые муфты; 3 – стойка; 4 – корпус подшипника; 5 – лопатка; 6 – вал смесителя; 7 – смеситель; 8 – конусный шнек; 9 – кожух; 10 – конус; 11 – обойма; 12 – нож; 13 – осветитель; 14 – вакуумная камера; 15 – рубашка; 16 – траверса; 17 – датчик давления; 18 – головка; 19 – плита; 20 – вставка; 21 – цилиндр; 22 – концевик шнека; 23 – шнек; 24, 31 – рамы; 25 – нагнетательный валок; 26 – разъемная шестерня; 27 – шнековый вал; 28 – корпус упорного подшипника.
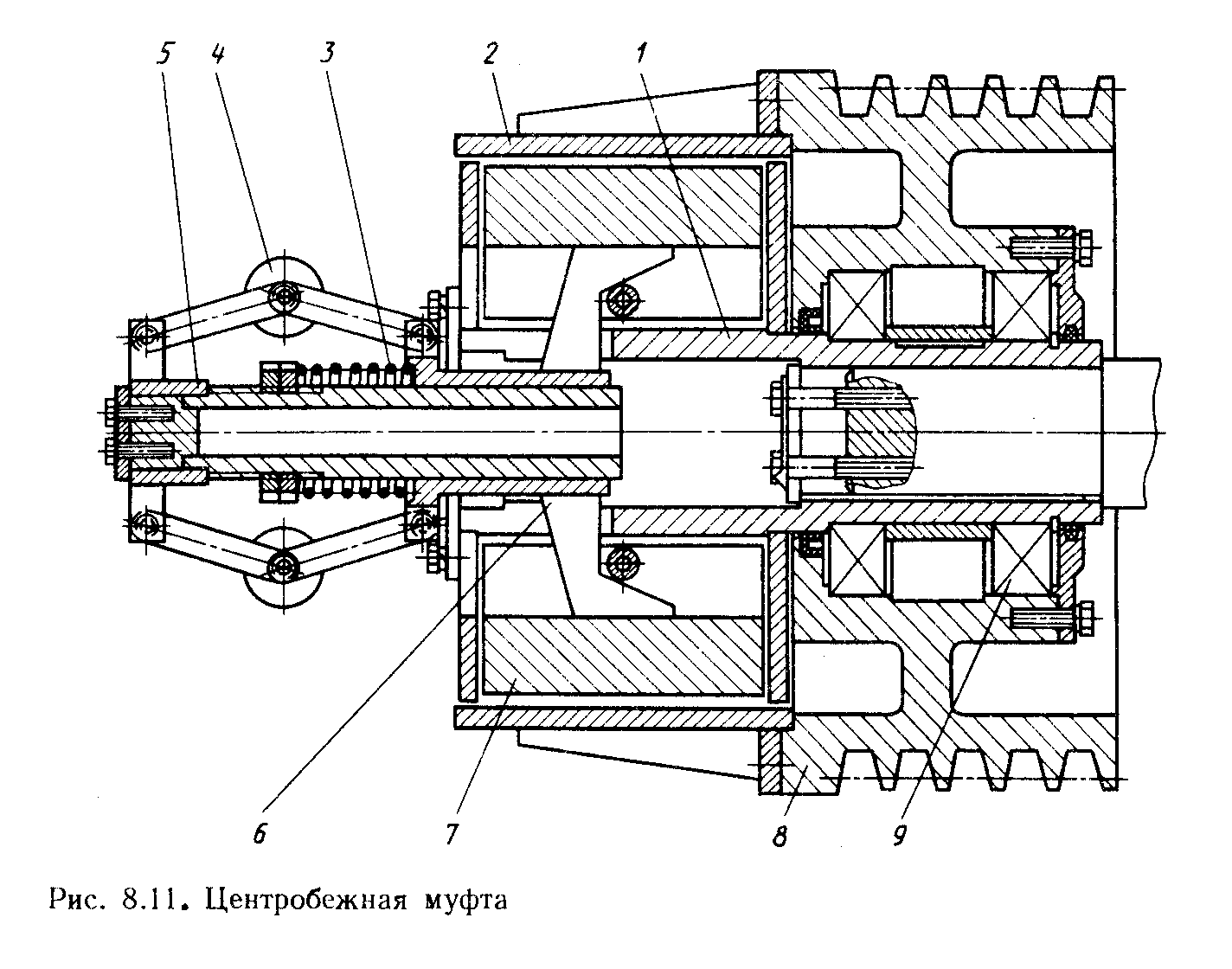
Рис. 8.11. Центробежная муфта
Впервые в практике отечественного и зарубежного прессо-строения пресс СМК-325 оснащен механизмом регулирования зазора между кромкой лопасти шнека и рубашкой цилиндра, повышающим его производительность (рис. 8.12, а).
