

машины и аппараты техно
.pdfАвтомат «Servac-200S» – это полностью автоматизированная линия, принцип действия которой состоит в следующем: с двух рулонов (1) поступает алюминиевая фольга, которая благодаря режущему инструменту (2)
разрезается в вертикальном направлении, а затем обе ленты формуются в чашеобразные половины (3), которые соединяются в комплектную форму и термосвариваются (4). При этом наверху каждой формы остаѐтся открытым наполнительное отверстие, через которое иглой подаѐтся суппозиторная масса. Таким образом, упаковка одновременно служит формой для выливания суппозиториев. Резервуар (5) содержит примерно 30 л массы,
подогреваемой паровой рубашкой при непрерывной работе мешалки.
Дозирование осуществляется насосом. После заполнения форм упаковка герметически закрывается (6) и снабжается (7) между отдельными сваренными суппозиториями дополнительно поперечными рѐбрами жѐсткости (холодное тиснение). Далее от ленты нарезают полоски по определѐнному количеству суппозиториев (8), (9). Отрезанную полоску охлаждают (10), автомат выбрасывает готовую упаковку. Наружная поверхность фольги (толщина 40 мкм) покрыта растянутой полипропиленовой плѐнкой (12,5 мкм), внутренняя – полирована либо наслоена полиэтиленом высокого давления массой 20 г/м2.
Производительность автомата составляет 200-250 суппозиториев в минуту.
121

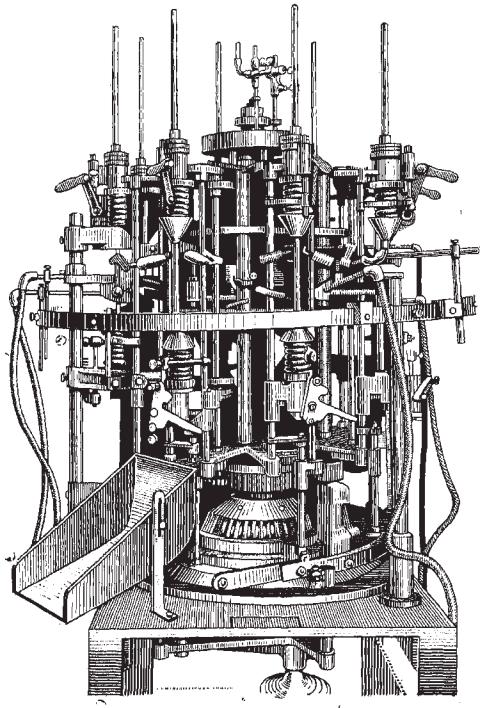
Автомат для выливания суппозиториев «Франко-Креспи»
Выливание свечей производят на автомате «Франко-Креспи» (Италия). Основными частями автомата являются три синхронно вращающихся диска 1, 2. Два крайних диска имеют по 36 форм для формования свечей. Каждая форма состоит из двух разъѐмных пластин и имеет по 12 гнѐзд. Формы взаимозаменяемы и находятся в специальных дорожках. Охлаждение форм (до –15-18°С) в дорожках осуществляется с помощью холодильного устройства. Средний диск служит для приѐма охлаждѐнных форм со свечами с последующим выталкиванием их в приѐмные ванны. Перед возвращением на дорожки на крайних дисках пустые формы смазывают, спиртоглицериновым раствором. После этого повторяют цикл. Автомат имеет два приѐмных бачка 3 (по одному на каждый диск). Бачки снабжены паровым обогревом, устройством автоматической регулировки температуры и лопастными мешалками с числом оборотов от 70 до 600 в час. Автомат может работать на трѐх скоростях: продолжительность цикла при первой скорости 2 мин, при второй – 27г мин, при третьей – 3 мин.
