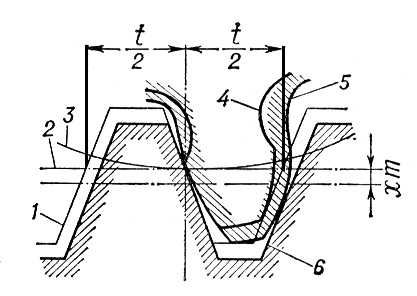
21. 1.Почему можно нарезать зубчатые колеса долбяком, имеющим положительное и отрицательное смещение исходного контура рейки? Схема к определению.
При нарезании зубчатых колёс исходный
стандартный контур производящей рейки
смещают в радиальном направлении так,
что её делительная прямая не касается
делительной окружности колеса. При этом
можно использовать нормальный реечный
зуборезный инструмент (гребёнку,
червячную фрезу и т. п.) или долбяки.
Обработку ведут на зубообрабатывающем
станке методом обкатки. нарезая колёса
с требуемым смещением исходного контура.
Современное К. з. к. имеет более общее
значение и практически выражается в
преднамеренном смещении исходного
контура, которое является одним из
основных геометрических параметров
зубчатых колёс. Смещение от центра
колеса может быть отрицательным или
положительным (рис. 1). В случае
положительного смещения для профиля
зубьев используются участки эвольвенты
с большими радиусами кривизны, что
повышает контактную прочность зубьев,
а также увеличивает их прочность на
излом. К. з. к. может быть использовано
для повышения качества зацепления как
двух колёс, так и зацепления колеса с
рейкой. Целесообразный выбор смещений
может уменьшить скольжение зубьев друг
по другу, снизить их износ, уменьшить
опасность заедания и повысить кпд
передачи.
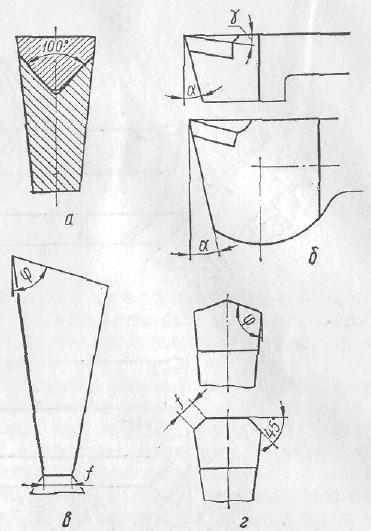
2.Расчет сечения державки проходного токарного резца на прочность и жесткость. Схема формулы.
при работе отрезными резцами, оснащенными твердым сплавом, часто происходят выкрашивания и сколы режущей части, а также отрывы пластинки от державки резца.
Для повышения прочности соединения пластинки с державкой целесообразно пластинку, снабженную скосами, напаивать в угловой паз державки (рис.,15, а), что соответственно увеличивает площадь прилегания ее к державке. Кроме того, боковые стенки паза препятствуют смещению пластинки под действием боковых усилий, возникающих в процессе работы резца.
С целью повышения прочности и жесткости головки высота ее делается больше высоты стержня (рис. 15, б).
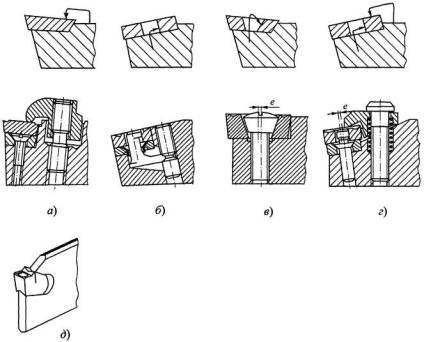
3.Способы механического крепления смп в корпусах токарных резцов (достоинства и недостатки)
Механическое крепление СМП обеспечивает возможность ее быстрой
бесподналадочной замене на инструменте или восстановления его режущей
способности путем поворота пластины, что особенно важно на станках-
автоматах и автоматических линиях. Время, затрачиваемое на замену или пово-
рот СМП, в 2 – 4 раза меньше, чем на замену резца.
Способ крепления СМП прихватом сверху (рис. 1.1., а) применяют для пластин
без отверстий, в том числе минералокерамических. Пластину устанавливают в
закрытый паз и базируют по его опорной и боковым поверхностям. При этом
обеспечивается высокая точность базирования пластин и надежность крепления
[2]. На резцах для обработки стали может применяться стружколом.
