

Брошюровка
Задача 1
Определить толщину книжного блока, длину дуги корешка с отогнутыми фальцами, если формат и доля листа 70x90/16, объем 20 п.л. Поверхностная плотность бумаги 60 г/м2, объемная масса 0,75г/см3, коэффициент спрессованности 0,9.
Решение:
1. Формат до обрезки: 70/4 х 90/4 = 17,5 х 22,5
2. Толщина листа бумаги: Тбум= масса /объемная масса = (60/10000)(г/см2) / 0,75 = 8 х 10-Зсм = = 0,08мм = 80мкм
Объем блока = 20 п.л. х 16 = 320 стр. = 160 листов
Толщина блока: Tбл = (Н х Тбум х n )/Кспр,
где Н — количество листов в тетради
n — количество бумажных листов (тетрадей)
Tбл = (16 х 0,08 х 10)/0,9= 14,22 мм
3. Коэффициент, добавляемый при круглении (С):
если Tбл — до 20мм, то С = Змм
если Tбл — более 20мм, то С = 4мм
4. Длина дуги кругленого корешка с отогнутыми фальцами: Д= 1,11 х (Тбл + С) = = 1,11х (14,22+3) = 19,1мм
Задача 2
Начертить схему переплетной крышки (ПК) тип 5, определить размеры ее деталей и готовой крышки, если формат и доля листа 70x90/32, объем 20п.л., толщина бумаги 80мкм, Кспресс = 0,9. Корешок — кругленый с отогнутыми фальцами.
Решение:
1. Формат блока до обрезки: 70/4 х 90/8 = 17,5x11,25
2. Ширина после обрезки: (17,5-1) х (11,25-0,5)= 10,75 х 16,5
3. Толщина издания: Тбл = 20 х 32 = 640 стр = 320 листов
320 х 0,08мм (толщ бум) = 25,6 мм
С учетом Кспр: Тбл = 25,6 / 0,9 = 28,4мм
4. Формулы для расчета размеров деталей переплетных крышек см. уч. Воробьева стр. 261
Задача 3
Определить число книг в пачке при упаковке книг, формата 70x90/32. Объем 10 п.л. Поверхностная плотность бумаги 60 г/м2, объемная масса 0,8г/см3, Кспр = 0,95. Толщина картона переплетной крышки 1,5 мм, допустимая высота пачки h = 150 мм (укладка в 2 стопы).
Решение:
1. Размер блока до обрезки: 70/4 х 90/8 = 17,5x11,25см
2. Толщина блока: Тбл = 10 п.л. х 32 = 320 стр = 160 л
60г/м2 = 0,006г/см2
160 л х (0,006 г/см2 / 0,8г/см3) / 0,95 = 1,263 см = 12,63 мм
3. Толщина книги: Ткн = Тбл + 2Ткартона = 15,63 мм
4. h/Ткн = 150/ 15,63 = 9,6 = 9 книг в одной стопе
Следовательно, в пачке 9 x 2 = 18книг
Задача 4
Определить коэффициент спрессованноcти Кспр книжного блока, если при толщине бумаги 90мкм блок состоит из 30 тетрадей, сфальцованных в 3 сгиба с подборкой. Толщина блока 49 мм.
Решение:
3-х-сгибная фальцовка с подборкой — это вкладка одного листа в другой после первого сгиба и дальнейшая совместная фальцовка сразу 2-х листов. Следовательно, в одной тетради будет не 8, а 16 листов.
16 (листов) х 0,09мм (толщ.блока) х 30 (тетрадей) = 43,2 мм
Кспр = 43,2мм / 49мм = 0,88
Задача 5
Для издания в переплетной крышке с толщиной блока 20 мм выбрать поверхностную плотность форзацной бумаги и рассчитать максимальное число листов, на которое можно разрезать, если максимальная высота стопы 120 мм. Объемная масса бумаги 0,8 г/см3. Кспр = 0,8.
Решение:
1. Свой форзац используют в книжных блоках, толщиной до 20мм.
Выбор форзаца зависит от толщины блока, тиража и формата.
