

Глава 21 литье в постоянные формы
При изготовлении художественных отливок различными способами литья выявляется такая закономерность: сложнопрофильное литье получают в разовые формы, а достаточно простые по своей конфигурации отливки отливаются в постоянных формах. В основном это происходит потому, что большинство художественных отливок сложного профиля извлечь из постоянной формы либо затруднительно, либо невозможно. Второй причиной, ограничивающей применение постоянных форм (кокилей, пресс-форм), является процесс их изготовления, достаточно трудоемкий и длительный. Кроме того, стойкость металлических форм при литье черных и цветных сплавов, температура плавления которых больше 750 °C, не превышает 200—400 циклов теплосмен. Поэтому в кокили и пресс-формы для литья под давлением отливают сплавы на алюминиевой основе (силумины) и легкоплавкие сплавы.
Из всего сказанного следует, что для большинства художественных отливок литье в постоянные металлические формы малоперспективно. Тем не менее литейщики, специализирующиеся в области прикладного искусства, должны иметь представление и об этих технологиях, поскольку нельзя исключить возможность того, что при определенных условиях они найдут применение.
21.1 Литье в кокиль
Металлические формы (кокили) используются многократно, что значительно облегчает, упрощает и ускоряет процесс получения отливок с хорошей поверхностью.
Суть процесса состоит в подготовке кокиля (разогрев, окрашивание, сборка), его заливке металлом и извлечении отливки после ее затвердевания.
Встречаются кокили различных конструкций (рис.21.1.1). Наиболее простой кокиль — вытряхной (а), его используют для односторонних отливок типа плит. Он может быть открытым, т. е. состоять из одной части, или при необходимости получения ровной обратной стороны — из двух половин.

Рис. 21.1.1.Типы кокилей: а — вытряхной; б — с книжным разъемом;
в — с вертикальным разъемом для выплеска; г — комбинированный многогнездный с песчаными стержнями./3/
Отливки, имеющие форму тел вращения (ручки, колонки и т. д.), часто выполняют в кокиле с вертикальным разъемом, раскрывающимся наподобие книги (б). Кокили с вертикальным разъемом часто применяют для получения полых отливок (в). При этом в кокиль заливают металл, делают выдержку до образования корочки (оболочки), затем остальной жидкий металл сливают (выплескивают).
При отливке мелких деталей находят применение многогнездные кокили (г). Их изготовляют с песчаными стержнями и с таким же стержнем, формирующим стояк и литниковую воронку. Это делают для того, чтобы при заливке тонкостенных отливок с протяженной литниковой системой металл не охлаждался и не терял своей жидкотекучести.
В кокильном литье использует литниковые системы с подводом сверху, сифоном и т.д., щелевые литники. (Рис.21.1.1). Площадь питателя рассчитывают по формуле:

Н – расчётный статический напор (рис.21.1.2)
Рис. 21.1.2. К расчёту стати-
ческого напора
Магниевые сплавы:
Fпит : Fл.ход : Fст. = 1 : 0,7 : 0,3
Медные сплавы: Fпит : Fл.ход : Fст. = 1 : 2,5 : 3,5
Тепловой режим кокиля
При работе кокиль должен иметь оптимальную температуру.
Подогрев улучшает качество отливок (недолив, трещины); предупреждает отбел в чугунных отливках; удлиняет срок эксплуатации кокиля (тепловой удар); предупреждает образования газовых раковин и соблюдение правил техники безопасности (конденсация влаги).Перегрев кокиля недопустим, т.к в утолщенных местах отливок может появиться усадочная раковина или пористость. Кроме того снижается стойкость кокиля и снижается производительность (увеличение времени охлаждения).
Температурный режим подбирают таким образом, чтобы охлаждение кокиля компенсировало приход тепла от заливаемого металла, который в свою очередь определяется ритмом работы. Режим кокиля зависит:
от материала кокиля;
материала краски и ее толщины;
от материала заливаемого сплава;
от конфигурации отливки (тонко- или толстостенная отливка).
Для нагрева используют электричество или газ. Окончательный разогрев - жидкий металл.
Охлаждение интенсифицируют ребристой поверхностью кокиля, воздушным и водяным охлаждением.
Толщина кокиля определяется в основном эмпирическим способом из условий достаточной механической прочности. Формула для расчета толщины кокиля

В ремя
выдержки отливки в кокиле определяют
с учетом тепловых взаимодействий
между отливкой и формой.
Формула для расчета:
ремя
выдержки отливки в кокиле определяют
с учетом тепловых взаимодействий
между отливкой и формой.
Формула для расчета:
τ - общее время охлаждения отливки в кокиле;
Кокили изготавливают из различных сплавов: чугун, сталь, медь, алюминий Для соблюдения теплового режима алюминиевые кокили анодируют(анодированные кокили).
Основной причиной выхода из строя кокиля следует считать термический разгар (сетка разгара). Механизм образования разгара. На первой стадии под воздействием термонагрузок в металле возникают напряжения, приводящие к микротрещинам. На второй стадии из-за окисления металла и прохождения в них разовых превращений в микротрещинах появляются оксиды и размеры трещин уменьшаются, что приводит к еще большим напряжениям в металле. На третьей стадии из трещин выкрашиваются оксиды, а поверхность трещин продолжает окисляться (газовая и интердендритная коррозия). Размер трещин увеличивается, что сказывается на качестве поверхности отливок и ресурсе кокиля. Средняя стойкость кокилей составляет (табл.21.1.1)
Таблица 21.1.1

Для предотвращения пригара металла к материалу кокиля и для регулировки теплопередачи кокили красят. Благодаря меньшей, по сравнению с металлом теплопроводностью, уменьшается скорость отвода тепла " q" от жидкого металла (Рис. 21.1.3).
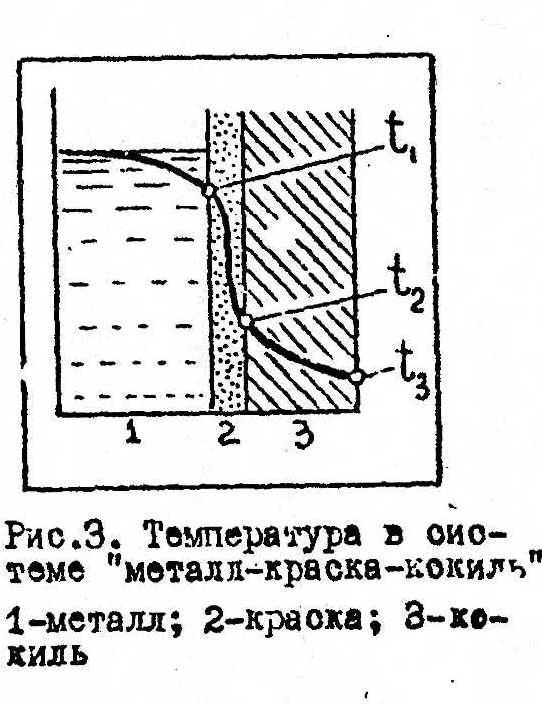

Рис. 21.1.3. Температура в системе «металл-краска-кокиль»:
1-металл, 2-краска, 3-кокиль.
Изменяя состав облицовки (ее теплопровод ность) и ее толщину, можно регулировать скорость охлаждения металла отливки.
Краски состоят из связующих (жидкое стекло,глина, лигносульфанаты,) активаторов (КМnО₄, К₂Cl₂О7, H₃BO₃,) и огнеупорного порошка (пылевидный кварц, оксиды магния, циркония тальк, графит и т.д.). Выбор краски определяется материалом и конфигурацией отливки.