

Инструментальные стали
1. Нелегированные углеродистые инструментальные стали
Стали в соответствии с ГОСТ 1435-90 делятся на качественные и высококачественные. Качественные стали обозначаются буквой У (углеродистая) и цифрой, указывающей среднее содержание углерода в стали, в десятых долях процента.
Например: Сталь У7 содержит 0,65 – 0,74% углерода,
Сталь У10 содержит 0,95 – 1,04%,
В обозначения высококачественных сталей добавляется буква А. Кроме того, в обозначениях как качественных, так и высококачественных углеродистых инструментальных сталей может присутствовать буква Г, указывающая на повышенное содержание в стали марганца.
Например: У8Г, У8ГА.
2. Инструментальные легированные стали
Маркировка инструментальных легированных сталей в соответствии с ГОСТ 5950-73 такая же, как для конструкционных легированных сталей. Различие заключается лишь в цифрах, указывающих на массовую долю углерода в стали.
Процентное содержание углерода указывают, в начале наименования стали, в десятых долях процента. Если же в инструментальной легированной стали, содержание углерода составляет около 1,0%, то соответствующую цифру в начале ее наименования обычно не указывают.
Например:
|
4Х2В5МФ |
C = 0,3 – 0,4%, Cr = 2,2 – 3,0% W = 4,5 – 5,5% Mo = 0,6 – 0,9% V = 0,6 – 0,9% |
ХВГ |
C = 0,9 – 1,05% Cr = 0,9 – 1,2%, W = 1,2 – 1,6%, Mn = 0,8 – 1,1%.
|
Практическая часть
Задание 20. Расшифровать маркировку следующих сталей:
12ХНВА -
18Х2Н4ВА -
Сталь 20 -
30ХГСА -
Сталь 40 -
40ХНМА -
60Г -
У10 -
9ХС -
Х12М -
10Х27 -
Задание 21. Определить средний химический состав сталей марок 40ХНМА, 9ХС, Х12М, 10Х27 и Р18. по структурной диаграмме хромистых сталей (рис. 5) определить их положение на диаграмме и класс сталей. Для каждой стали схематично зарисовать структуру с указанием структурных составляющих. Полученные данные занести в таблицу 17
|
Рис. 5. Структурная диаграмма хромистых сталей |

Таблица 17
Марка стали |
Средний химический состав, % |
Класс стали |
Структура стали |
