

Введение
Уровень механизации и автоматизации при изготовлении арматурных изделий составляет 40 – 45 %, стоимость арматурных изделий в железобетоне достигает 40 % от общей их стоимости. Задача организации производства арматурных изделий заключается в уменьшении трудоемкости технологических процессов и снижении расхода металла, и, как следствие, снижение стоимости арматурных работ 1.
Снижение трудоёмкости и увеличение скорости изготовления изделий обеспечивается в основном следующими приёмами:
- уменьшение количества арматурных элементов в изделии;
- унификация шагов и диаметров стержней в арматурных сетках и в каркасах;
- использование унифицированных арматурных сеток, каркасов, закладных изделий и строповочных петель;
- объединение арматурных элементов в блоки и пространственные каркасы и т.п.
Основным направлением совершенствования арматурных работ является создание полностью механизированных и автоматизированных линий, выполняющих весь комплекс технологических операций по изготовлению арматурных элементов и армированию изделий [2].
Одно из наиболее важных направлений в совершенствовании сборных железобетонных изделий – снижение материалоёмкости, которое, как правило, приводит к уменьшению трудоёмкости изготовления.
Основными резервами снижения металлоёмкости изделий являются:
- применение арматурной стали повышенной прочности;
- использование напрягаемой арматуры взамен всей или части ненапрягаемой арматуры;
- учёт конструктивных особенностей и расчётных схем отдельных железобетонных конструкций, уточнение расчётных положений и действующих реальных нагрузок;
- освоение производства неметаллической арматуры: стеклопластиковой, углеродной, полиамидной.
Работы по совершенствованию армирования, повышению технологичности изделий и экономии арматурной стали, проводившиеся в течение ряда лет и подкреплённые производственным опытом, позволили унифицировать арматурные элементы и одновременно сократить расход стали в железобетонных многопустотных плитах перекрытий, серийно выпускаемых заводами.
