

3.3.2. Брак при производстве труб методом экструзии и рекомендации по его устранению
Таблица 4. Виды брака при экструзии труб, его причины и способы устранения
-
Вид брака
Причина
Способ устранения
Шероховатость внутренней поверхности
Высокая температура расплава
Понизить температуру расплава
Переменное давление воздуха в насадке из-за его утечки
Отрегулировать давление воздуха в насадке
Заливание массы на дорне
Снизить температуру в последней зоне головки или открыть охлаждение шнека
Наружный диаметр больше допустимого
Велико давление воздуха в насадке или велико калибрующее отверстие в насадке
Снизить давление воздуха, сменить насадку
Внутренний диаметр трубы меньше допустимого
Мало или нестабильно давление воздуха в насадке
Повысить давление воздуха, устранить его утечку
Мал диаметр калибрующей насадки
Сменить насадку
Толщина стенки трубы больше допустимой
Мала скорость вытяжки
Увеличить скорость вытяжки
Велико число оборотов шнека
Снизить число оборотов шнека
Толщина стенки трубы меньше допустимой
Велика скорость вытяжки
Снизить скорость тянущего устройства
Мал зазор между мундштуком и дорном
Заменить дорн
Мало число оборотов червяка экструдера
Увеличить число оборотов червяка
Овальность трубы
Овальность отверстий резиновых уплотнителей охлаждающей ванны
Заменить уплотнители
Неравномерное охлаждение трубы
Отрегулировать охлаждение
Трещины на трубе
Плохая свариваемость отдельных потоков расплава после дорнодержателя
Повысить температуру экструзии или снизить скорость выхода расплава
Повысить давление в головке за счет увеличения длины формующей части
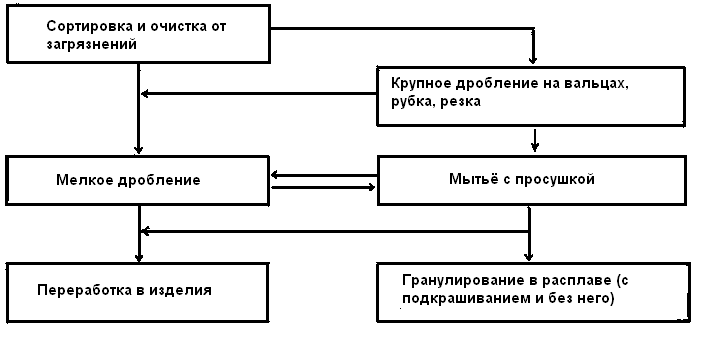
3.4. Отходы производства и их использование
В процессе переработки термопластов литьем под давлением и экструзией неизбежны отходы в виде литников, заусенцев, бракованных изделий и отходы при наладке технологического процесса. Общее количество отходов разного вида изделий колеблется от 5 до 25% от массы исходного сырья. Отходы термопластов перерабатываются целиком. Технологический процесс использования отходов иллюстрируется следующей схемой:
Сбор, сортировку и дробление отходов рекомендуется проводить непосредственно на рабочем месте.
Д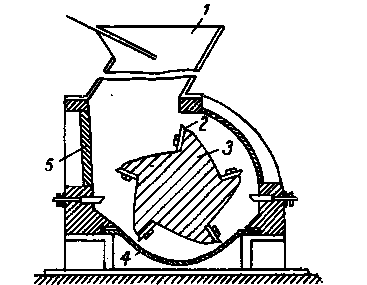 ля
дробления крупных отходов можно
использовать двухвалковую дробилку
с зубьями или рифлеными валками, а также
щековую дробилку. Крупные отходы из
упругих материалов (полиэтилен,
полипропилен, полиамиды и др.) следует
измельчать механическими ножницами
или циркульными пилами.
ля
дробления крупных отходов можно
использовать двухвалковую дробилку
с зубьями или рифлеными валками, а также
щековую дробилку. Крупные отходы из
упругих материалов (полиэтилен,
полипропилен, полиамиды и др.) следует
измельчать механическими ножницами
или циркульными пилами.
Рисунок 27.
Более мелкое дробление проводится на роторных ножевых измельчителях типа приведенного на рисунке 27.
1-загрузочная воронка; 2- ножевые лопасти; 3-ротор;
4-колосниковая решетка; 5-броненая поверхность.
Эти машины обеспечивают измельчение термопластов в крошку, пригодную для переработки в смеси с первичным сырьем в количестве до 25% для широкой номенклатуры изделий.