Схематическая структура |
40ХНМА |
|
|
|
|
9ХС |
|
|
|
|
Х12М |
|
|
|
|
10Х27 |
|
|
|
|
Р18 |
|
|
|
|
Задание 22. Определить положение сталей 40ХА, 18Х2Н4ВА, 10Х18Н10Т, 40Х14Н14В2М на структурной диаграмме сталей в нормализованном состоянии (рис. 6). С помощью диаграммы для каждой стали указать класс и структуру стали в нормализованном состоянии. Полученные данные занести в таблицу 18
|
Рис. 6. Структурная диаграмма в нормализованном состоянии |
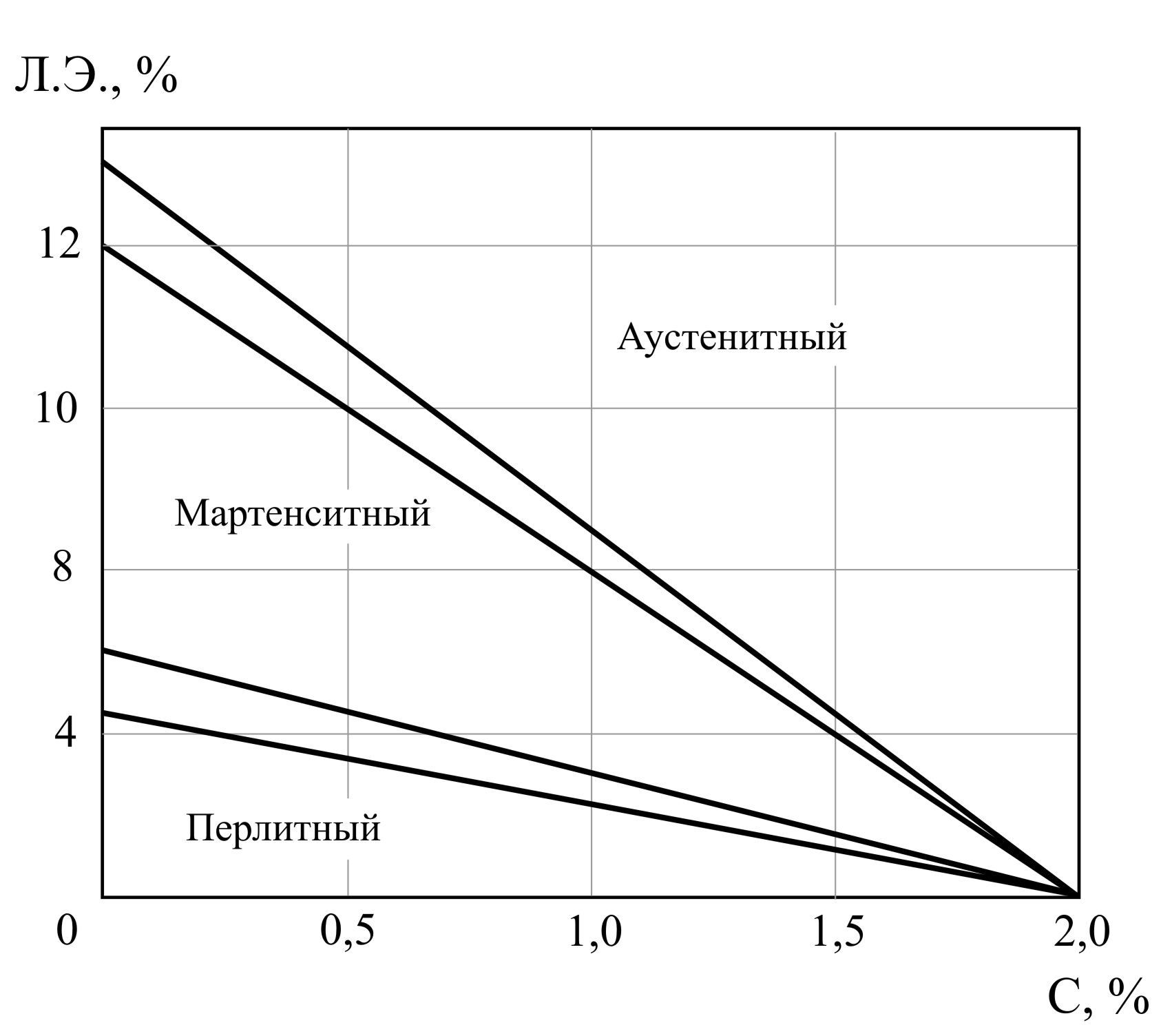
Таблица 18
Марка стали |
Средний химический состав, % |
Класс стали |
Структура стали |
40ХА |
|
|
|
18Х2Н4ВА |
|
|
|
10Х18Н10Т |
|
|
|
40Х14Н14В2М |
|
|
|
Лабораторная работа №14
«Термическая обработка легированных сталей»
Цель работы:
Теоретическая часть
Практическая часть
Задание 23. По результатам таблицы 19 построить график зависимости твердости от содержания углерода в сталях. Сделать письменное заключение по полученным результатам. Принять значения скоростей охлажденияв масле - 150 с/сек; в воде - 600 с/сек.
Таблица 19
Марка стали |
Содержание углерода |
Температура нагрева,С |
Среда охлаждение |
Твердость HRC после охлаждения |
12ХНВА |
|
900 |
масло |
|
18Х2Н4ВА |
|
850 |
масло |
|
Сталь 20 |
|
900 |
вода |
|
30ХГСА |
|
900 |
масло |
|
Сталь 40 |
|
850 |
вода |
|
40ХНМА |
|
850 |
вода |
|
60Г |
|
850 |
масло |
|
У10 |
|
760 |
вода |
|
9ХС |
|
850 |
масло |
|
Вывод:
Задание 24. По результатам таблицы 20 построить график зависимости твердости от скорости охлаждения для исследуемых сталей. По графику определить оптимальную скорость закалки для каждой стали.
Таблица 20
Марка стали |
Температура нагрева, С |
Твердость (HRC) после охлаждения со скоростями |
||
На воздухе (30 С/сек) |
В масле (150 С/сек) |
В воде (600 С/сек) |
||
40ХНМА |
|
|
|
|
Сталь 40 |
|
|
|
|
Вывод:
Задание 25. По данным таблицы 21 построить графики зависимости твёрдости от температуры отпуска. Обосновать полученный вид кривых. По графикам определить оптимальную температуру отпуска для каждой стали.