Зазор между кромкой лопасти шнека и рубашкой цилиндра 4 (рис. 8.12, б) регулируют путем вращения гайки 2, которая перемещает секцию рубашки 3 к шнеку 5. Каждая секция регулируется двумя гайками 2. Общее перемещение секций примерно 30 мм. Степень изнашивания шнеков контролируют по размеру выходной части шпильки 1 из гайки 2. Перемещение шпильки заподлицо с гайкой служит сигналом для проведения наплавки шнека.
Привод пресса состоит из двигателя (рис. 8.13) с центробежной муфтой, который посредством клиноременной передачи приводит во вращение шкив, насаженный на вал редуктора. Через редуктор посредством зубчатой муфты е предохранительным элементом передается вращение на шнековый нагнетатель.
Работает пресс следующим образом. Керамическая масса, прошедшая предварительную обработку, поступает в смеситель, где перемешивается и доувлажняется. Лопатками и конусным шнеком, смонтированным на валу смесителя, керамическая масса продвигается к входному отверстию вакуумной камеры. Поскольку объем кольцевого конического канала, образованного поверхностями конуса и обоймы (см. рис. 8.12, а), уменьшается на входе в вакуумную камеру, керамическая масса уплотняется и препятствует «утечке» вакуума. После входа в вакуумную камеру керамическая масса разрезается на ленты ножами, установленными на валу смесителя. Это облегчает вакуумирование (освобождение от воздуха) и способствует улучшению формовочных свойств керамической массы и качества отформованных изделий.
Нагнетательный валок обеспечивает равномерную подачу керамической массы к транспортирующей и прессующей частям шнека. Выпорная лопасть шнека выжимает керамическую массу в коническую головку пресса, а мундштук придает изделию необходимую форму. Управление прессом полуавтоматическое, осуществляется с пульта управления.
Для технологической линии автоматизированных заводов производительностью 75 млн. шт. кирпича в год могилевским заводом «Строммашина» выпускается самый мощный в СССР шнековый пресс СМК-376, производительность 18 400 шт. полнотелого кирпича в 1 ч (80 т/ч).
