

Обработка деталей на токарных станках
Токарная обработка – один из самых распространенных видов обработки металлов резанием, осуществляемый на станках токарной группы. Детали, обрабатываемые на этих станках, делятся на три класса: валы, диски, втулки. Детали обрабатываются на специализированных станках, налаженных для обработки определенных простых и средней сложности заготовок или выполнения отдельных операций: нарезание наружную и внутреннюю треугольную и прямоугольную резьбы метчиками и плашками. Пользуются универсальными и специальными приспособлениями, многомерным и одномерным инструментом.
Типы токарных станков
Станок состоит
из станины, установленной на тумбах,
передней (шпиндельной) бабки, суппорта
с резцедержателем и фартуком, задней
бабки. Станина является основанием и
служит для монтажа всех основных узлов
станка. По направляющим станины
перемещаются каретка суппорта и задняя
бабка. Передняя бабка имеет внутри
коробку скоростей со шпинделем, на
переднем конце которого закрепляется
патрон или планшайба для установки,
обрабатываемой заготовки. Суппорт
предназначен для крепления резцов в
резцедержателе и перемещения их в
продольном, поперечном и угловом
направлениях. Для перемещения инструмента
суппорт имеет трое салазок (кареток):
продольные, поперечные и верхние.
Коробка подач и гитара сменных зубчатых
колес служат для налаживания станка
на необходимую подачу или шаг нарезаемой
резьбы. От коробки подач движение на
суппорт поступает через ходовой винт,
при нарезании резьбы, или через ходовой
вал, когда необходимо осуществить
движение продольной и поперечной подачи
при обтачивании заготовок. Задняя бабка
служит для поддержания свободного
конца длинных заготовок. Она состоит
из трех основных частей: корпуса, пиноли
и плиты. В коническое отверстие пиноли
устанавливают центр или инструмент
(сверло, зенкер и т. п.). Корпус задней
бабки можно смещать в поперечном
направлении для обтачивания конусных
поверхностей. Токарные станки оснащены
устройствами для ускоренной подачи
суппорта и механизма для быстрой
остановки вращения шпинделя и
автоматического отключения подачи
суппорта при перегрузке. На передней
бабке станка помещены указатели
положения рукояток настройки и таблицы
частот вращения шпинделя.
Кинематическая схема станка
Обработка деталей на токарно-винторезном станке производится при помощи резцов, закрепленных на суппорте в четырехпозиционном резцедержателе. Изделие устанавливается в патроне станка или в центрах и получает главное вращательное движение от шпинделя станка
.
Pm
Рис.
3. Кинематическая схема станка модели
1А616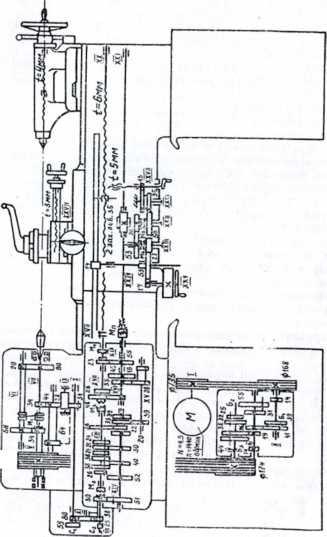
Режущий инструмент получает движение подачи (продоль- юе или поперечное) от механизма продольной или поперечной годачи, размещенного в фартуке станка.
Настройка станка на глубину резания (величину снимаемо-
о слоя металла) осуществляется механизмами продольной и гоперечной подачи.
Кинематическая схема станка (рис. 3) состоит из кинемати- (еских цепей, служащих для выполнения следующих движе- ий:
главное движение;
движение подач:
а) от винторезной цепи;
б) от цепи продольной и поперечной подачи суппорта.
Главным движением в станке является вращение шпинделя,
юторое он получает от электродвигателя .V = 4,5 кВт, п= =1440 об/мин через коробку скоростей, через клиноременную [ередачу 0174 — 0174 непосредственно шпинделю при вклю- [ении зубчатой муфты Mi или через перебор (шестерни 14—68—20—80).
Переключая блоки колес редуктора (блоки 41—39, 25—32, 58—44 и шестерню 55), можно получить 12 различных вариан- ов зацепления зубчатых колес при передаче вращения непо- :редственно на шпиндель.
й вариант; электродвигатель-^шкивы 0 135—0168->-шес-
ерни 14—55, 19—38-^шкивы 0174—0174->зубчатая муфта
^i-нппиндель;
й вариант: электродвигатель-^шкивы0135—0168->-шестер- 1И 14—55, . 31—25-ншкивы 0174—0174-кзубчатая муфта нпиндель
и т. д. (всего 3X3 вариантов).
Существует еще 12 вариантов при передаче движения через iepe6op. В этом случае движение со шкива 0174 передается не ia шпиндель через зубчатую муфту Mi, а через перебор: шестерни 34—68, 20—80-^-шпиндель.
Итак, количество вариантов зацепления — 24, фактических жоростей — 21, так как передаточное отношение трех вариан- ов численно совпадает.
Движение подач. Механизм подачи включает в себя три ки- 1ематические цепи: винторезную, продольную и поперечную. Зращение валу X передается от шпинделя VII через зубчатые солеса 34—44, 44—34 на вал X и далее через гитару сменных пестерен Сь С2 на вал XII — входной вал коробки подач. Смен- ше шестерни ставятся на выводные концы валиков передней 5абки. копобки подач и подвижную ось приклона. РегулироВ' ка сцепления сменных шестерен осуществляется перемещением подвижной оси в пазу приклона и его поворотом вокруг оси выводного валика передней бабки.
Лабораторная работа №
Лабораторная работа №1
«Изучение токарного станка модели 1А616, освоение управления
Станком и настройка его на заданный режим работы»
Цель работы- изучение токарного станка и приобретение навыков в управлении и настройке на заданный режим работы.

Тока́рный стано́к ( — станок для обработки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развертывание отверстий и т. д. Заготовка получает вращение от шпинделя, резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.
В состав токарной группы станков входят станки выполняющие различные операции точения: обдирку, снятие фасок, растачивание и т. д.
Значительную долю станочного парка составляют станки токарной группы. Она включает, согласно классификации Экспериментального НИИ металлорежущих станков, девять типов станков, отличающихся по назначению, конструктивной компоновке, степени автоматизации и другим признакам. Станки предназначены главным образом для обработки наружных и внутренних цилиндрических, конических и фасонных поверхностей, нарезания резьб и обработки торцовых поверхностей деталей типа тел вращения с помощью разнообразных резцов, свёрл,зенкеров, развёрток, метчиков и плашек.