Таблица 21
Марка стали |
Температура нагрева под закалку, С |
Твердость в закаленном состоянии |
Твердость (HRC) в зависимости от температуры отпуска, С |
||||
200 |
400 |
500 |
550 |
650 |
|||
У10 |
|
|
|
|
|
|
|
9ХС |
|
|
|
|
|
|
|
Р18 |
|
|
|
|
|
|
|
Х12М |
|
|
|
|
|
|
|
Х12М |
|
|
|
|
|
|
|
Вывод:
Лабораторная работа №15
«ПРОКАЛИВАЕМОСТЬ КОНСТРУКЦИОННЫХ СТАЛЕЙ»
Цель работы:
Теоретическая часть
Рис. 7. Прокаливаемость цилиндрической детали Vохл - скорость охлаждения по сечению детали; Vкр - критическая скорость охлаждения. |
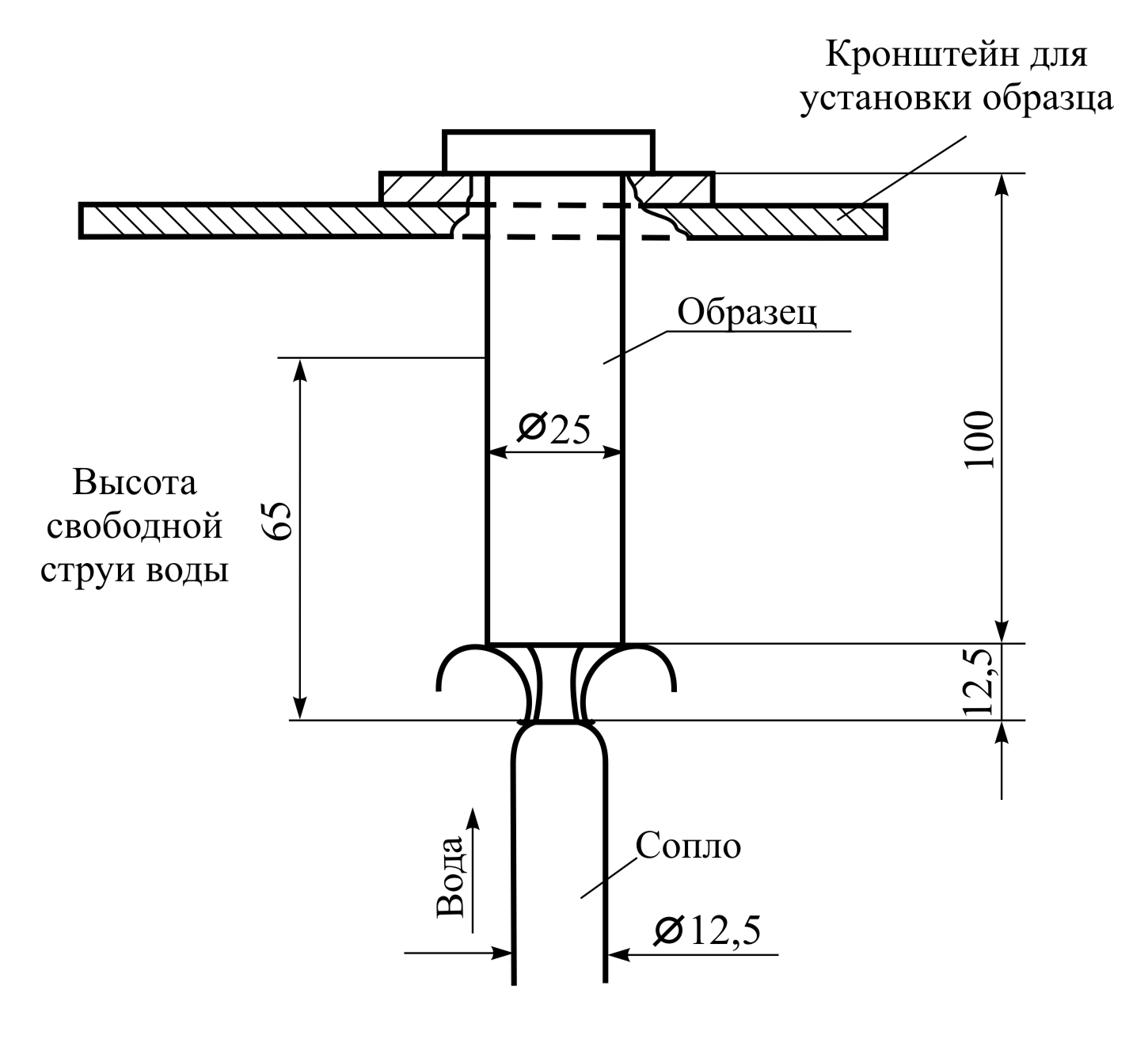
Рис. 8. Схема охлаждения образца при испытании на прокаливаемость методом торцевой закалки |

Задание 26: Для исследуемых сталей определить прокаливаемость методом пробных закалок.