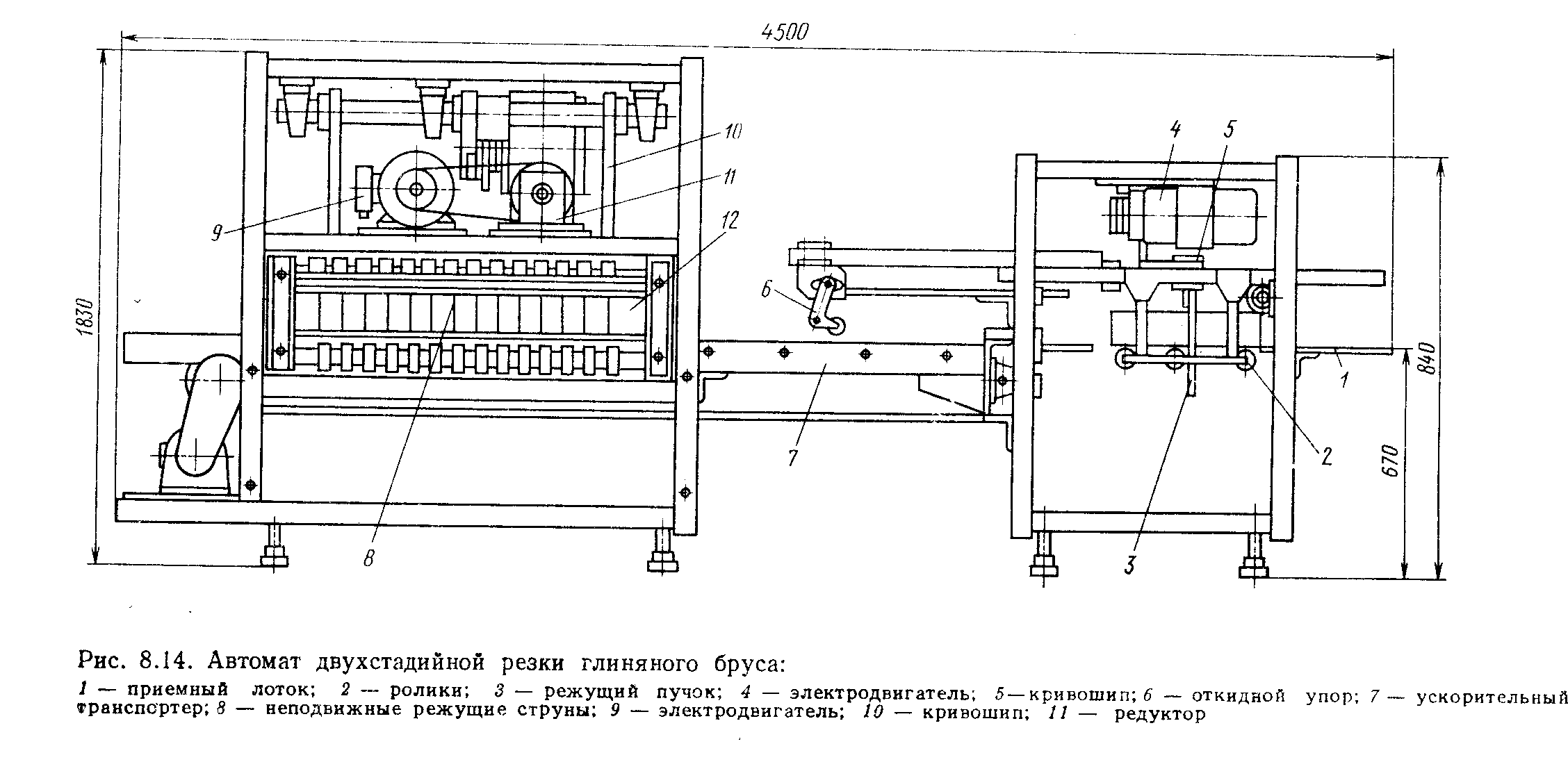
Для резки глиняного бруса, выходящего из формующего звена шнекового пресса, используют специальные автоматы.
В последние годы все большее применение как в СССР, так и за рубежом находит автомат двухстадийной резки бруса (рис. 8.14). Работает автомат следующим образом. Отформованный глиняный брус поступает на приемный лоток и ролики тележки, доходит до упора и перемещает тележку с режущим лучком по направлению своего движения. Включается электродвигатель привода механизма резки и режущий лучок отрезает брус мерной длины. После отрезки бруса мерной длины откидной упор освобождает ему путь и брус ускорительным конвейером транспортируется на пост резки кирпича. Здесь с помощью кривошипа приводится в движение толкатель, который упирается в боковую грань мерного бруса и нарезает из него кирпичи. Резка мерного бруса производится путем продавливания его толкателем через неподвижные режущие струны.
Автомат для резки кирпича обычно работает в едином режиме с автоматом укладки кирпича на сушильные вагонетки.
