

«Ковка и штамповка»
Ковка. Ковкой называется обработка металла, находящегося в пластическом состоянии под действием бойков молота (динамическое воздействие) или пресса (статическое воздействие) с использованием при надобности подкладного инструмента. Изделие, получаемое ковкой, называют поковкой. Поковки могут иметь самую разнообразную форму и массу от нескольких граммов до 350 т и более. Большие поковки получают непосредственно из слитков, поковки средних и малых размеров — из прокатных заготовок.
Ковку применяют в условиях единичного и мелкосерийного производства. Заготовку куют между нижним (неподвижным) и верхним (подвижным) бойками молота или пресса. Контактирующие с заготовкой поверхности бойков и подкладных инструментов определяют направление деформации (течения) металла заготовки.
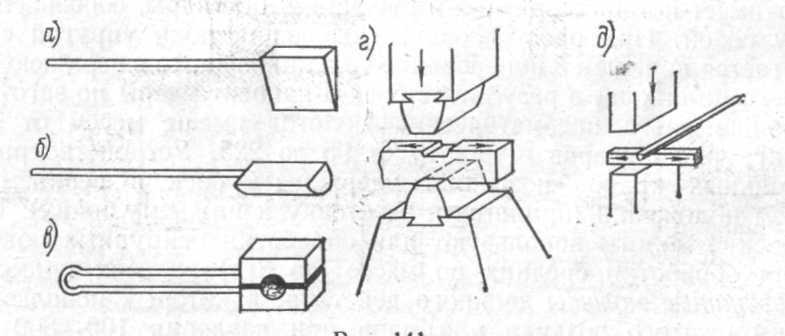
Рисунок 61 Ковка
На рис. 61, а—д показаны некоторые подкладные инструменты: топор (а), раскатка (б), обжимка (в). При ковке выполняется протяжка, осадка, гибка, пробивание или прошивание отверстий, выглаживание, рубка.
При протяжке длина заготовки увеличивается за счет уменьшения ее поперечного сечения. Вначале куют на квадрат, что дает наибольшую скорость деформирования, после чего (если нужно) скругляют заготовку или формуют. Для протяжки заготовку кладут поперек бойков, передвигая ее и кантуя на 90° после каждого обжатия. Чтобы ускорить протяжку, применяют закругленные бойки (рис. 61, г) и раскатки (рис. 61, д), увеличивающие удлинение за одно обжатие.
При осадке поперечное сечение заготовки увеличивается за счет высоты. Осадку не всей заготовки, а лишь ее части называют высадкой.
Для гибки нужен местный нагрев заготовки; для получения одинакового сечения по длине заготовки в месте изгиба предварительно делают высадку. Для гибки заготовку зажимают между бойками молота.
Для выглаживания крупных поковок производят легкие удары бойка молота, мелкие поковки выглаживают гладилками. Для отделки применяют также подходящие обжимки.
Штамповка. Производительность штамповки в десятки раз больше, чем ковки, кроме того, при штамповке достигается значительно большая, чем при ковке, точность размеров и малая шероховатость поверхности. Так, нередко после штамповки изделия не требуют механической обработки. Однако штамповка выгодна лишь при массовом и крупносерийном производстве, когда окупаются затраты на изготовление сложных форм (штампов). Штамповка бывает горячей и холодной, объемной и листовой.

Рисунок 62 Штамповка
Штамповка на молотах — наиболее распространенный способ горячей штамповки. Штамп (рис. 62, а) состоит из двух частей: верхней 1 и нижней 2. Нагретая заготовка помещается в нижнюю полость штампа. При ударах верхней части штампа металл течет и заполняет ручей. Излишки металла выдавливаются из ручья в кольцеобразную полость, в результате чего образуется так называемый облой (заусенец) 3 (рис. 62, б), который обрезают затем в специальном обрезном штампе.
Горячая листовая штамповка применяется для листов толщиной свыше 6 мм при производстве котлов, аппаратов для химической промышленности, в судостроении. Штамповку производят главный образом на гидравлических листоштамповочных прессах с усилием 2—12 МН, а мелких изделий — на фрикционных винтовых прессах.
Холодная листовая штамповка применяется для изделий из листов стали, алюминия и его сплавов, меди, латуни, сплавов магния. Ниже приведены главные операции листовой штамповки.
Рисунок 63 Холодная листовая штамповка
Вырубка производится для изготовления из листа плоских изделий с любой формой контура (круг, квадрат, овал), а также для пробивки отверстий. Штампы для вырубки и пробивки имеют матрицу 4 (рис. 63, а) и пуансон 1, который при движении вниз острыми краями рабочего контура срезает часть заготовки; при обратном движении остаток заготовки 3 упирается в съемник 2 и снимается с пуансона.
Разделительной операцией является также отрезка, она производится на ножницах (параллельных, гильотинных, дисковых).
Вытяжкой получают полые изделия из листовой заготовки. Заготовку диаметром D кладут в выточку матрицы (рис. 63, б) и вытягивают пуансоном в стакан (рис. 63, в). Чтобы не срезать заготовку, края пуансона скругляют. Если зазор а между матрицей и пуансоном равен толщине заготовки, то толщина стенок изделия остается такой же, если этот зазор меньше, то стенки становятся тоньше.
На рис.63, г приведен пример отбортовки, которая заключается в образовании в изделии с пробитым отверстием d отверстия большего диаметра D с бортами высотой Н. Отбортовка выполняется пуансоном при креплении заготовки в кольцеобразной выточке матрицы.
При раздаче (рис. 63, е) увеличивается размер сечения заготовки.