См. уч. Воробьева стр. 98
Выбираем поверхностную плотность форзацной бумаги 120 г/м2
2. Толщина форзацной бумаги = поверхностная плотность / объемная плотность Тбум = 0,012г/см2 / 0,8г/см3 = 0,015 см = 0,15мм = 150 мкм
3. Кспр = толщ. бум. (сумма листов) / выс. стопы
Количество листов: 120 мм х Кспр /0,15 мм = 120 х 0,8/0,15 = 640штук
Задача б
Определить трудоемкость фальцовки листов формата 600 х 900 мм (в маишно-сменах), если издание форматом 60x90/8, тиражом 100 тыс. экз., содержит 160 стр. Скорость подачи листов самонакладом кассетной машины 120м/мин. Листы по транспортеру движутся с нахлестом 20мм.
Решение:
1. Определим количество печатных листов: 160 стр./8(доля) = 20 п.л.
2. Определим количество бумажных листов: 10 бумл.
3. Загрузка = бум.л. х тираж
Загр. = 10 х 100 тыс. = 1 000 000 = 106
4. Делается 3 фальца:
t = загрузка х L(длина) / V(скорость)
L = L1 — 20мм (т.к. с нахлестом)
Подача — по длинной стороне: L = 900 — 20 = 880 мм
t = 106 х 0,88 /120 = 7,3 х 103маш/мин = 0,12 х 106 маш/час = 15 смен.
Задача №1
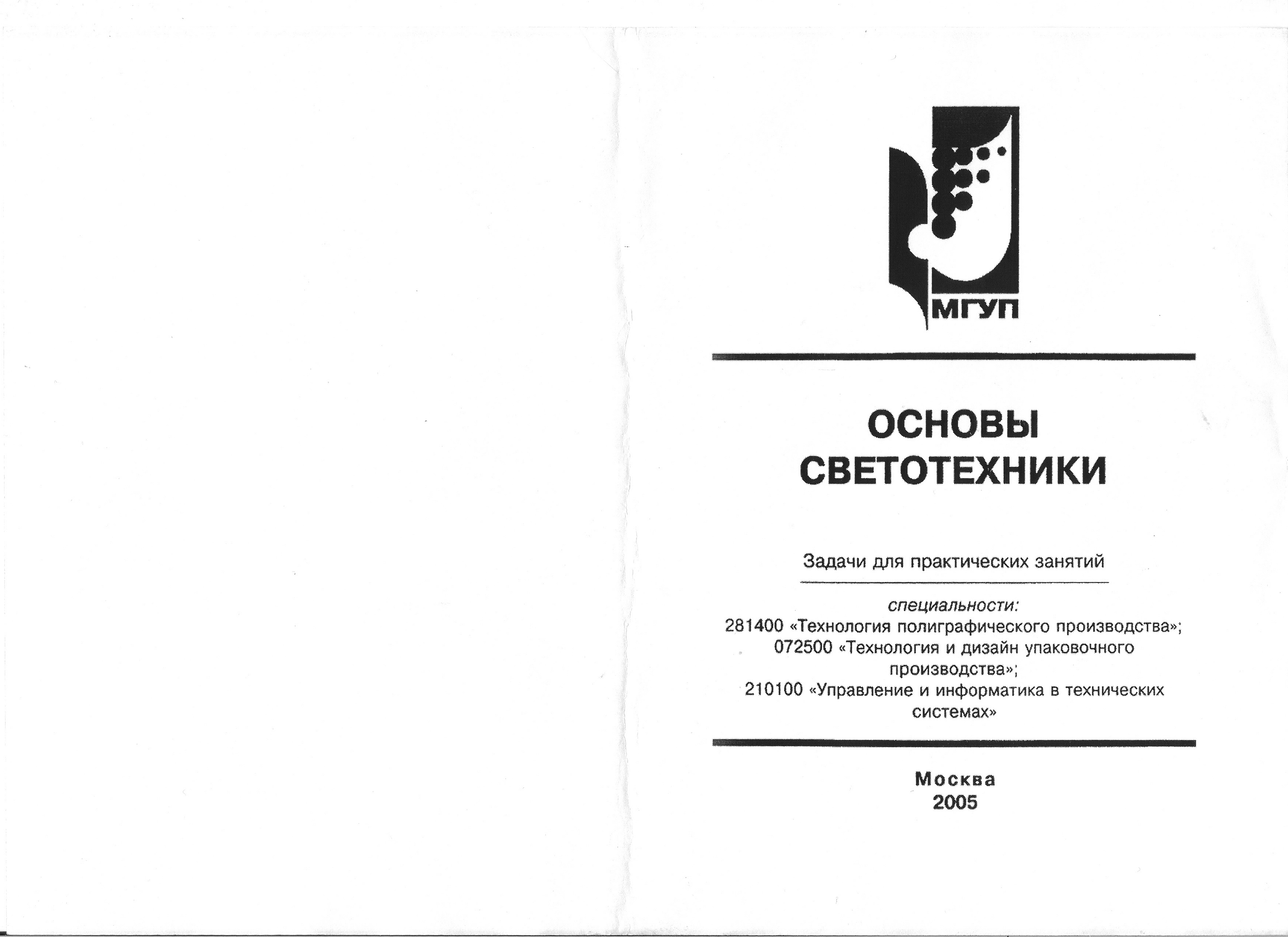
Перечислить группы изданий по показателям долговечности и определить показатели долговечности данного издания.