1 Определение годовой потребности металла
1.1 Режим работы предприятия
В соответствии с ОНТП-07-85 [3] цех работает по следующему режиму: рабочих суток в году – 253, рабочих смен в сутки – 2, рабочих часов в смене – 8 ч.
1.2 Определение производительности цеха
Количество изделий, выпускаемых в год:
![]() (1)
(1)
где Пг – годовой объем производства плит, м3;
Vи – объем одного изделия, м3.
П=57000/1,57=36305,7 шт.
Количество изделий, выпускаемых в сутки:
![]() (2)
(2)
П=36307,7/253=143,5 шт.
Количество изделий, выпускаемых в смену:
![]() (3)
(3)
П=143,5/2=71,75 шт.
Количество изделий, выпускаемых в час:
![]() (4)
(4)
П=71,75/8=8,97 шт.
1.3 Характеристика арматурных изделий
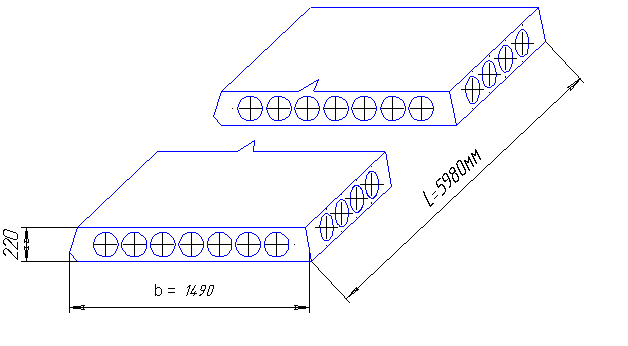
Рисунок 1 – Многопустотная плита перекрытия 1ПК 57.15 – 8АIV
Таблица 1.1 – Выборка арматурных изделий на одну плиту
№ поз |
Обозначение |
Наименование |
Количество |
Масса, кг |
1 2 4 5 5 6 |
1.141-1.64 110 1.141-1.64 130-01 1.141-1.64 210-02 1.141-1.64 101-08 -09 1.141-1.64 102-01 |
Каркас КР 1 Сетка С 4 Сетка С 25 Стержень Т 5 Стержень Т 6 Петля П 2 |
8 2 1 4 1 4 |
3,2 1,88 2,32 25,25 3,5 4,28 |
Итого: |
43,23 |
|||
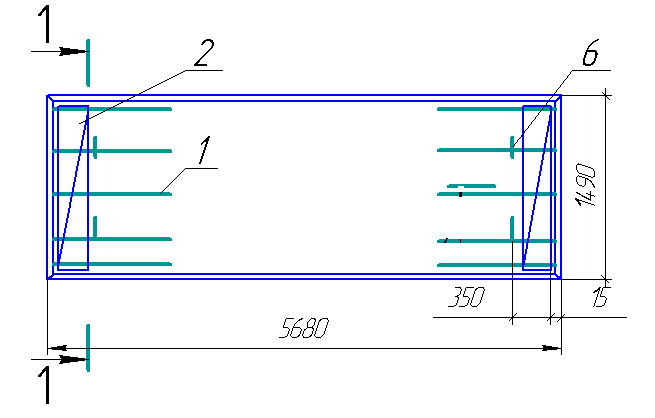
Рисунок 2 – Армирование плиты
1 - 1
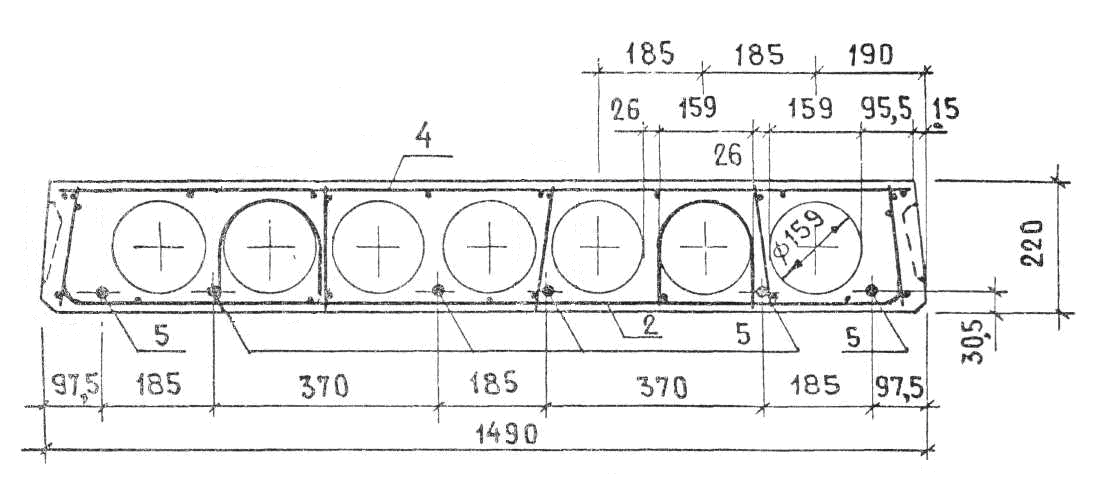
Рисунок 2а – Армирование плиты: разрез 1 – 1
Таблица 1.2 – Расход стали на одну плиту
Наименование материала |
Расход, кг |
Арматура стержневая класса А240 (А – I), ГОСТ 5781 – 82 12 Арматура стержневая класса А600 (А – IV), ГОСТ 5781 – 82 14 10 Проволочная арматура класса Вр400 (Вр – I), ГОСТ 6727 -80 3 4 5 |
4,28
28,25 3,5
3,67 3,88 1,2 |
Общий расход стали |
41,91 |
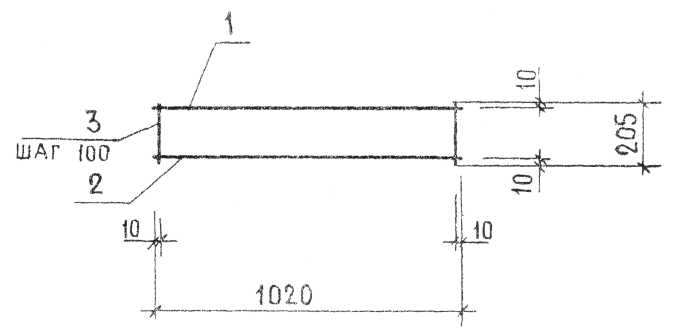
Таблица 1.3 – Спецификация арматуры на один каркас КР1
Номер поз. |
Наименование |