1. В таблицу 22 записать средний химический состав и режим термической обработки для каждой из исследуемой стали.
2. По полученным экспериментальным данным таблицы 23 построить график зависимости твердости от расстояния от торца.
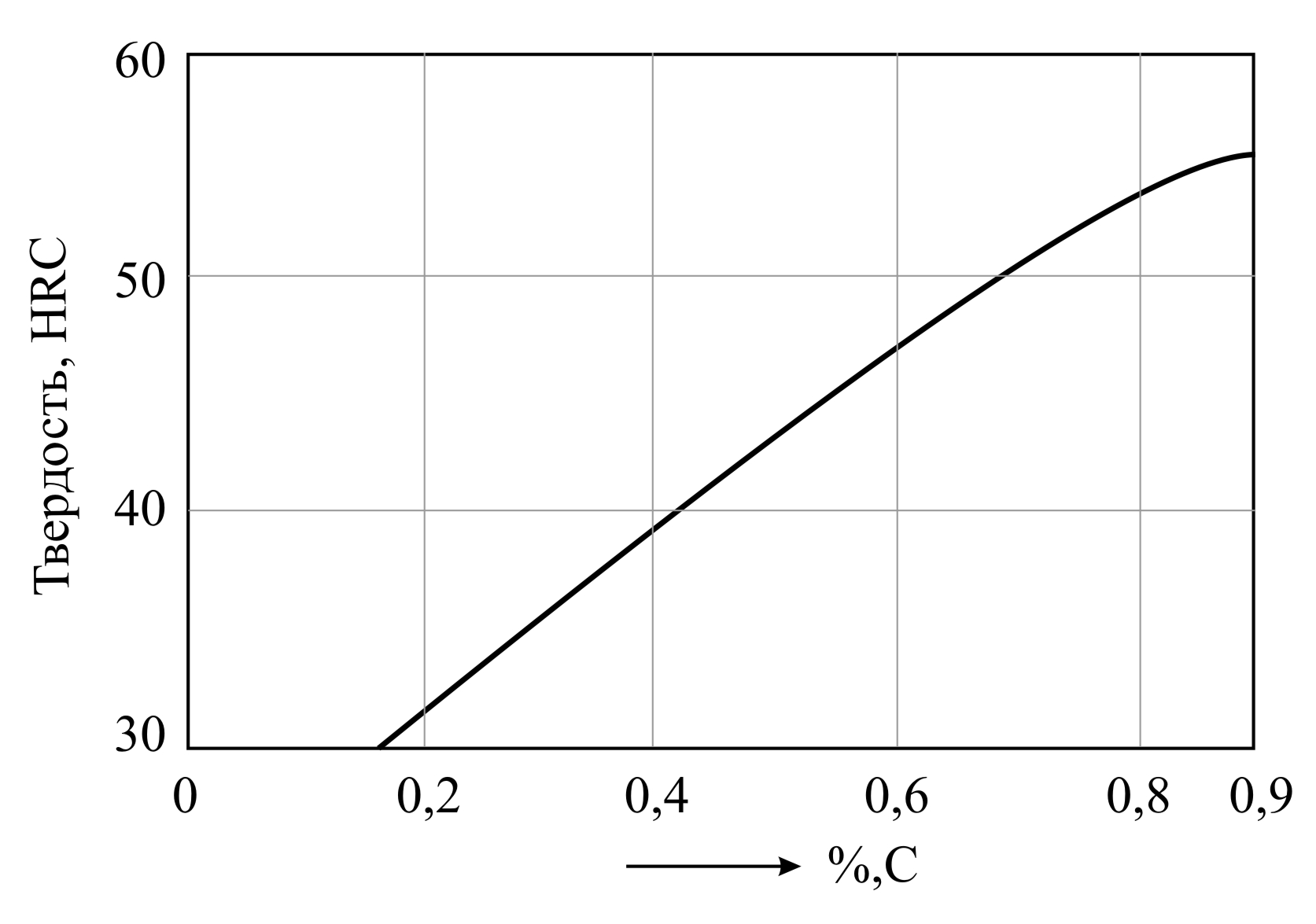
3. По графику на рисунке 9 определить твердость полумартенситной структуры сталей. Используя значения твердости полумартенситной структуры, по кривой прокаливаемости определить расстояние от торца до зоны, соответствующей полумартенситной структуре (h). Результаты занести в таблицу 24.