4 8 срок службы
2. Типы форзацев и области применения. Выбрать тип форзацев для данного издания.
Простой пришивной форзац. Прибавить 5-7 мм на загибку и приклейку.
3. Определить к какой группе по формату и доле относиться данное издание.
4. Определить технологические показатели издания и группы к которым оно относится.
Техн. показатели: формат (малый, средний, большой, миниатюрный), объем, тираж
5. Выбрать объем тетрадей блока и рассчитать их количество в блоке. Указать место и причину размещения дробной части в блоке.
Тонкая бумага с малой ρS, (г/м2) 60/80/120
Страницы в тетради 32/16/ 8
Дробные части: 16-стр, 8-стр, 4-стр (редко)
16-ти стр — оформляются самостоятельной тетрадью; 8-стр — оформляются накидкой на 16-стр, тетради 32-стр до 1 тетради разбиваются на две 16-ти стр; 4-стр — оформляются приклейкой. Все дробные части помещаются на 3-ей или 4-ой тетради от конца, но не в начале, конце или середине
КОЭФ. СПРЕСОВАННОСТИ
Спресованные листы/Неспресованные листы = К
Задача №2
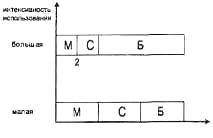
Дать схему раскроя форзацной бумаги 62x91 и 84x108. Для издания форматом 84x108/16. Подсчитать % отходов, Машинное направление волокна бумаги по длинной стороне.
В доль
машинного направления сгиб для форзаца.
доль
машинного направления сгиб для форзаца.
1. Размер форзаца до обрезки 27x42
=> % отходов (42x27x3 шт) + (62x91)/(62x91)= 40% отходов
2. (42x27x8 шт) + (84х108)/(84х108)=без отходов => высокое требование к точности
Задача №3.
Определить размеры деталей крышки типа 7 для издания форматом 60x90/16. Обьём V-10 ф.пл. Толщина 1 тетради = 0,9 мм, корешок прямой.
60x90 = 150x225 мм (до обрезки) = 145x215 мм (после обрезки)
15 мм — норма на загибку обложечного материала.
60x90 — средний формат, для которого смотрим толщину картона (ПК=1,5 мм) в технич. инструкциях по БПП.
Расстав: (4+1,5)хК = 6,25 мм,
где К — толщина картона
Высота картонных сторонок: b+6 мм = 215+6=221 мм
Ширина картонных сторонок: а-2 мм= 145-2=143 мм
Высота отстава:: b+4 мм= 215+4=219 мм
Ширина отстава : d-2K = 4,5-2x1,5=7,5 мм,
где d-толщина блока, К- толщина картона(см выше)
Всего 5 тетрадей в блоке, т.к. V=10 ф.п.л.
5 тетрадей х 0,9 (толщину одной тетради) = 4,5 мм — толщина блока
высота обложки: b+2K+36 = 215+2x1,5+36=254 мм,
ширина обложки; 2[(a-2)+R+m+K]+d = 336 мм,
где R- расстав, m- загибка 15 мм, d- толщина блока
Всё это получились номинальные размеры (без допусков).
Задача №4
Определим число страниц в блоке для издания 84x108/32, V=12 ф.п.л.
Доля х V = Ncтp
Ncrp= 32x12=384 стр=32 тетради
Задача№5
Для издания 84x108/32, Количество страниц 169, V-?
V= 168стр/32 полосы=5,25 ф.пл.
Задача№6
Рассчитать толщину бумаги m = 100г/м2. Объемная масса 0,8 г/см3. Определим толщину тетрадей, формат издания 60x90/16.
