

Примеры отработки конструкции деталей на технологичность
1. Изменение формы детали с целью замены штамповки с перемычкой на малоотходную
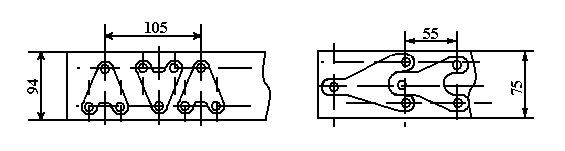
Рисунок 13
2. Изменение формы детали с целью замены штамповки с перемычками на безотходную.

Рисунок 14
3. Для снижения расхода материала при штамповке радиусы сопряжения сторон наружного и внутреннего контура детали следует назначать равными.
Нанесение размеров на чертежах холодноштамповочных деталей Общие требования
Нанесение размеров должно обеспечивать изготовление и измерение детали без пересчёта размеров и допускаемых отклонении.
Простановку размеров на штамповку деталей следует производит с учётом технологических баз обработки и требований документации.
Нанесение размеров и предельных отклонений по ГОСТ 2.3071-68, указание на чертежах предельных отклонений формы и расположение поверхности по ГОСТ 2.308-68
1 Нанесение размеров на чертежах плоских деталей
1)При последовательной пробивке элементов размеры следует наносить от базы.

Рисунок 15
2) При пробивке отверстий с фиксацией на предварительно пробитое отверстие размеры следует наносить цепочкой, что обеспечивает большую точность расстояний между отверстиями.

.
Рисунок 16
3) При штамповке в специальных штампах система нанесения размеров практически безразличная, поскольку она повторяется на рабочих частях штампа.
2 Нанесение размеров на чертежах изогнутых деталей
1) Размеры, нанесённые на чертеже, должны обеспечивать построение контура и зон. деталей и подсчёт размеров развёртки.
2) Вычерчивание развёртки на чертеже детали, изготовленной гибкой
по ГОСТ 2.709-73
3) Радиус гибки следует наносить только внутренний.
4) В деталях с углами изгиба больше или меньше 90° линейные размеры следует задавать между центрами радиусов гибки.

Рисунок 17
5) Размеры концевых участков следует наносить от внутренних поверхностей детали.
6) Величину угла следует задавать не методом построения, а в градусах.
7) При необходимости координации центров двух отверстий, например, у деталей типа "Скоб", одно из них следует выполнять овальным.
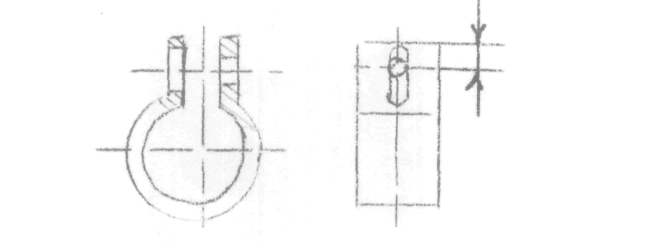
Рисунок 18
8) На линейные и угловые размеры деталей расположение полей допусков следует наносить симметричные.