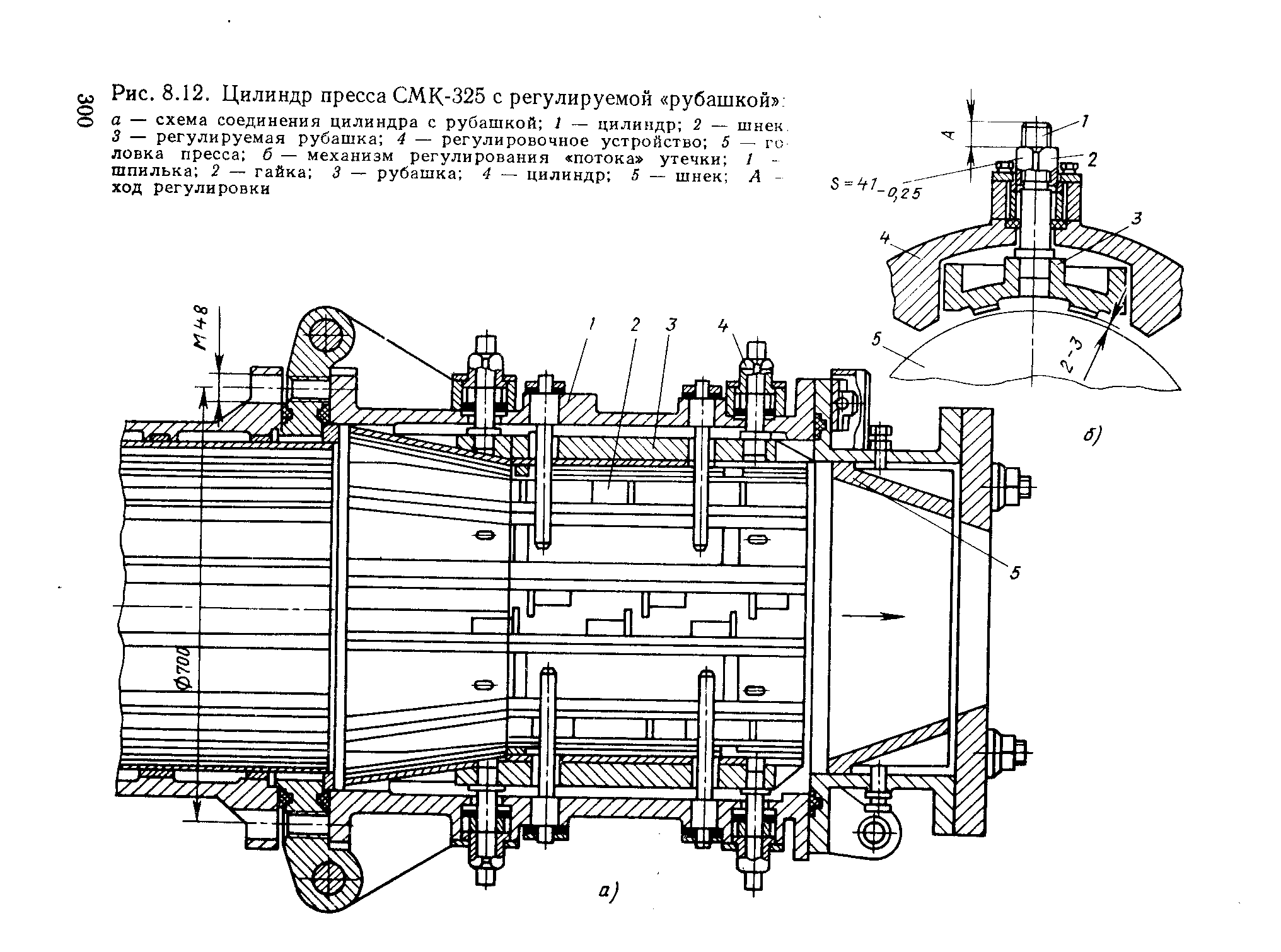
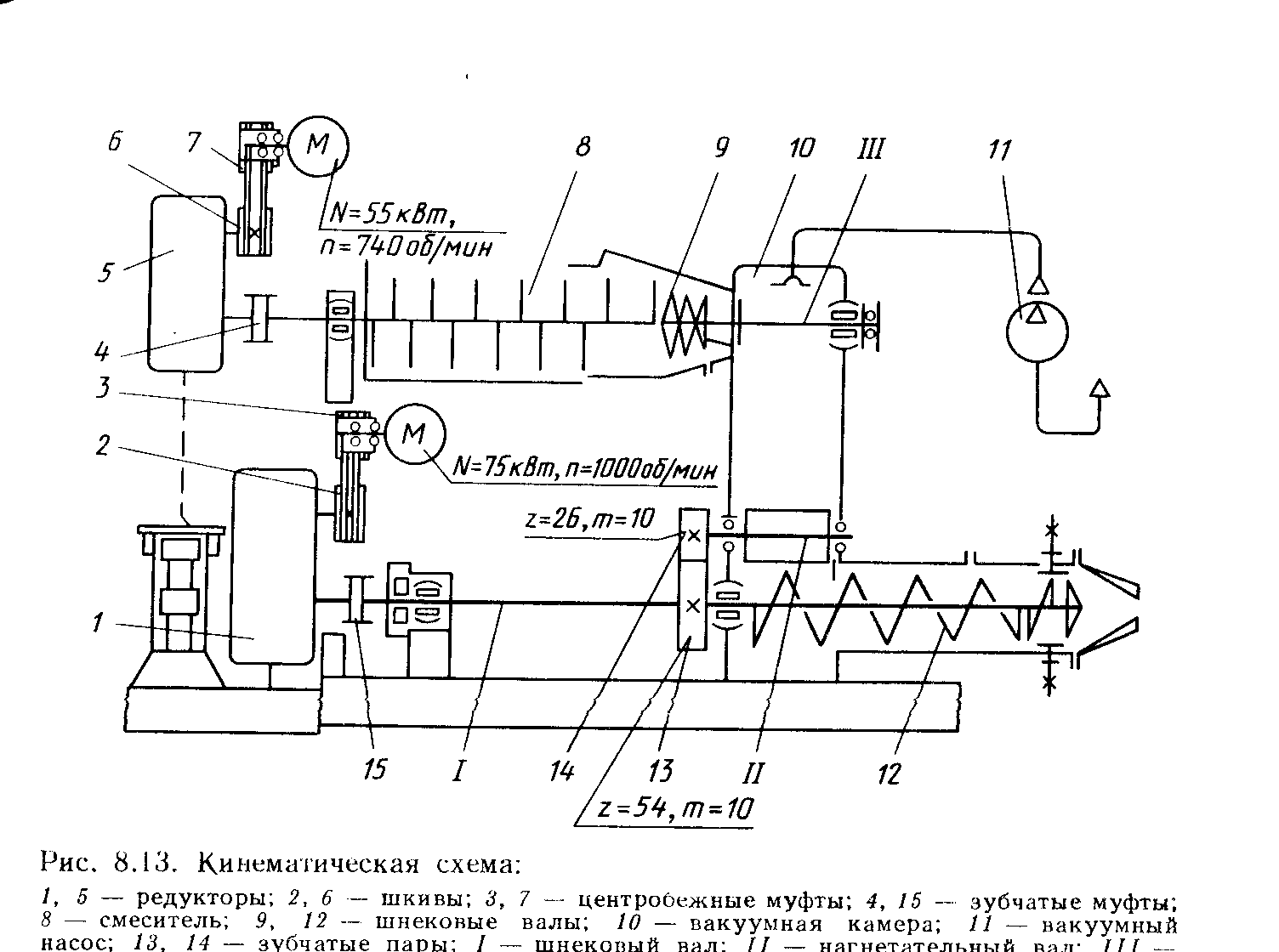
Рис. 8.13. Кинематическая схема:
1,5 — редукторы; 2,6 — шкивы; 3,7 — центробежные муфты; 4, 15 — зубчатые муфты; 8 — смеситель; 9, 12 — шнековые валы; 10 — вакуумная камера; 11 — вакуумный насос; 13, 14 — зубчатые пары; / — шнековый вал; // — нагнетательный вал; /// — вал смесителя