

Тема 9. Магнитоимпульсное формообразование.
Введение.
Магнитоимпульсное формообразование относится к методам обработки давлением. По технологическим параметрам этот вид обработки близок к электровзрывному формообразованию. Сила, вызывающая деформацию, создается за счет электромагнитных эффектов непосредственно в самой заготовке, выполненной из электропроводного материала.
В данном случае никаких промежуточных рабочих сред для передачи механических усилий на заготовку не требуется. Схема метода показана на рисунке 9.1
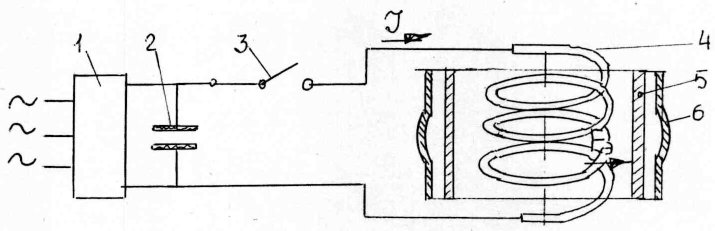
Рисунок 9.1 – Схема магнитоимпульсного формообразования:
1 – выпрямитель; 4 – обмотка возбудителя;
2 – батарея конденсаторов; 5 – заготовка;
3 – переключающее устройство; 6 – матрица.
От выпрямителя 1 заряжается батарея конденсаторов 2, в электрическом поле которых к началу обработки накапливается энергия:
![]() (9.1)
(9.1)
где: С – емкость батареи конденсаторов, Ф;
Uc – напряжение на обкладках конденсаторной батареи, кВ.
Емкость батареи достигает 100 мкФ, Uc – десятков киловольт.
С помощью переключающего устройства 3 заряженная батарея конденсаторов подсоединяется к обмотке 4 возбудителя, предназначенного для создания магнитного поля определенной пространственной конфигурации.
Конденсаторы в течение очень короткого времени разряжаются на обмотку возбудителя, максимальная сила разрядного тока I достигает сотен и тысяч килоампер.
В окрестности возбудителя, где установлена заготовка 5, создается быстроизменяющееся магнитное поле, которое приводит к возникновению электромагнитной силы Fэ. Эта сила вызывает деформацию листовой заготовки, которая принимает форму матрицы 6.
Таким образом, в данном процессе энергия электрического поля конденсаторов преобразуется в энергию магнитного поля возбудителя, а затем в работу деформации заготовки и частично в теплоту.
Формообразование протекает очень быстро. Время операции определяется в основном длительностью зарядки конденсаторов и вспомогательным временем на замену заготовок.
Установка для магнитоимпульсной обработки (МИО) во время деформации заготовки не взаимодействует с внешней средой, время обработки длится 100 мкс.
МИО применяется для изготовления деталей толщиной менее 3 мм из листовых заготовок из стали, латуни, алюминия, меди и даже из сплавов с малой пластичностью.
Первая установка была создана академиком П.Л. Капица в 20-х годах ХХ столетия. На этой установке удалось достичь напряженности магнитного поля Н=107 А/м.
В конце 50-х – начале 60-х годов были построены исследователями установки, создающие магнитные поля с напряженностью Н=109 А/м.
Одновременно в СССР и США разрабатывались устройства промышленного назначения МИО для технологических целей.
Достоинства магнитоимпульсного формообразования:
- простота оборудования;
- отсутствие инструмента;
- возможность получения деталей сложной конфигурации;
- отсутствие движущихся узлов;
- простота автоматизации процесса;
- отсутствие рабочей среды;
- нет необходимости герметизировать рабочее пространство;
- формообразование можно проводить через непроводящую оболочку.
Однако требуется тщательное обоснование применения данного метода, поскольку силы, вызывающие деформацию, существенно зависят от физико-химических и геометрических свойств заготовки. [7]