Рисунок 19
3 Нанесение размеров на чертежах полых деталей, изготовленных вытяжкой
1) При нанесении размеров по вертикали за базу следует принимать дно или торец детали.
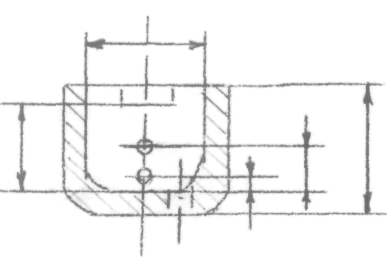
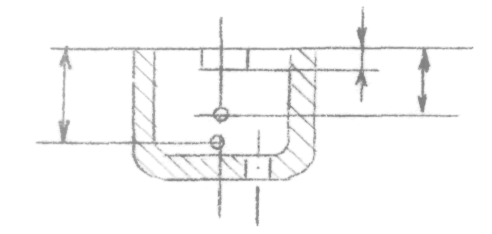
Рисунок 20
2) Для отверстий, расположенных в дне, за базу следует принимать боковые стенки.
3) Размеры на чертежах полых деталей следует наносить между внутренними и наружными плоскостями. Одновременное нанесение наружных и внутренних размеров не допускается.
4) Размеры сопряжений наносить только внутренние.
Требования к конструкции плоских деталей
1 Требования к деталям из металлического материала
1) Сопряжение сторон наружного контура следует выполнять по радиусу в случае вырубки по всему контуру, что способствует повышению стойкости штампа.
2) При применении безотходной или малоотходной штамповки, а также штамповки по элементам, допускается сопряжение сторон без скруглений.
Радиусы сопряжений сторон наружного и внутреннего контура детали следует определять по формулам :
R1![]() 0.5S
; R2
0.25S
0.5S
; R2
0.25S
R3 1.2S ; R4 0.6S
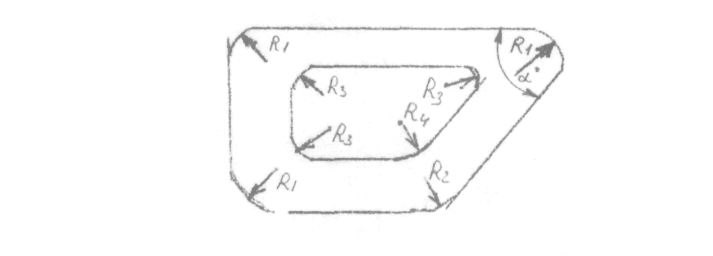
Рисунок 21
3) Радиус сопряжения двух параллейных сторон контура детали или отверстия следует определять по формулам:
R=0.5В ; R1=0.5В1

Рисунок 22
Минимальные размеры пробиваемости отверстий следует назначать по таблице
Таблица 2
Материал |
Форма отверстий |
|||
круглая |
Квадратная |
прямоугольная овальная |
||
Минимальные размеры отверстий |
||||
Сталь коррозионостойкая |
1.5S |
1.4S |
1.2S |
1.10S |
Сталь с содержанием углерода 0.3% |
1.0S |
0.9S |
0.75S |
0.6S |
Сталь с содержанием углерода свыше 0.3% |
1.2S |
1.1S |
0.9S |
0.8S |
Латунь , медь |
0.8S |
0.7 |
0.6S |
0.55S |
Алюминий, цинк |
0.7S |
0.6S |
0.5S |
0.45S |
Магниевый сплав ма8М |
0.5S |
- |
- |
- |
Титановый сплав |
1.2S |
1.0S |
- |
- |
Минимальный диаметр пробиваемого отверстия должен быть не менее 0,5 мм.
5) Минимальные размеры выступов и пазов должны соответствовать
данным таблицы.
Таблица 3
материал |
а |
b |
В1 |
Сталь |
1,5S |
1.5S |
1.2S |
Латунь |
|
|
|
Медь |
1.2S |
1.8S |
S |
Алюминиевые сплавы |
- |
- |
- |

Рисунок 23
Если пробиваемое отверстие имеет уступы, то глубина а1 и ширина b2 должна быть равна или больше толщины материала S.
6) Расстояние между кромками отверстия и краем детали следует определять по формулам:
i S , i1 1.2S
Минимальное расстояние должно быть не менее 2мм