Количество, шт. |
Масса, кг |
1 2 3 |
5ВрI (5Вр400) ГОСТ 6727 – 80; L=1020 4ВрI (4Вр400) ГОСТ 6727 – 80; L=1020 4ВрI (4Вр400) ГОСТ 6727 – 80; L=205 |
1 1 11 |
0,15 0,09 0,02 |

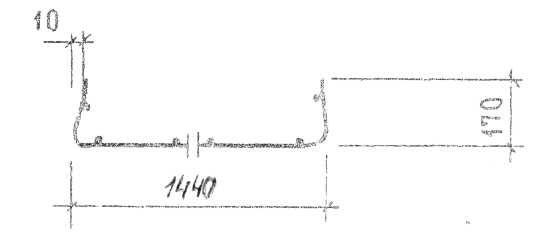
Таблица 1.4 – Спецификация арматуры на одну сетку С4
Номер поз. |
Наименование |
Количество, шт. |
Масса, кг |
1 2 |
4ВрI (4Вр400) ГОСТ 6727 – 80; L=1280 3ВрI (3Вр400) ГОСТ 6727 – 80; L=300 |
5 6 |
0,12 0,02 |
Рисунок 5 – Сетка С
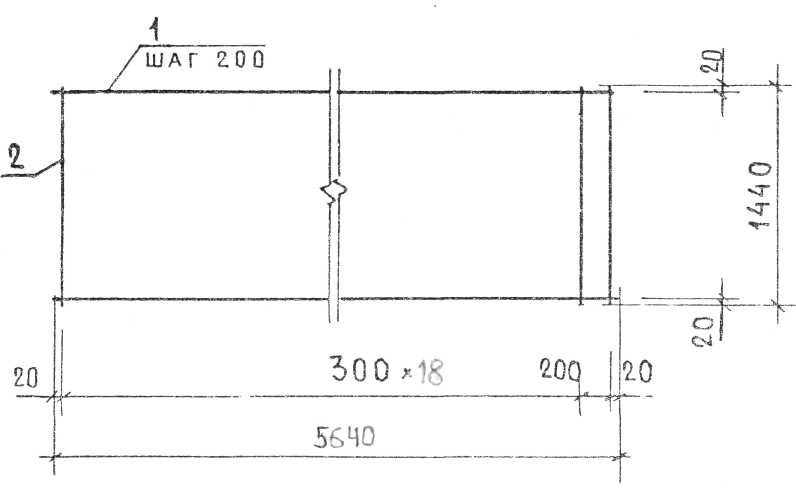
Таблица 1.5 – Спецификация арматуры на одну сетку С25
Номер поз. |
Наименование |
Количество, шт. |
Масса, кг |
1 2 |
3ВрI (3Вр400) ГОСТ 6727–80; L=5940 3ВрI (3Вр400) ГОСТ 6727–80; L=940 |
6 21 |
0,31 0,05
|

Таблица 1.6 – Спецификация арматуры на стержни Т5 и Т6
Марка стержня |
Наименование |
Количество, шт. |
Масса, кг |
Т5 Т6 |
14АIV (14А600) ГОСТ 5781 – 82; L=5980 12АIV (12А600) ГОСТ 5781 – 82; L=5980
|
4 1 |
7,22 5,31
|
Таблица 1.7 – Спецификация арматуры на петлю П2
Марка |
Наименование |
Количество, шт. |
Масса, кг |
П2 |
12АI (12А240) ГОСТ 5781 – 82; L=1200
|
4
|
1,07
|
1.4 Расчет потребности арматурной стали
Таблица 1.8 – Годовая потребность металла
Вид (класс) стали |
Расход металла, кг |
|||||
в мотках (Qмот.) |
в прутках (Qпрут.) |
|||||
на одно изделие |
на все изделия |
на одно изделие |
на все изделия |
|||
без отходов |
с отходами |
без отходов |
с отходами |
|||
12АI (12А240) 12АIV (12А600) 10АIV (10А600) 3ВрI (3Вр400) 4ВрI (4Вр400) 5ВрI (5Вр400) |
- - - 3,67 3,88 1,2 |
- - - 133242 325139,29 43566,8 |
- - - 137017,71 143683,42 44438,17 |
4,28 28,88 3,50 - - - |
155388,4 1048508,6 127070 - - - |
158496,15 1069478,67 129611,34 - - - |
Итого |
|
317674,9 |
1357586,16 |
|
1330967 |
1357586,16 |
Потери арматуры по ОНТП – 07 – 85 3
А240 (А – I), Вр400 (Вр – I) – 2%;
А600 (А – IV) – 3%.
Общий расход арматурной стали в год:
- без отходов – 1648641,9 кг;
- с отходами – 1682725,5 кг.