

Признаки износа лезвий
Трение является основной причиной износа лезвий инструментов. Визуальными наблюдениями установлено, что первые признаки изнашивания режущих кромок инструментов, как правило, обнаруживаются уже в самом начале резания. Наиболее заметны ранние признаки изнашивания у твердосплавных инструментов. В начальный момент резания у них происходят микровыкрашивания в местах угловых переходов, которыми являются места сопряжения главных и вспомогательных режущих кромок, а также сами режущие кромки лезвий.
В результате микровыкрашиваний радиусы закругления вершин в местах сопряжения режущих кромок и радиусы скругления режущих кромок возрастают. На протяжении всего времени резания изнашивание непрерывно продолжается и размеры видимых признаков износа лезвий увеличиваются. По прогрессирующим размерам износа лезвий принято принимать решение о допустимости или недопустимости дальнейшей работы инструмента.
В зависимости от условий резания видимые признаки износа находятся на разных участках лезвий инструментов. Проще всего это общее для всех видов инструментов положение рассмотреть на примере резца.
Износ только задней поверхности лезвия
Чистовая обработка металлов резанием ведется с малыми толщинами срезаемого слоя а = 0,005...0,1 мм, что соответствует подачам S ≤ 0,1 мм/об. При столь малых толщинах а соответственно мала составляющая РZ силы резания, действующей на переднюю поверхность лезвия. Она не превышает 200...300 Н на 1 мм длины главной режущей кромки. В то же время составляющие РX и РY силы резания, действующие на заднюю поверхность лезвия, могут быть равны или больше РZ.
В силу этого в процессе резания устанавливаются условия, когда задняя поверхность лезвия подвергается более интенсивному изнашиванию, чем передняя (рис. 5.1,а). Визуально видимые признаки износа имеются только на задней поверхности лезвия и отсутствуют на передней поверхности. Износ по задней поверхности принято определять по максимальным значениям ширины bзmax и высоты hз площадки изношенной поверхности.
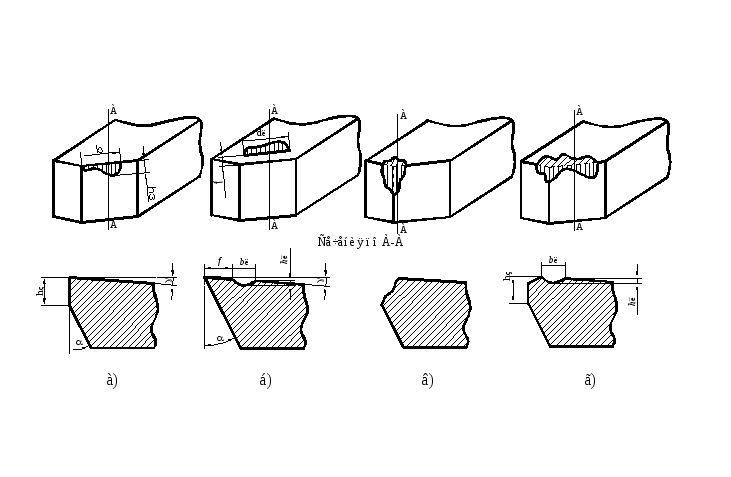
Рис. 5.1. Износ режущего лезвия резца, изготовленного из быстрорежущей стали: а – неравномерный износ по задней поверхности (b– ширина площадки,hз– высота площадки); б – образование лунки на передней поверхности (dл– длина лунки,hл– глубина лунки,f - ширина фаски,bл– ширина лунки); в – износ вершины резца, г – одновременный износ по задней и передней поверхностям лезвия резца.
Износ только передней поверхности лезвия
Обработка металлов на тяжелых станках обычно ведется с большими подачами S ≥ 1мм/об. Работа с большими подачами характеризуется увеличением размеров контактных площадок, давления и силы трения, действующих на них, а также высокой температурой на передней поверхности лезвия. Под действием всех этих факторов в процессе резания устанавливаются условия, когда интенсивность изнашивания передней поверхности лезвия намного выше, чем задней (рис. 5.1,б). Визуальные признаки износа имеются только на передней поверхности лезвия и отсутствуют на задней поверхности. Износ характеризуется длиной лунки dл, глубиной лунки hл, шириной фаски f и шириной лунки bл.