

Форма Акта контроля венцов тормозных дисков вагонов
|
АКТ визуального и инструментального контроля венцов тормозных дисков вагонов | |||
|
«____» ___________ 200__г. проведен контроль венцов тормозных дисков колесных пар вагонов №№ | |||
|
Контроль проводился с применением вихретокового дефектоскопа | |||
|
| |||
|
(тип и заводской номер) | |||
|
Результаты контроля: | |||
|
- обнаружены венцы тормозных дисков с недопустимыми дефектами на вагонах №№ | |||
|
| |||
|
| |||
|
- поставлены под контроль венцы тормозных дисков вагонов №№ |
| ||
|
| |||
|
Заключение: | |||
|
- венцы тормозных дисков вагонов №№ |
| ||
|
|
могут быть допущены к эксплуатации. | ||
|
| |||
|
Подписи: | |||
|
Мастер по неразрушающему контролю | |||
|
Дефектоскописты | |||
|
| |||
Приложение Е (справочное)
к Инструкции по техническому обслуживанию вагонов в эксплуатации
Места постановки клейм государств-собственников на деталях вагонов, оформление полей на наружной грани обода колеса и коды принадлежности государств
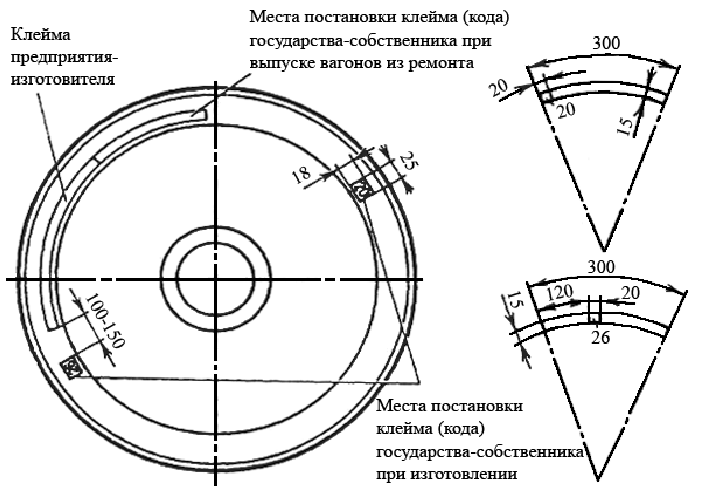
Рис. Место постановки клейма государства-собственника при изготовлении цельнокатаного колеса.
Клейма наносятся на одном из колес на ободе с наружной стороны. Расстояние измеряется от последней цифры основной маркировки слева направо на расстоянии 20 мм.
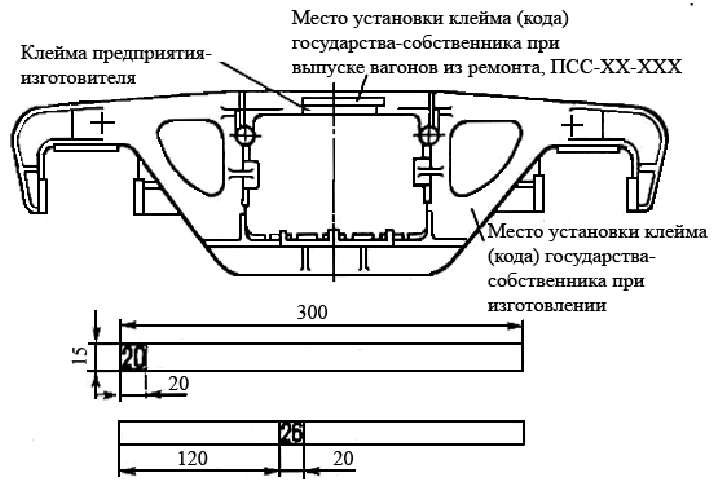
Рис. Место установки клейма на боковые тележки
Клейма наносятся на каждой боковине тележки на участке от начала прилива выше приемочных клейм. ПСС-ХХ-ХХХ - означает продление срока службы и год окончания срока службы, клеймо организации, продлившей срок службы.

Рис. Место установки клейма на надрессорной балке
Клейма на надрессорной балке наносятся на видимой части верхней горизонтальной плоскости на расстоянии 20 мм от ее торца и боковой грани. ПСС-ХХ-ХХХ - означает продление срока службы и год окончания срока службы, клеймо организации, продлившей срок службы.

Рис. Место установки клейма на раме вагона
Клейма на раме вагона наносятся на вертикальном листе шкворневой балки рамы вагона с внутренней стороны на расстоянии 100 мм от стойки или нижней обвязки.
Оформление поля "Условный номер завода-изготовителя колеса"
Списывается с наружной стороны обода колеса (максимальное количество знаков - 2 для предприятий РФ и СНГ, 4 знака - для зарубежных предприятий). Схема расположения знаков и клейм представлена на рис.4.1. (Видимо, допущена опечатка - номер рисунка Е.1 - прим. ред.)

Рисунок Е.1. Знаки и клейма на наружной грани обода колеса
1 - год изготовления; 2 - марка стали; 3 - номер плавки; 4 - приемочные клейма Министерства транспорта России (МПС); 5 - номер завода изготовителя колеса; 6 - номер колеса; 7 - код собственника колесной пары ж.д. администрация)
Оформление поля "Номер колеса"
Списывается с наружной стороны обода колеса (6 знаков).
Оформление поля "Год изготовления колеса"
Списывается с наружной стороны обода колеса (2 знака).
Оформление поля "Номер плавки"
Списывается с наружной стороны обода колеса (5 знаков).
Оформление поля "Марка стали"
Марка стали списывается с наружной стороны обода колеса. Указывается условное обозначение марки (максимальное количество знаков - 2) и проставляется код в соответствии с таблицей Е.1 и рисунком Е.1. Для колес, выпущенных до 1981 года, при отсутствии марки стали, в графе ставится код 9.
Таблица Е.1 - Условные обозначение и коды марки стали
|
Марка стали по документу |
Условное обозначение марки стали |
Код |
|
ГОСТ 10791-2004 |
1 |
1 |
|
ГОСТ 10791-2004 |
2 |
2 |
|
ГОСТ 10791-2004 |
3 |
3 |
|
ГОСТ 10791-2004 |
2Г |
4 |
|
ТУ 0943-157-01124328-2003 |
Т |
5 |
|
|
нет данных |
9 |
Оформление поля "Тип диска колеса"
Проставляется код "1" - плоскоконический. По мере появления новых типов дисков колес, тип диска колеса будет проставляться в соответствии с классификатором типов колес (1 знак).

Рис. Коды принадлежности государств и места их расположения на деталях вагонов
Приложение Ж (обязательное)
к Инструкции по техническому обслуживанию вагонов в эксплуатации