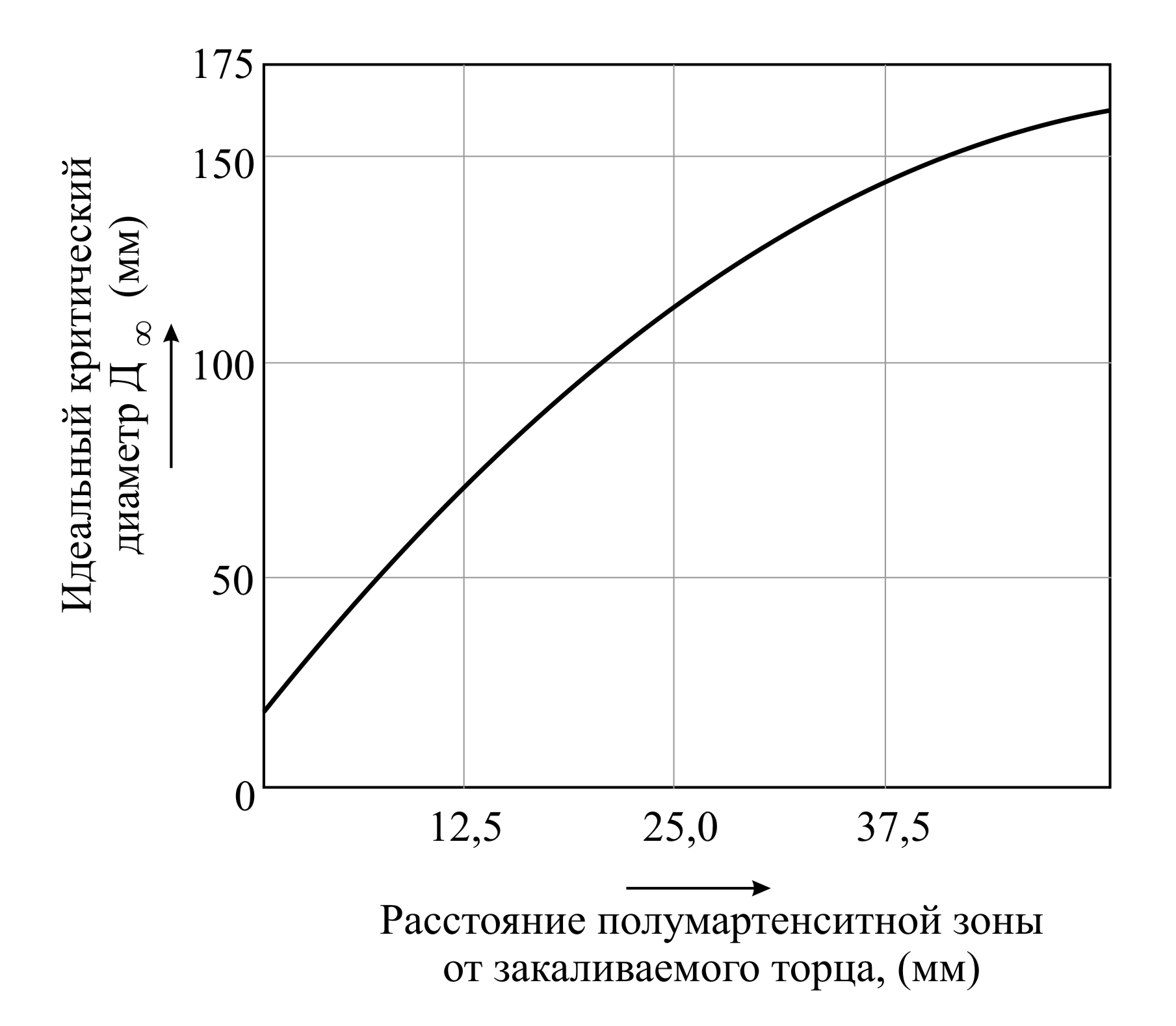
4. По графику на рисунке 10 определить Д и результаты занести в таблицу 24.
5. По номограмме на рисунке 11, используя кривую с коэффициентом 0,2 (закалка в масле), определить ДКР. Результаты занести в таблицу 24.