100г/м2/0,8г/см3 = 0,125 мм (см = м х 10-2; см3 = м х 10-6)
16 листов => 16x0,125 = 2 мм - толщина 1 тетради
Задача№7
Определить допустимую ширину штампа при тиснении на корешке крышки,
А) 84x108/16, V=30 ф.пл, корешок прямой, толщина бумаги —0,09мм
15 тетрадей по 32 странице, 480 страниц в блоке = 240 листов
Тб = 240x0,09=21,6 = 22мм штамп
Если необходимо определить ширину штампа при тиснении корешка, то следует определить толщину блока. Если корешок прямой, то это и будет значение ширины штампа. Если корешок кругленный, то следует это полученное значение умножить на Kкруг =1,2 — коэф. кругления.
Б) 84x108/32, V-30 ф.п.л, корешок круглёный, толщина бумаги =0,09 мм
32 страницы в тетради, 30 тетрадей => 960 страниц в блоке = 480 листов К=1,2
Тб = 480x0,09= 43,2мм = 44 мм х1,2= 52,8 мм = 53 мм штамп
Задача №8
Определить формат и долю бумажного листа для издания 205x290 мм после обрезки.
205x290 мм — это обрезанный блок => 205+5x290+5+5 = 210x300
До обрезки 210x300 мм
х4 х2 или х4 х8
60x84/8 84 Х240/32
Правило:
толщина бумаги: < 90 мкм — 32 стр тетради,
90-125 мкм — 16 стр тетради,
> 125 мкм — 8-стр тетради
При КБС нет простоя, как при шитье нитками, меньше затрат, трудоёмкости, кол-во рабочих
6 — малый тираж
12 тыс — средний тираж
50 тыс -большой тираж
100 тыс — массовый тираж
Проектирование полиграфического производства
Задача 1
Определить потребное кол-во ПМ, необходимых для изготовления 80 наименований книжного издания. Рассчитать загрузку по допечатным и печатным процессам при изготовлении основного блока.
Исходные данные:
Ф = 84х108/32
Т = 100 тыс
V = 19 фпл
К = 4 + 4
Формат полосы набора: 6,22 х 10 кв
Иллюстрации: штриховые –15% средней площадью: Sштр = 40 см2
растровые – 25%, Sрастр = 60см2
В процессе решения задачи необходимо осветить следущие позиции:
1. Выбрать и обосновать способ печати
2. Выбрать и обосновать тип и марку ПМ
3. Составить укрупненную схему комплексного технологического процесса и дать ее обоснование
4. Рассчитать годовую загрузку по печатным процессам, если норма на приладку: Nпр = 1час, норма выработки: N = 20 тыс \час.
5. Рассчитать потребное кол-во ПМ если: Fосн = 1700ч (осн.фонд времени работы оборудования) при односменной работе.
6. Рассчитать кол-во ПФ, необходимых для обеспечения работы расчетного числа ПМ.
7. Определить загрузку репротехнического пр-ва (формного участка) (в соответствии с выбранной технологией: цифровая, аналоговая) с учетом годовой загрузки ПМ.
8. Рассчитать загрузку наборного пр-ва с учетом исходных данных:
- гарнитура академическая
- кегель: 10; еу = 1,89; И = 12
Решение
1) Издательская продукция книжного типа с достаточной эффективностью и достижением требуемых параметров кач-ва м.б. воспроизведена типографским и офсетным способами.
Глубокая печать не обсуждается по причинам снижения кач-ва воспроизведения текста и высокой капиталоемкости.
Высокая печать отпадает по след. причинам:
1. отсутствие машин соотв. красочности 4 + 4
2. трудоемкость подготовки ПМ к печати (приправка)
3. более дорогие (по сравнению с офсетом) мат-лы формного пр-ва
4. не будет исп-ся тиражестойкость ПФ в полном объеме.
Т.о. принимается офсетный способ печати.
2) Выбор печатного оборудования производится с учетом его соответствия задачам выпуска данного вида печатной продукции. Во внимание принимаем: возможности обеспечения точности воспроизведения инф-ции (ЕНВиВ, с.147), тираж, красочность и формат.
Выбор конкретной ПМ осущ-ся т.о., чтобы машина обеспечивала печатание тиражей с заданными параметрами кач-ва при наименьших затратах. Поскольку на современном этапе качественные параметры обеспечиваются в равной степени на машинах любого типа, главными становятся экономические факторы.
