

Фрезерные настольные станки
Применяемые в точном приборостроении фрезерные станки обычно работают фрезами небольшого диаметра, в связи с чем экономически целесообразных скоростей резания можно достичь за счёт увеличения частоты вращения шпинделя (до 4000 об/мин).
Особенность большинства этих станков – отсутствие автоматической подачи. Ручная подача осуществляется преимущественно системой элементарных механизмов (рычага или рычага, колеса и рейки), а снятие стружки малого сечения обуславливает необходимость применять при компоновке станков короткие фрезерные оправки, обходиться без использования хобота и т. д.
Фрезерные станки точного приборостроения в зависимости от расположения шпинделя подразделяются на вертикальные и горизонтальные. Существуют также комбинированные станки, у которых шпиндель может устанавливаться горизонтально или вертикально, что определяется характером выполняемых работ. В основном эти фрезерные станки являются малогабаритными, устанавливаются на столы или верстаки. Некоторые вертикально-фрезерные станки имеют поворотные головки, шпиндель которых можно устанавливать под углом 40.
Устройство и принцип работы станка мод. Но-800
Станок универсально-фрезерный модели мод. НО-800 (рис. 6.2) предназначен для выполнения мелких точных фрезерных операций технологических процессов по изготовлению деталей приборов.
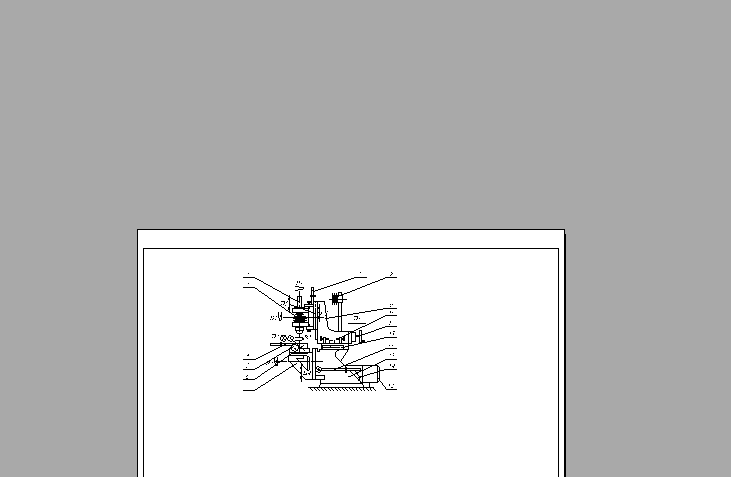
Рис. 6.2. Универсально-фрезерный станок мод. НО-800:
1 - шпиндель, 2 - шкив круглоременной передачи шпинделя, 3 - консоль, 4 - рычаг поворота стола, 5 - маховик поперечного перемещения стола, 6 - рабочий стол, 7 - регулировочное устройство положения шпинделя в вертикальном положении, 8 - натяжной ролик, 9 – шпиндельная бабка, 10 - маховик продольного перемещения стойки, 11 - рычаг вертикального перемещения консоли, 12 - электродвигатель, 13 - корпус, 14 - пусковая аппаратура, 15 - направляющие, 16 – переставные колодки с упорными винтами
Таблица 6.1 - Техническая характеристика станка мод. НО-800
|
Расстояние от оси шпинделя до направляющих станины, мм |
90 |
|
Расстояние от оси шпинделя до боковых салазок, мм |
80 |
|
Максимальное перемещение шпиндельной бабки в горизонтальной и вертикальной плоскостях, мм |
50 |
|
Диаметр рабочей поверхности стола, мм |
100 |
|
Максимальное продольное перемещение стола, мм |
100 |
|
Максимальный вертикальный ход стола, мм |
50 |
|
Цена деления лимба перемещения стола, мм |
0,01 |
|
Угол наклона стола в вертикальной плоскости, град |
30 |
|
Угол наклона шпиндельной бабки, град |
30 |
|
Электродвигатель шпиндельной бабки: |
|
|
мощность, кВт |
0, 25 |
|
частота вращения, мин-1 |
3000 |
|
Конус в шпинделе специальный под цангу |
29 |
|
Напряжение питания, В |
220/380 |
|
Точность обработки при фрезеровании, мм |
0,02 |
|
Габаритные размеры, мм |
650 × 610 × 670 |
|
Масса, кг |
71 |
Станок предназначен для использования в составе технологического оборудования предприятий приборостроительной промышленности.
Обработка деталей может производиться в специальном приспособлении, которое крепиться к столу.
Станок состоит из корпуса (станины) 13, в который встроен привод и пусковая аппаратура 14. Вращение шпинделя 1 осуществляется от электродвигателя 12 через многоступенчатую круглоременную передачу, огибающую натяжной ролик 8. Отверстие шпинделя рассчитано на применение цанги или оправки для фрез. Основание шпиндельной бабки 9, несущей шпиндель 1, закрепляется на призматических направляющих 15 станины с помощью двух эксцентриков. Продольное перемещение бабки 9 по направляющим 15 ограничивается переставными колодками с упорными винтами 16 и осуществляется микрометрическим винтом 10 с ценой деления 0,01 мм. Зазор в направляющих регулируется с помощью клина.
Консоль 3, несущая на себе круглый стол 6, перемещается в вертикальном направлении по призматическим направляющим при помощи зубчато-реечной передачи от рукоятки 11, закрепленной на оси реечной шестерни. Консоль имеет возможность поворачиваться вокруг горизонтальной оси. Вращение стола 6 вокруг вертикальной оси осуществляется при помощи рычага 4, а поперечное перемещение стола осуществляется вращением маховика 5 микрометрического винта. Все движения стола ограничиваются упорными винтами. Поворот консоли и шпиндельной бабки фиксируется зажимными болтами. Зазоры в направляющих регулируются клиньями.
Шпиндель станка вращается в двух бронзовых втулках. Одна втулка цельная с внутренним конусным отверстием, а вторая – разрезная. Регулировка радиальных и осевых люфтов осуществляется с помощью гаек.