6. Обосновать полученные результаты
Таблица 21
Марка стали |
Средний химический состав, % |
Режим обработки |
|||||
Cr |
Mn |
Si |
Ni |
Mo |
Другие элементы |
||
40ХА |
|
|
|
|
|
|
|
30ХГСА |
|
|
|
|
|
|
|
40ХНМА |
|
|
|
|
|
|
|
Таблица 23
Марка стали |
Твердость (HRC) на расстоянии от торца, мм |
||||||||||||||||||
1,5 |
3 |
4,5 |
6 |
7,5 |
9 |
10,5 |
12 |
13,5 |
15 |
16,5 |
18 |
19,5 |
21 |
22,5 |
24 |
25,5 |
27 |
28,5 |
|
40ХА |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
30ХГСА |
- |
|
- |
|
- |
|
- |
|
- |
|
- |
|
- |
|
- |
|
|
|
|
40ХНМА |
- |
|
- |
|
- |
|
- |
|
- |
|
- |
|
- |
|
|
|
|
|
|
Таблица 24
Марка стали |
Твердость (HRC) полумартенситной зоны |
h, мм |
Д, мм |
ДКР, мм |
40ХА |
|
|
|
|
30ХГСА |
|
|
|
|
40ХНМА |
|
|
|
|
|
||||
Рис. 9. Твердость полумартенситной зоны в зависимостиот содержания углерода в стали |
||||
|
||||