Эффективность ПМ оценивается по технологическим, техническим и технико-экономическим показателям.
Показатели технологической оценки ПМ:
- число красок, кот-ми м.б. отпечатана продукция за один прогон.
- варианты красочности запечатываемого материала с обеих сторон
- допустимые форматы продукции (в рулонных ПМ – вар-ты фальцовки)
- показатели кач-ва продукции (данные по паспорту машины): допустимая процентная доля иллюстраций с определенной линиатурой растра; группа сложности продукции для печатания которой предназначена машина; точность совмещения красок (0,1 – 0,2 ТУ 2001г.); точность рубки бум. листа и фальцовки.
Технические показатели ПМ:
- наибольшая скорость работы машины (техническая)
- наиб. скорость печатания (технологическая): 75-80% от технической
- габариты
- вес
- энергоемкость
Технико-экономические показатели ПМ:
- годовая производственная мощность
- показатели часовой стоимости эксплуатации ПМ
- средняя часовая производительность при данной тиражности продукции
- удельный съем продукции с 1м2 занимаемой площади
- трудоемкость процесса печатания и производительность труда рабочего
- себестоимость изг-ия продукции
- срок окупаемости ПМ
- удельные затраты на приобретение и эксплуатацию машины
По технологическим показателям можно выбрать как листовую, так и рулонную ПМ. Красочность машин не лимитирована в обоих случаях. По формату листовые машины имеют существенное ограничение для печати данной продукции. По показателям кач-ва различии незначительны. Технические показатели при решении данной задачи можно принимать условно.
Технико-экономические показатели играют ведущую роль. Один из главных показателей – годовая производственная мощность, кот-я во многом зависит от тиража продукции.
По условию Т = 100тыс. экз., в данном случае выгодно будет исп-ие рулонной ПМ (при тиражах более 50 тыс.), в кот-ой процесс печати объединен с фальцовкой.
Недостатком применения рулонных ПМ явл-ся большой расход бумаги и большое кол-во технологических остановок (обрыв полотна, из-за пыления во избежание марашек нужно проводить смывку).
Т.о. для заданной задачи в наибольшей степени подходит машина 2 ПОК – 84 – 42Л – 01.
Формат: 840х1092
Длина рубки: 546 мм
Фальцовка: 1/32 (64 полосы)
Красочность: 4 + 4
Скорость (техническая): 25 тыс.об./час
Мощность: 300 кВт
Габариты (ДхШхВ): 25 х 6,3 х 4,2 м; Масса: 120 т.
3) Общая технологическая схема
Выбор и обоснование операций
Назначение процесса |
Возможные варианты процесса |
Выбранный вариант |
Обоснование |
1. Получение цветоделенных ф/ф |
1. Форматная запись на фотопленку 2. Поэлементная запись на фотопленку 3. Вывод на бумажный или пленочный носитель с помощью лазерного принтера |
2 |
Высокое кач-во ф/ф; Быстрота обработки инф-ии; Возможность внесения исправлений программными средствами; Возможность электронного монтажа ф/ф |
2. Получение ПФ |
1. Копирование с ф/ф 2. Электрофотографирование оригинал-макета 3. Поэлементная запись на формную пластину (CtP) |
1 |
Высокое качество полученных ПФ при относительно низкой себестоимости оборудования и материалов |
3. Печатание тиража |
1. На листовой ПМ 2. На рулонной ПМ |
2 |
Высокая производительность при больших тиражах издания |
4. Скрепление блока |
1. Швейное 2. КБС 3. Скрепление проволочными скобами |
1 (2) |
Высокая прочность скрепления; Хорошие эргономические св-ва продукции; Широкий диапазон по объему издания. Высокая скорость и малая трудоемкость процесса; Значительное сокращение финансовых затрат и сроков изготовления тиража |
5. Обработка блока |
1. Полная 2. Частичная 3. Минимальная |
Обработка на поточной линии с частичной обработкой |
Высокая точность обработки блока при наименьших затратах (min операций) |
4) Годовая загрузка по печатному производству.
В данный пункт входит расчет годового кол-ва приладок, печатных л-отт, Лпр, краскопрогонов.
