

Формоизменяющие операции при холодной листовой штамповке.
Формоизменяющие операции — гибка, вытяжка, отбортовка, обжим, раздача, рельефная формовка выполняются пластической деформацией металла без разрушения заготовок (рис. 34).
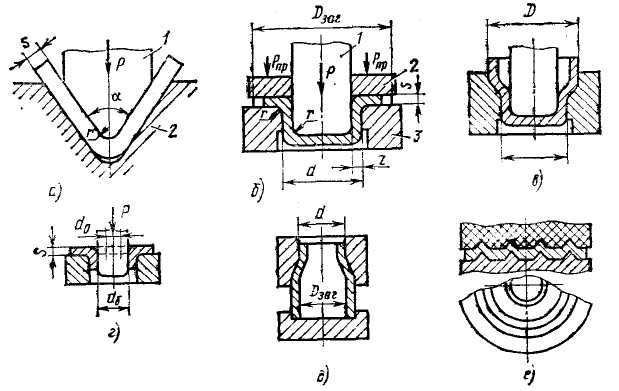
Рис. 34. Формоизменяющие операции
При снятии нагрузки растянутые слои заготовки упруго сжимаются, а сжатые растягиваются, что приводит к изменению угла гибки. Это нужно учитывать соответствующей поправкой на угол гибки.
Вытяжка
—
образование полой детали из плоской
или полой заготовки (рис. 34 б).
Вырубленную
заготовку диаметром D
укладывают
на плоскость матрицы 3
вручную
или автоматическим подающим устройством.
Пуансон 1
надавливает на заготовку, и она, смещаясь
в отверстие матрицы 3,
образует
стенки вытянутой детали. Формоизменение
при вытяжке оценивают коэффициентом
вытяжки
![]() ,
который в зависимости от механических
характеристик металла и условий вытяжки
не должен превышать 1,8—2,1. При D/d
>
(18-20)S
возможна потеря устойчивости фланца,
образуются складки при вытяжке. Их
предотвращают прижимом 2
фланца
заготовки к матрице.
,
который в зависимости от механических
характеристик металла и условий вытяжки
не должен превышать 1,8—2,1. При D/d
>
(18-20)S
возможна потеря устойчивости фланца,
образуются складки при вытяжке. Их
предотвращают прижимом 2
фланца
заготовки к матрице.
Детали с большим формоизменением заготовки получают за несколько операций вытяжки с постепенным уменьшением диаметра полой детали и увеличением его высоты (рис.34 в). Промежуточный отжиг для устранения наклепа позволяет увеличить kB до 1,4—1,6. Опасность разрушения заготовок устраняют также скруглением кромок пуансонов и матриц r = (5-1О)S и применением правильно подобранных смазок для уменьшения сил трения между поверхностями заготовок и инструмента.
Отбортовка
—
образование борта (горловины) вокруг
отверстия в заготовке (рис. 34 г).
Допустимое
без разрушения формоизменение
характеризуют коэффициентом отбортовки
![]() ,
где dQ
—
диаметр отверстия в плоской заготовке.
Коэффициент k0
зависит
от механических характеристик металла
заготовки и ее относительной толщины
S/d
и
не превышает 1,2—1,8. Наиболее производительна
пробивка отверстий под отбортовку, но
из-за наклепа и заусенцев уменьшается
допустимое значение ko
поэтому
лучше комбинировать пробивку g
последующим
рассверливанием отверстий. Отбортовку
применяют для изготовления кольцевых
деталей с фланцами и для образования
уступов в деталях для нарезания
резьбы, сварки или сборки, а также для
увеличения жесткости конструкции при
малой ее массе.
,
где dQ
—
диаметр отверстия в плоской заготовке.
Коэффициент k0
зависит
от механических характеристик металла
заготовки и ее относительной толщины
S/d
и
не превышает 1,2—1,8. Наиболее производительна
пробивка отверстий под отбортовку, но
из-за наклепа и заусенцев уменьшается
допустимое значение ko
поэтому
лучше комбинировать пробивку g
последующим
рассверливанием отверстий. Отбортовку
применяют для изготовления кольцевых
деталей с фланцами и для образования
уступов в деталях для нарезания
резьбы, сварки или сборки, а также для
увеличения жесткости конструкции при
малой ее массе.
Обжим — уменьшение периметра поперечного сечения концевой части полой заготовки производится заталкиванием заготовки в сужающуюся полость матрицы (рис. 34 д). За один переход можно получить d = (0,7 – 0,8) D3aг. Для большего формоизменения делают несколько последовательных операций обжима.
Раздача — увеличение периметра поперечного сечения заготовки коническим пуансоном (операция, противоположная обжиму). Рельефная формовка — местное деформирование заготовки для образования рельефа в результате уменьшения толщины заготовки (рис. 34 е). Формовкой получают выступы на заготовке, ребра жесткости и т. п. в металлических штампах. Иногда пуансоном или матрицей служит эластичная среда, например, резиновая подушка.
Штампы для листовой штамповки делятся по технологическому признаку в зависимости от выполняемой операции (вырубные, гибочные, вытяжные и т. д.). В зависимости от числа выполняемых операций различают одно- и многооперационные штампы. Многооперационные штампы бывают последовательного действия, т. е. операции выполняются последовательно при перемещении заготовки по нескольким рабочим позициям штампа (рис. 34 б), и совмещенного действия, т. е. операции выполняются на одной позиции.
Для массового и крупносерийного производства целесообразно применять сложные и совершенные штампы. Для штамповки небольшого числа деталей (мелкосерийное производство) сложные и дорогостоящие штампы применять нерационально. В таких случаях применяют упрощенные и быстропереналаживаемые штампы. При штамповке эластичными средами только один рабочий элемент (пуансон или матрицу) изготовляют из металла. Другим рабочим элементом служит эластичная среда: резина, пластмасса (полиуретан) или жидкость. Для высокоскоростной штамповки — взрывом, электрогидравлическим ударом или электромагнитным полем не требуется дорогостоящего прессового оборудования, штампы просты по конструкции. Импульсным приложением нагрузки разгоняют заготовку до больших скоростей, достигающих 150 м/с, накопленная заготовкой кинетическая энергия расходуется на ее деформирование матрицей или пуансоном. Процесс штамповки длится тысячные доли секунды.