122
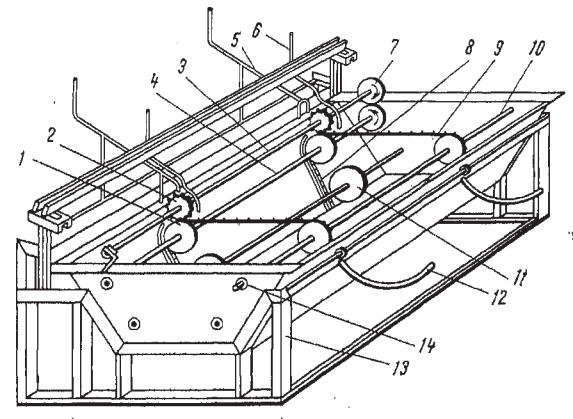
Полуавтомат для упаковки суппозиториев
Принцип действия полуавтомата заключается в следующем. Находящиеся в приѐмнике 1 свечи вручную укладывают в ячейки вращающегося диска 3. При вращении диска свечи выталкиваются из его ячеек горизонтальным толкателем 3 во входное отверстие 4, образованное целлофановыми лентами 5 и 6. Эти ленты идут по двум направляющим и охватывают входное отверстие 4 с двух сторон. Дальше свечи проходят к свечному держателю 7, который удерживает их во время упаковки. Как только свечи принимаются держателем, прессующие штампы 8 покрывают и упаковывают свечи в целлофан. Затем свечи продвигаются в нарез, где происходит их отсекание по 5 штук в ленте с помощью отсекающего устройства 9. После отсечения группы свечей лента с ними идѐт через паз в обрезающее устройство 10. Там ленты с помощью резиновых губчатых роликов проталкиваются через вращающийся механизм, который подрезает оба края ленты со свечами.
Оцеллофаненные свечи после отбраковки поступают на укладочные автоматы. Автомат укладывает свечи по 10 шт. в картонные коробки, на которых цветной краской нанесены этикетки установленного образца.
123
ПЛАСТЫРИ
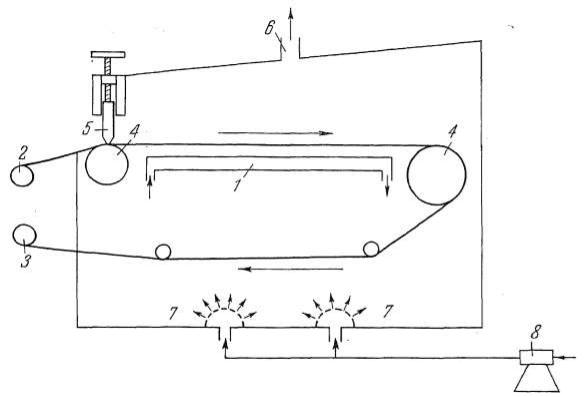
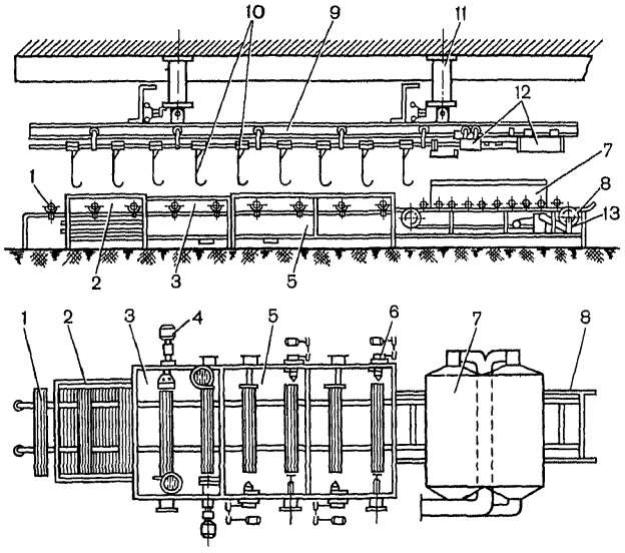
Клеепромазочная машина (шпрединг-машина)
1 |
– нагреваемые полые плиты |
5 |
– нож |
2 |
– валик; |
6 |
– труба для отвода паров |
3 |
– приѐмный валик |
растворителя |
|
4 |
– двигающий вал |
7 |
– отверстия для подачи холодного |
|
|
воздуха |
|
|
|
8 |
– вентилятор |
124

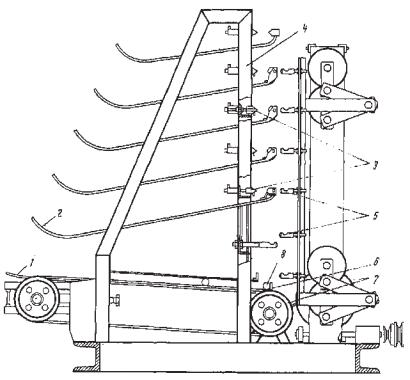
Камерно-петлевая сушильная установка
1 – движущаяся лента с пластырной массой
2 – газораспределительные кассеты
3 – опорные ролики
125
АМПУЛИРОВАННЫЕ РАСТВОРЫ
Машина Н.А. Филипина для калибровки стеклодрота по наружному диаметру
Стеклянные трубки 8 по направляющим 1 скатываются до упора 6, откуда при помощи захватов 5 ступенчато подаются на калибры 3. Если диаметр трубки больше отверстия калибра, то при следующем такте трубка поднимается захватами вверх на следующий калибр и т. д. Захваты укреплены на общей планке 4, совершающей при помощи привода 7 движение по «восьмерке» в направлении расположения калибров, что обеспечивает перенос стеклянной трубки с одного калибра на другой. Трубки, диаметр которых соответствует размеру калибра, по наклонным направляющим скатываются в накопитель 2, откуда поступают на мойку. Стеклодрот калибруют по диаметру с интервалом 0,3-0,5 мм в двух точках на расстоянии 700 мм.