4.1 Печатные листы: Лл-от = В∙H∙V∙T
В – периодичность (в год)
Н – годовое кол-во наименований
V – объем, фпл
Т – тираж, тыс. экз.
Лл-от = 1∙80∙19∙100 = 152000 тыс. п.л.
Условные печатные листы: Л усл = Лл-от∙Кпр = 152000 ∙1,68 = 255360 тыс. п.л.
4.2 Кол-во краскооттисков: Лк-от = Лл-от∙Кср = 152000∙4 = 608000 тыс. кр-от
4.3 Листопрогоны
В выбранной машине одновременно запечатывается 2 печ. листа =>
1фп – 1,2 Пл – 100тыс
׃
9 фп – 17,18 Пл – 100 тыс
10 фп – 19,19Пл – 50 тыс
10 фп 950 тыс л-пр
Т.е. сумма листопрогонов для одного названия = 950тыс.
Лпробщ = 950∙80 = 76000 тыс. л-пр
Или Лпр = (В∙H∙V∙T∙(Кл+Коб) ∙S)/(2∙р∙Ф)
S – кол-во запеч. сторон за 1 прогон; р – кол-во печ. листов в 1 прогоне; Ф – кол-во краскоформ
4.4 Кол-во приладок
Из предыдущего пункта видно, что происходит 10 смен форм.
П = 10приладок ∙ 80наименований = 800 приладок в год
5) Расчет кол-ва ПМ
Nр = (Мг ∙ отходы)/(F0 ∙ m ∙ n),
где Мг – годовая загрузка оборудования
F0 – годовой фонд времени работы оборудования при односменной работе
m – сменность работы оборудования
n – часовая норма выработки оборудования, т.е. скорость работы (в тех же единицах, что и Мг)
Nр = 76000 ∙ 1,02/(1700 ∙ 20 ∙ 2) = 1,14 => принимаем 2 ПМ
1,02 – отходы на последующие технологические операции
6) Расчет кол-ва ПФ
Кол-во ПФ зависит от красочности издания, его объема, формата печати, тиражестойкости ПФ, а также от спуска полос (со своим или чужим оборотом).
Выбранная машина полноформатная, красочностью 4+4 => кол-во ПФ:
Nп.ф. = V ∙ Кср∙ Н = 19∙ 4 ∙ 80 = 6080 ПФ в год
7) Загрузка репротехнического пр-ва (для одного издания):
7.1 Формат полосы: 6,22х10 кв. = 11,2х18,05 см. (т.к. 1кв.= 18,05мм)
Sпол = 201,6 см2 – площадь полосы набора
7.2 Общая площадь печатных листов (фпл∙доля листа∙ Sпол):
Sобщ.п.л. = 19∙32∙201,6 = 122572,8 см2
7.3 Площадь иллюстраций:
Sштр = Sобщ.п.л. ∙ 15% = 122572 ∙ 0,15 = 18385,9 см2
Sрастр = Sобщ.п.л. ∙ 25% = 122572 ∙ 0,25 = 30643,2 см2
7.4 Расчет кол-ва сюжетов для загрузки репротехнического устр-ва:
Nштр = Sштр/40см2 = 460шт
Nраст = Sраст/60см2 = 511шт
Т.о. годовое кол-во сюжетов буде равно:
Nштр = 460шт ∙ 80 = 36800 сюжетов
Nраст = 511шт ∙ 80 = 40880 сюжетов
8) Загрузка наборного пр-ва (для одного издания)
Емкость полосы набора: Е = n∙l,
где l – количество строк в полосе;
n – количество знаков в строке.
n = 18,05∙ Fстр/ еу ,
где Fстр – ширина наборной полосы, кв.;
еу – средняя уточненная ширина знака, мм (из таблицы).
l = 51∙ Вп/и ,
где Вп – высота полосы, кв;
и – интерлиньяж.
n = 18,05∙ 6,22/ 1,89 = 53 знака
l = 51∙ 10/ 12 = 43 стр
Е = 53∙43 = 2279 знака
В данном издании: 15 + 25 = 40% иллюстраций, тогда общее кол-во знаков в одном издании:
Е = 2279 ∙ 0,6 = 1367 знаков – 1 полоса
Nзн = Е ∙ V ∙ D = 1367 ∙ 19 ∙ 32 = 831136 знаков
Трудоемкость наборного процесса:
Тнаб = Nзн / Nсм = 831136/ 40000 = 20,8 смен