Рисунок 24
7) Наименьшая ширина прямоугольных деталей (полые), отрезаемых в штампах и на кривошипных ножницах, должна быть не менее 3-х толщин материала. В 3S
8) Для материала толщиной свыше 10мм минимальная ширина детали должна быть не менее 4-6 толщин, В=(4-6)S.
9) Параметры шероховатости поверхности среза деталей (элементов), получаемых вырубкой, пробивкой и отрезкой, следует назначать по таблице.
Таблица 4
Толщина материала, мм |
До 1 вкл. |
Св. 1 до 2 вкл. |
Св. 2 до 3 вкл. |
Св. 3 до 5 вкл. |
Параметры шероховатост ей по ГОСТ 2789-73 |
Rа 10 |
Rа20 |
Rа40 |
Rа 80 |
10) Точность размеров деталей, получаемых в специальных штампах, следует назначать не точнее JT 12.
11) Точность размеров деталей, полученных безотходной или малоотходной штамповкой, а также в универсальных штампах, следует назначать не ниже JT 14.
12) Предельные отклонения расстояний между центрами отверстий при пробивке в штампах следует назначать по таблице.
Таблица 5
Расстояние между центрами отв. мм |
Толщина материала |
|||
До1 вкл. |
Св. 1 до 2 вкл. |
Св. 2 до 4 вкл. |
Св.4 до 6 вкл. |
|
Предельные отклонения |
||||
До 50 вкл. |
|
0,12 |
0,15 |
0,20 |
Св. 50 до 150 вкл. |
0,15 |
0,20 |
0,25 |
0,30 |
Св 150 до 300 |
0,20 |
0,30 |
0,35 |
0,40 |
13) При конструировании деталей с надрезкой необходимо выполнять следующие требования:
форма надрезки должна обеспечивать выход детали из матрицы без защемления;
надрезки с отгибкой должны быть направлены в одну сторону;
при толщине материала s свыше 1,5мм необходимо предусматривать технологические отверстия диаметром не менее удвоенного значения радиуса гибки d 2R
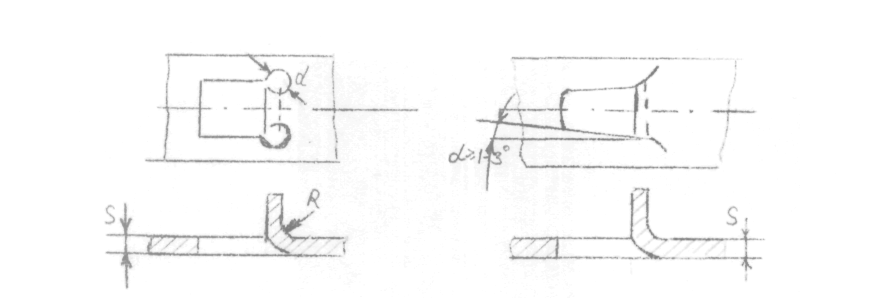
Рисунок 25
14) Конструкция и размеры рифтов должны соответствовать ОСТ ГО. 010.022
15) Минимальные размеры рифтов, изготовляемых за один переход, следует определять по формулам :
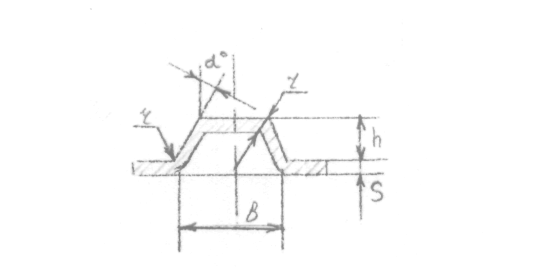
Рисунок 27- Размеры рифтов с трапецеидальным профилем
H=1.5S
R=1.5S ; α=15° ; B=5h
16) Наибольшую высоту отбортовки Ь за один переход следует определять по формуле:
h=D[1-К]/2+0.43r,
где-D-диаметр отбртовки, мм
K-коэфф.отбортовки цилиндрюотв.
r- радиус отбортовки, мм

Рисунок 28
17) Радиус сопряжения отбортовки следует определять по формуле:
r π1.5s
Допускается назначать r, равный половине толщины S, но не менее 0,2мм.
1 8) Форма, размеры и рассположение вентеляционных отверстий,
выполненных в виде жалюзи, должны соответствовать ГОСТ 16841-79.
19) Формованные элементы детали (рифты, вентл. Отв, отбортовки) должны быть расположены с одной стороны плоскости детали.
20) При отбортовке наружнего контура высота борта Н должна быть не более 4-х толщин материала.
21 ) Для получения четкого борта, сопрягающегося с дном под прямым
углом, высота его должна быть не менее 3- х толщин материала.
22) Отверстия, разбортованные под резьбу, следует выполнять по ОСТ.010.015-79