126
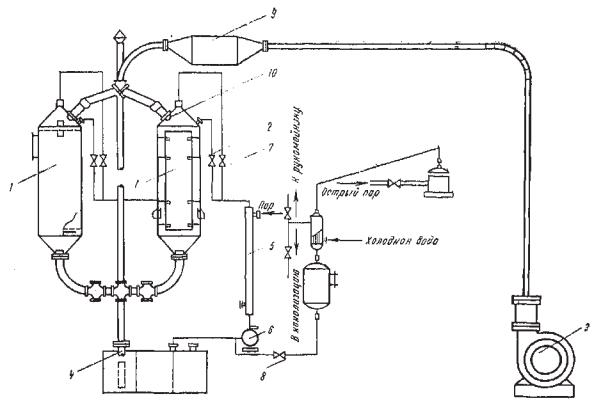
Установка для промывки дрота камерным способом
Установка для промывки представляет собой две герметически закрывающиеся цилиндрические камеры 1, поочерѐдно загружаемые вертикально стоящими пучками дрота. После загрузки камеру закрывают и заполняют горячей водой температуры 60-70°C через штуцер 2. Дрот замачивают в течение 1-1,5 ч, после чего воду спускают в бачок 4, для фильтрации отработанной воды и начинают промывку дрота душированием горячей профильтрованной промывной водой. По окончании мойки дрот дополнительно душируют горячей дистиллированной водой. Душирующее устройство работает на принципе сегнетова колеса. Поступающая через отверстия сегнерова колеса вода создаѐт оплошную движущуюся завесу, промывающую вертикально стоящие связки дрота. По окончании промывки, которая длится 20 мин в камеру подают профильтрованный подогретый воздух для сушки дрота. Сушку производят в течение 1-2 ч. Полный цикл мойки и сушки дрота длится 4 ч.
127
Устройство поточной линии для мойки дрота
1 |
– лоток загрузки; |
9 – транспортная система шагающего |
|
2 |
– ванна для кипячения трубок; |
движения для перемещения пучков |
|
3 |
– ванна промывки пучков трубок |
трубок в линии; |
|
турбулентным потоком; |
10 |
– захваты для пучков трубок; |
|
4 |
– привод гребных винтов; |
11 |
– пневмоцилиндры вертикального |
5 |
– ванна для струйной промывки |
перемещения транспортной системы; |
|
пучков трубок; |
12 |
– пневмоцилиндры продольного |
|
6 |
– устройство для перемещения |
перемещения транспортной системы; |
|
сопла струйной промывки; |
13 |
– привод конвейера туннеля для |
|
7 |
– туннель для сушки трубок; |
сушки трубки |
|
8 |
– лоток выгрузки; |
|
|
128
Установка для промывки дрота ультразвуковым способом
Установка представляет собой горизонтальную ванну, укреплѐнную на станине 13, и имеет следующие основные узлы: питатель 5, 6, цепной транспортѐр 9, душирующее устройство 14 и приѐмник мытого стеклодрота 12. Регулировка поступления стеклодрота на распределительные звѐздочки 2 ведомого вала 3 осуществляется с помощью верхней 6 и нижней 5 направляющих питателя. Ведомый вал связан с ведущим валом 4 двумя шестернями 7. Распределительные звѐздочки сменные и устанавливаются в зависимости от диаметра стеклодрота. В торцовые стенки ванны вмонтированы три неподвижных вала 10, несущих иго два свободно вращающихся ролика 11. На ведущем валу закреплены две звѐздочки 1, с помощью которых осуществляется работа транспортѐра. В отверстие дна ванны вмонтированы четыре магнитострикциониых преобразователя ПМП- 2,5. По бокам и дну ванны установлены направляющие 8 для регулировки зазора при движении стеклодрота. В торцовой стенке ванны на выходе имеется установлено душирующее устройство. В ванне поддерживается постоянный уровень воды 400 мм. Промытый стеклодрот направляется в приѐмник 12, где его связывают в пучки.
129
Карусельный автомат «Амбег» для изготовления ампул (внешний вид)
130