

1. Разновидности магнитно-абразивной обработки.
1.1 Удаление заусенцев.
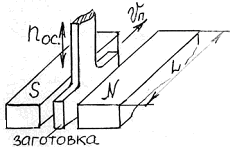
Рисунок 10.1 – Схема МАО по удалению заусенцев
Заготовка, совершая
движение осцилляции noc
в вертикальном направлении, двигается
поступательно со скоростью
![]() П
в межполюсном пространстве электромагнита,
заполненном ферромагнитным абразивным
порошком.
П
в межполюсном пространстве электромагнита,
заполненном ферромагнитным абразивным
порошком.
Таким способом на заготовках из стали марки 10Х18Н9Т исходные заусенцы (после вырубки) высотой 0,2...0,4 мм удаляются полностью за 12...15 с машинного времени.
Ферромагнитный абразивный порошок – крошка закаленного чугуна зернистостью 1000/630 мкм.
1.2 Скругление кромок и удаление заусенцев в рассверленных отверстиях.
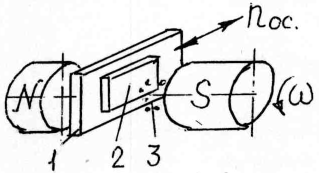
Рисунок 10.2 – Схема скругления кромок:
1 – пластина; 2 – заготовка;
3 – ферромагнитный абразивный порошок;
Пластина 1 с заготовкой 2 устанавливается в межполюсное пространство электромагнита. Туда же засыпается ферромагнитный абразивный порошок.
Пластина вместе с заготовкой совершает рабочее движение – осцилляцию с частотой noc =23 с-1. Один полюс электромагнита вращается с частотой n =12...23 с-1. При вращении он увлекает вместе с собой ферромагнитный абразивный порошок 3, осуществляющий удаление заусенцев и скругление кромок [Патент 112092 ГДР].
1.3 Очистка катаной проволоки от окалины.
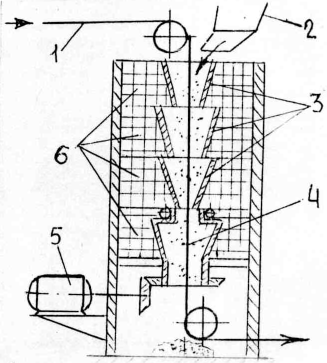
Рисунок 10.3 – Схема очитки проволоки:
1 – проволока; 4 – воронка подвижная;
2 – бункер для абразивного порошка; 5 – электропривод;
3 – воронки неподвижные; 6 – электромагнитная катушка.
Проволока 1 с высокой скоростью протягивается через воронки 3 и 4, заполняемые ферромагнитным абразивным порошком из бункера 2.
Воронки (не магнитные) размещены внутри электромагнитных катушек 6, питаемых постоянным током.
Для повышения интенсивности очистки проволоки нижнюю воронку 4 приводят во вращение с помощью электропривода 5.
1.4 Очитка печатных плат.
В процессе изготовления и последующей эксплуатации на печатных платах (на медном покрытии) появляются оксидные пленки, которые ухудшают их электропроводность. Периодически оксидную пленку необходимо удалять. Для этого применяется следующий способ (Рис. 10.4):
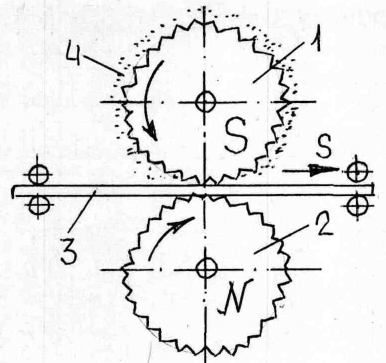
Рисунок 10.4 – Схема очистки печатных плат:
1,2 – полюсы электромагнита; 3 – печатная плата;
4 – ферромагнитный порошок.
Полюсы электромагнита выполнены в виде рифленых валиков 1 и 2, вращающихся с определенной окружной скоростью навстречу друг другу. В зазоре между ними протягивается загрязненная печатная плата 3, на которую подается ферромагнитный порошок 4. За счет магнитных сил порошок постоянно находится на ведущем валике 1 и удаляет оксидную пленку с печатной платы 3.