Способ крепления СМП L – образным рычагом или косой тягой
(рис. 1.1, б) обеспечивает прижим пластин к боковым базовым поверхностям
закрытого паза державки. Применяется этот способ крепления для СМП с от-
верстием. Он обеспечивает высокую точность базирования, но не гарантирует
точного прилегания поверхности СМП к опорной поверхности на резцедержав-
ке.
Способ крепления СМП с коническим отверстием (рис.1.1, в) обеспечи-
вает прижим к опорной и боковым сторонам закрытого паза. Крепление осуще-
ствляется винтом с конической головкой, ось которого сдвинута на 0,15 мм от-
носительно оси отверстия СМП. К недостаткам такого крепления относится не-
обходимость полностью вывернуть винт из корпуса и потом его снова завер-
нуть при смене СМП.
Достаточно распространенным является способ крепления СМП при по-
мощи клина (рис. 1.1., г), который поджимает ее к неподвижному штифту. В
этом случае сила зажима противоположна по направлению силе резания, что не
исключает возможности появления вибраций. Этот способ крепления не обес-
печивает точного базирования СМП и не может использоваться для их беспод-
наладочной замены [2]. Надежность такого крепления повышает наличие на
клине «козырька», поджимающего СМП к опорной поверхности.
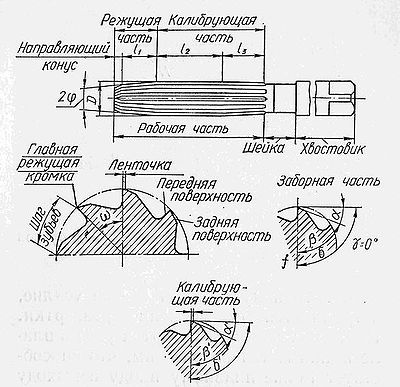
22. 1. Схема к расчету конструктивно-геометрических параметров режущей части машинно-ручного метчика
2. Развертки- назначение,типы, конструктивно-геометрических параметры
Развёртка – режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания. Развёртыванием достигается точность до 6-9 квалитета и шероховатость поверхности до Ra = 0,32…1,25 мкм. Высокое качество обработки обеспечивается тем, что развертка имеет большое число режущих кромок (4-14) и снимается малый припуск. Развёртка выполняет работу при своём вращении и одновременном поступательном движении вдоль оси отверстия.
В зависимости от характера применения, формы обрабатываемого отверстия, формы закрепления, конструкции зубьев, регулирования на размер, рода режущего материала развёртки разделяют на группы:
-Ручные цилиндрические с хвостовиком
-Машинные цилиндрические с хвостовиком и насадные
-Машинные цилиндрические с хвостовиком и насадные со вставными зубьями
-Ручные
Основными конструктивными элементами развёртки являются режущая и калибрующая части, число зубьев, направление зубьев, углы резания, шаг зубьев, профиль канавки, зажимная часть.
Угол конуса φ определяет форму стружки и соотношение составляющих усилий резания. Угол φ у ручных развёрток – 1°…2°, что улучшает направление развёртки при входе и уменьшает осевую силу; у машинных при обработке стали φ = 12°…15°; при обработке хрупких материалов (чугуна) φ = 3°… 5°.Стандартные развёртки делают с неравномерным окружным шагом с целью предупреждения появления в развёртываемом отверстии продольных рисок. Из-за неоднородности обрабатываемого материала на зубьях развёртки происходит периодическое изменение нагрузки, что ведёт к отжиму развёртки и появлению на обработанной поверхности следов в виде продольных рисок.
Цилиндрическая ленточка на калибрующей части калибрует и выглаживает отверстие. Уменьшение её ширины снижает стойкость развертки, однако повышает точность обработки и снижает шероховатость, т.к. уменьшает трение. Рекомендуемая ширина ленточки f = 0,08…0,5 мм в зависимости от диаметра развёртки.
Число зубьев z ограничивается их жёсткостью. С увеличением z улучшается направление развертки (больше направляющих ленточек), повышаются точность и чистота отверстия, но снижается жесткость зуба и ухудшается отвод стружки. Z принимается чётное - для облегчения контроля диаметра развёртки.
Канавки чаще выполняют прямыми, что упрощает изготовление и контроль. Для обработки прерывистых поверхностей целесообразно применять развёртки с винтовым зубом. Направление канавок делается противоположным направлению вращения для избежания самозатягивания и заедания развёртки.
Задний угол выполняют небольшой (5°…8°) для повышения стойкости развёртки. Режущую часть затачивают до остра, а на калибрующей делают цилиндрическую ленточку для повышения размерной стойкости и улучшения направления в работе.
Передний угол принимают равным нулю.