

4. Определение количества ступеней обработки каждой поверхности.
Правильное определение количества ступеней обработки является важнейшим условием формирования оптимальной технологии. Если количество ступеней обработки избыточное, то возникают нерациональные затраты и повышается технологическая себестоимость. Если количество ступеней обработки недостаточное, то снижается надежность технологического процесса, появляется брак, снижается качество изделия. Количество ступеней обработки зависит от точности готовой детали, заданной в чертеже. Чем выше точность готовой детали, тем больше количество ступеней обработки.
Количество ступеней обработки зависит от точности заготовки. Чем выше точность обработки, тем меньше степеней обработки.
Наличие термообработки увеличивает количество ступеней обработки на 1-2.
Если поверхность используется в качестве установочной базы, то количество ступеней обработки увеличивается на 1-2.
На количество ступеней обработки влияют технические требования по взаимному расположению поверхностей и по точности формы.
5. Определение последовательности обработки поверхности.
Этот этап проектирования специально в проектной документации не фиксируется, а реализуется в последовательности переходов технологического процесса. Последовательность обработки поверхностей зависит от простановки поверхности, ранга поверхности, от технических требований к детали.
При координатной простановке первой обрабатывается та поверхность, от которой заданы размеры, а потом в любой последовательности.
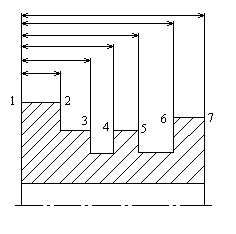
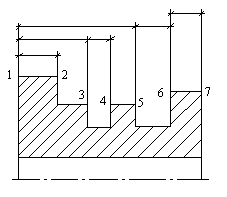
При цепной простановке начинаем с любой поверхности (1, 7), а затем движемся по цепочке.

При смешанной простановке размеров поверхности обрабатываются по первому правилу (связанные координатной системой), а поверхности, связанные цепной системой по второму правилу.
Ранг поверхностей.
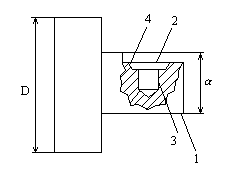
В чистовых первую обрабатываем внутреннюю поверхность.
Технические требования к детали.
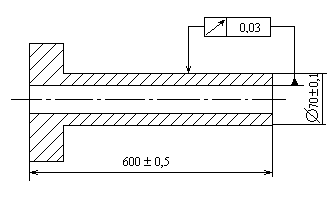
Для выполнения требований по биению необходимо обработать вначале внутреннюю поверхность, затем зафиксировать ось внутренней поверхности с помощью центров или оправы и обработать наружную.
6. Разбивка технологического процесса на этапы.
В большинстве случаев технологический
процесс должен быть разбит на этапы:
черновой, в котором снимается
![]() припуска и проводится последовательная
обработка всех поверхностей, затем
выполняется чистовой этап и отделочный,
окончательный.
припуска и проводится последовательная
обработка всех поверхностей, затем
выполняется чистовой этап и отделочный,
окончательный.
Разделение технологического процесса на этапы обусловлено тем, что при снятии значительного припуска с одной поверхности происходит искажение других поверхностей за счет нагрева детали и нарушение ее напряженного состояния.
Для детали, имеющей высокую жесткость и пониженные требования к точности поверхностей и их взаимному расположению, техпроцесс можно не разделять на этапы, т.е. последовательно каждую поверхность обрабатывать окончательно (обработки жестких корпусов). При этом сокращается производственный цикл, уменьшаются затраты. На черновых этапах используется менее точное и более производительное оборудование. Наличие термообработки требует обязательного разделения техпроцесса на этапы.