Рис. 10. Идеальный критический диаметр в зависимости от глубины прокаливаемости |
||||
|
||||
Рис. 11. Номограмма Блантера для определения прокаливаемости сталей |
||||

Вывод:
Лабораторная работа №16
«Структура титана и его сплавов»
Цель работы:
Теоретическая часть
|
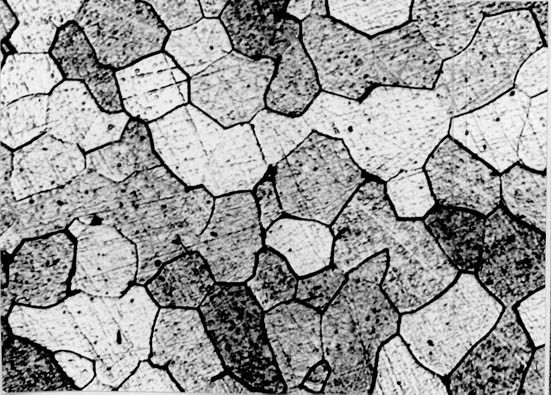
микроструктура чистого титана |
|||
микроструктура мартенсита закаленного титана |
||||
микроструктура титана с 0,2%Н |
||||
микроструктура газонасыщенного альфированного слоя в титане |
||||
|
||||
|
||||
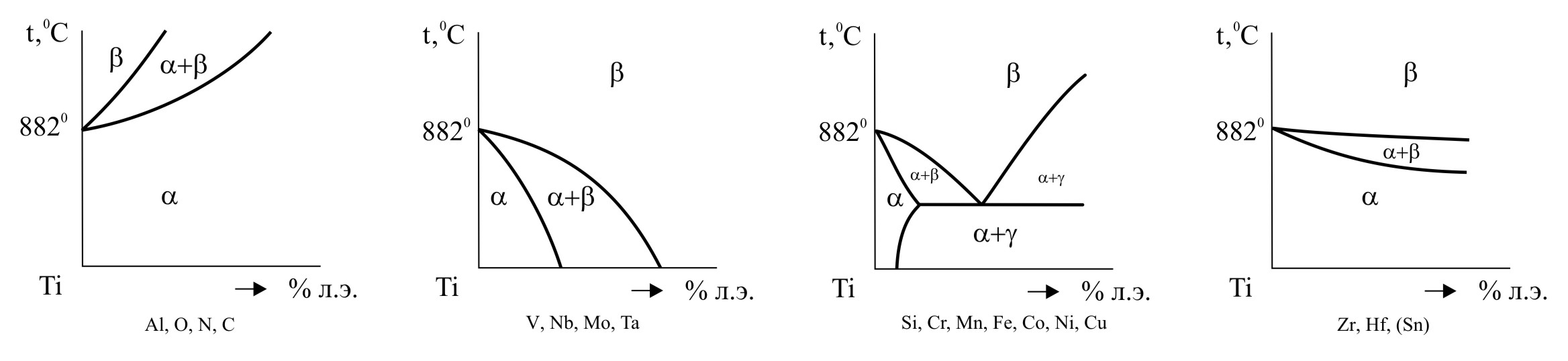
- стабилизаторы |
- стабилизаторы изоморфные |
- стабилизаторы эвтектоидообразующие |
нейтральные элементы |
|



|
Рис. 12 Схема образования метастабильных фаз в сплавах титана с эвтектоидообразующими (а) и изоморфными (б) -стабилизаторами после закалки с температур -области. |
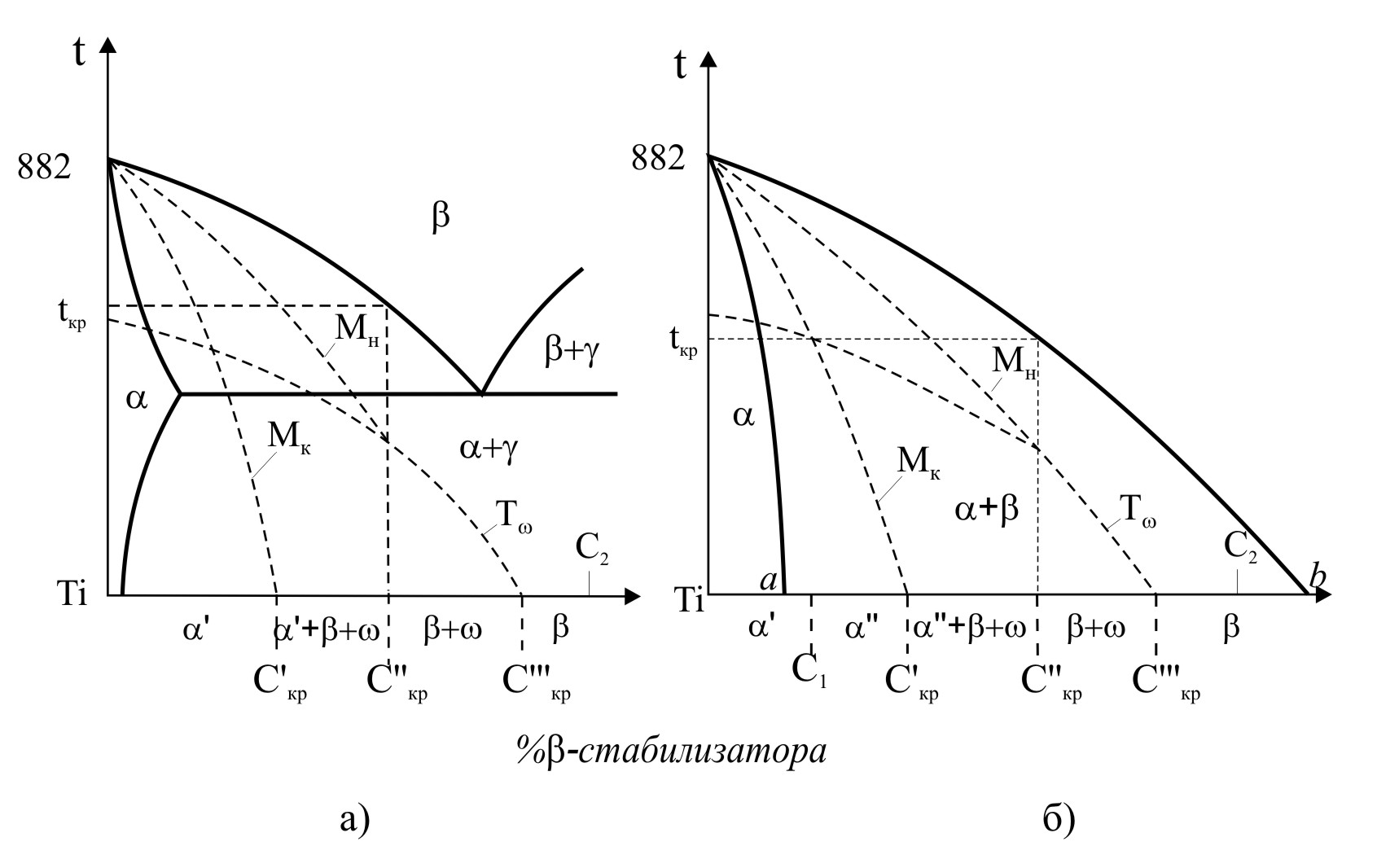
Таблица 25
Химический состав и структура промышленных титановых сплавов
Класс |
Сплав |
Содержание легирующих элементов, % |
стаб., % |
Структура |
||||||||
Al |
Mo |
Cr |
V |
Fe |
Si |
Nb |
отжиг |
закалка |
старение |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
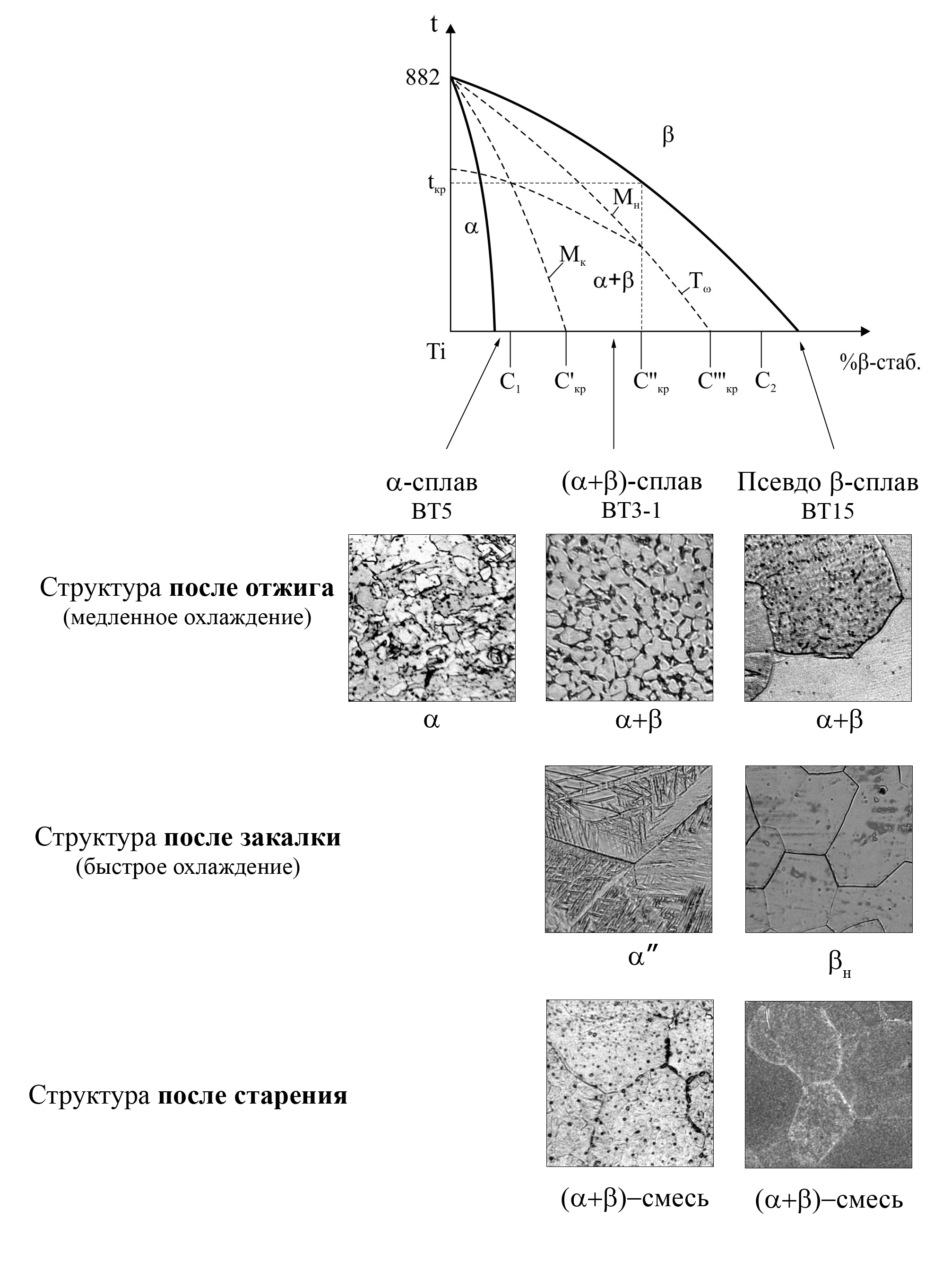
Рис. 13. Структура промышленных титановых сплавов после разных видов обработок |
Практическая часть
Задание 27. По данным таблицы 26 для титанового сплава ВТ3-1 построить графики зависимости механических свойств от температуры старения. Обосновать полученный вид кривых. По графикам определить оптимальную температуру старения для сплава.
Таблица 26
Мех. свойства после закалки с 960С |
Механические свойства после старения при температурах, С |
||||||
350 |
400 |
450 |
500 |
550 |
600 |
||
σв,МПа |
|
|
|
|
|
|
|
δ,% |
|
|
|
|
|
|
|
Вывод: