

[SHipinsky_V.G.]_Oborudovanie_i_osnastka_upakovoch2(z-lib.org)
.pdfнеобходимое ускорение, по эксцентричной направляющей 20 поочередно посылает в сопрягающиеся гнезда загрузочного ротора 12.
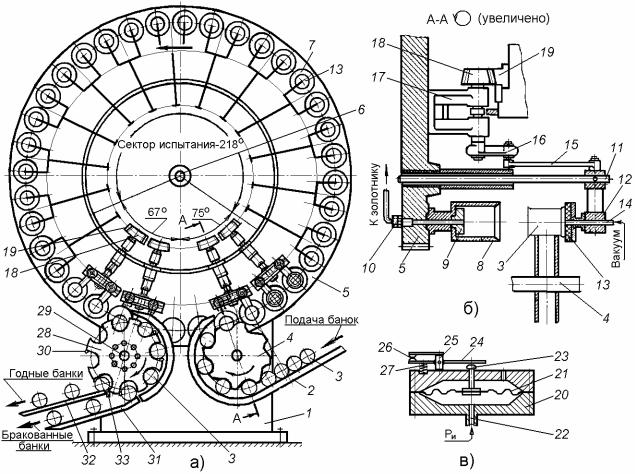
Рис. 16.28. Двухбашенный роторный закаточный автомат: а) – общий вид; б) – схема кинематическая принципиальная.
201
При перемещении этим ротором под вертикальным магазином 17, корпуса нажимают на блокирующий рычаг, включающий в работу ножевой толкатель 18, а он отделяет при этом нижний конец от стопы в магазине и подает его в выемки ротора 12, расположенные над гнездами с корпусами. Далее загрузочным ротором 12 корпуса в комплекте с концами поочередно устанавливаются на нижние опущенные патроны четырехшпиндельной башни 13 и центрируются в них.
В процессе вращения этой башни корпус поднимается ее шпинделем и, надевая на себя конец, входит в зону закаточного ролика, где прижимается к верхнему патрону гнезда и вместе с ним начинает вращаться. Амортизационная пружина ползуна при этом слегка оседает, компенсируя возможные колебания высоты корпуса. При дальнейшем повороте башни ее закатной ролик смещается подающим сектором и, нажимая на торец фланца конца, обкатывает его в течение полного оборота шпинделя, обеспечивая тем самым подгиб завитка под отбортованный фланец корпуса банки. Затем шпиндель опускается, а закатной ролик возвращается в исходное положение и банка с опущенного патрона гнезда извлекается синхронно вращающимся транспортным ротором 14, переносящим и устанавливающим ее на нижний патрон четырехшпиндельной башни 15 второго перехода закатки.
Впроцессе вращения башни 15 банка поднимается ее шпинделем и, прижимаясь к верхнему патрону гнезда, под действием сил трения вместе с ним начинает вращаться. При дальнейшем повороте этой башни ее закатной ролик смещается подающим сектором и обкатывает на банке формируемый соединительный шов в течение пяти с половиной оборотов шпинделя с постепенно увеличивающимся нажимом, обеспечивая тем самым окончательное обжатие фальцевого соединения конца и корпуса с предельным уменьшением межслойных зазоров, заполнением их уплотняющим материалом и полной герметизацией. Последний оборот банки осуществляется с постоянным усилием нажатия ролика, что способствует сглаживанию шва. По окончании закатывания пружина отводит роликодержатель от шва, патрон опускается шпинделем в исходное положение и банка выталкивателем выбрасывается с него на выводящий ротор 16, подхватывающий ее и через счетное устройство подающий в отводящий лоток.
Вэтом автомате осуществляется таким образом высокопроизводительная закатка фальцевых соединительных швов на жестяных банках в процессе их перемещения непрерывным потоком по его технологическим позициям.
Коднобашенным закаточным автоматам, в которых выполнение фальцевого соединительного шва между концом и корпусом банки осуществляется на одной совмещенной позиции двумя последовательно работающими роликами, относятся, например, автоматы модели СЗД, модели 400 фирмы «Тойо-Сейкан» и модели 100/1 фирмы «Блема». Технические характеристики приведенных закаточных автоматов содержатся в таблице 16.3.
16.5.2. Проверка собранных банок на герметичность
Изготовленные жестяные банки подвергаются далее проверке на герметичность. Причиной выпуска негерметичных банок может стать плохо запаянный продольный шов корпуса, нарушенная пайка углошва, неправильно
202
подвитые концы, уменьшенные крючки в фальцевых закатных швах, неравномерно нанесенная во фланец концов уплотнительная прокладка, плохо отрегулированная закаточная машина и другие. Проверку банок на герметичность производят в специальном испытательном технологическом оборудовании (тестерах). По способу проверки на герметичность это оборудование подразделяется на воздушно-водяное и воздушное.
Таблица 16.3. Технические характеристики закаточных автоматов
|
Двухба- |
|
Однобашенные: |
|
|
Параметры |
|
|
|
|
|
шенный |
модели |
|
модели 400 |
модели |
|
|
фирмы |
СЗД |
|
фирмы |
100/1 |
|
«Нагема» |
|
|
«Тойо- |
фирмы |
|
|
|
|
Сейкан» |
«Блема» |
Производительность, шт./мин. |
до 170 |
до 300 |
|
до 220 |
до 400 |
Диаметр банки, мм……………… |
50–104 |
72–100 |
|
50–105 |
50–105 |
Высота банки, мм……………….. |
48–122 |
35–120 |
|
36,5–152,4 |
40–130 |
Число закаточных позиций, шт. .. |
4+4 |
6 |
|
4 |
6 |
Мощность электропривода, кВт… |
2,6 |
4,5 |
|
3 |
5,5 |
Габаритные размеры, мм: |
|
|
|
|
|
длина …………………………….. |
1900 |
1980 |
|
1760 |
2960 |
ширина ………………………….. |
1200 |
1670 |
|
1200 |
1270 |
высота …………………………… |
1600 |
1930 |
|
2200 |
1600 |
Масса, кг ……………………….. |
2460 |
2000 |
|
2560 |
2500 |
|
|
|
|
|
|
Ввоздушно-водяных испытательных установках загерметизированная прижатым резиновым диском жестяная банка погружается в воду и одновременно в нее подается сжатый воздух под избыточным давлением до 0,1 МПа. Если банка негерметична, то воздух выходит из нее в воду пузырьками, которые собирают в заполненную водой мензурку, установленную над банкой открытой горловиной вниз. О степени негерметичности судят по объему воды, вытесненной из мензурки просочившимся из банки за контрольное время воздухом.
Ввоздушных машинах жестяные банки проверяются на герметичность под избыточным давлением подаваемого внутрь воздуха или под создаваемым вакуумом. Широкое распространение получили воздушные испытательные автоматы, работающие на избыточном давлении, подаваемом непосредственно
вбанку или в испытательные патроны-камеры, в которых размещаются банки. Выполняться такие испытания могут по следующим четырем схемам.
В первой схеме банка 1 (рис.16.29а) патроном 2 прижимается к герметизирующему упругому диску 3 и через его штуцер 4 ее полость
заполняется сжатым воздухом под давлением РИ = 0,07 – 0,1 МПа. Затем подача воздуха прекращается и после выдержки определенного времени полость банки соединяется через штуцер 4 с мембранным датчиком. Если давление в банке окажется ниже поданного, то срабатывающий датчик приведет в действие механизм, обеспечивающий ее удаление в накопитель бракованных изделий.
Вторая схема (рис.16.29б) отличается от первой тем, что на герметизирующем упругом диске 3 устанавливается вытеснитель 5, который
203

заполняет полость проверяемых банок 1 на 70 – 80 % и тем самым снижает расход сжатого воздуха, необходимого для ее испытания.
Рис. 16.29. Схемы воздушных испытательных устройств
В третьей схеме проверяемая банка 1 (рис.16.29в) устанавливается на подвижный патрон 2, который располагается в камере 3, соединенной через штуцер 4 с мембранным датчиком. Затем камера открытой стороной прижимается к герметизирующему упругому диску 5 и к нему же перемещающимся патроном 2 своей горловиной прижимается банка,
заполняемая через штуцер 6 диска сжатым воздухом под давлением РИ. Если банка оказывается негерметичной, то вытекающий из нее воздух создает в
камере давление, превышающее атмосферное Ра, и оно через штуцер 4 поступает на срабатывающий мембранный датчик, которым включается механизм, обеспечивающий удаление этой банки из раскрывающейся камеры в накопитель бракованных изделий. Такое конструктивно сложное устройство позволяет без переналадки проверять банки различной высоты с более высокой производительностью.
Четвертая схема (рис.16.29г) отличается от третьей тем, что проверяемая банка 1 устанавливается в камере 3 на неподвижный патрон 2, представляющий собой сменную вставку, размер которой вместе с банкой адекватен глубине камеры. Поэтому когда камера прижимается открытой стороной к герметизирующему упругому диску 5, то одновременно к нему патроном 2 прижимается и горловина банки, заполняемая через штуцер 6 диска сжатым
воздухом под давлением РИ. Таким исполнением упрощается конструкция испытательного устройства. Однако при недостаточной эластичности диска 5 и неточных размерах патронов 2 по высоте, может не обеспечиваться надежная герметизация банок при их испытании, а более глубокое вдавливание торца горловины банки приводит к ускоренному износу упругого диска.
Автомат, проверяющий жестяные цилиндрические банки на герметичность (называемый также тестером), обычно является многопозиционной роторной машиной, которая испытывает банки на герметичность, удаляет из проверяемого потока негерметичные и при их наличии сигнализирует о необходимости поднастройки жестебаночной линии и закаточных автоматов. Принцип контроля заключается в улавливании мембранными датчиками автомата избыточного давления, возникающего в полости камеры его испытательного устройства в результате негерметичночти проверяемой банки. При этом качество контроля определяется главным образом чувствительностью автомата, то есть его способностью распознавать негерметичную банку, пропускающую за время испытаний минимальное количество воздуха. Чувствительность автомата зависит от конструкции
испытательного устройства, системы подачи в него сжатого воздуха,
204
совершенства применяемых мембранных датчиков и других факторов. В частности, среди таких машин, выпускаемых многими фирмами, хорошо зарекомендовал себя многопозиционный роторный испытательный автомат модели СИ1-БП, серийно выпускаемый Симферопольским машиностроительным заводом.
Роторный испытательный автомат модели СИ1-БП содержит установленные на станине 1 (рис.16.30а) следующие функциональные устройства:
наклонный гравитационный лоток 2, по которому жестяные банки 3 непрерывным однорядным потоком поступают в автомат;
приемный ротор 4, поштучно забирающий банки с лотка и подающий их на позицию загрузки в испытательные устройства синхронно вращающегося технологического ротора;
технологический ротор, рабочее зубчатое колесо 5 которого осью 6 крепится на стойках станины и несет на себе тридцать шесть испытательных устройств 7, радиально закрепленных с одинаковым шагом по его периметру;
испытательные устройства технологического ротора, содержащие цилиндрическую камеру 8 (рис.16.30б) с соосно закрепленным в ней патрономвкладышем 9 и соединяющуюся через штуцер 10 с воздухораспределительным устройством, а также перемещающийся на колонке 11 кронштейн 12, который несет по два упругих диска 13, соединенных через отверстия в штоках 14 с воздухораспределительным устройством и герметично закрывающих соседние камеры при возвратно-поступательном перемещении этого кронштейна через шатун 15 от кривошипа 16, ось которого поворачивается в опоре 17, закрепленной на колесе 5, при зацеплении ее конической шестерни 18 с неподвижным зубчатым сектором 19;
воздухораспределительное устройство, содержащее два дисковых золотника, установленных на оси 6 с двух сторон рабочего колеса 5, при этом один из них соединяет проверяемую банку 3 через отверстие в упругом диске 13
свакуум-ресивером, ресивером сжатого воздуха и атмосферой, а второй сообщает камеру 8 через отверстие в штуцере 10 с пневмоэлектрическим датчиком и атмосферой;
два пневмоэлектрических датчика в полости корпуса 20 (рис.16.30в) которых располагается гофрированная мембрана 21 диаметром 72 мм, выполненная из бериллиевой бронзы толщиной 0,1 мм; при подаче в рабочую
полость корпуса датчика через штуцер 22 избыточного давления РИ величиной от 100 до 500 Па его мембрана прогибается вверх и толкает закрепленный на ней шток 23, а он в свою очередь через качающийся рычаг 24 размыкает установленную на корпусе в кронштейне 25 электрическую контактную пару 26, поджимаемую пружиной 27;
электронный блок, преобразующий импульсы размыкающейся контактной пары 26 пневмоэлектрических датчиков в управляющие команды для механизма магнитов;
механизм магнитов, обеспечивающий преобразование управляющих команд электронного блока в механические перемещения штыревых фиксаторов, удерживающих пальцы от закрытия на гнездах выносящее-браковочного
205
ротора; для этого в его корпусе располагается два электромагнита с подпружиненными сердечниками и вращающийся на отдельном валу синхронно с рабочим колесом 5 кольцевой барабан, в радиальных отверстиях которого с равномерным шагом установлено десять штыревых фиксаторов, взаимодействующих с кулачковым диском; при наличии негерметичной банки в испытательном устройстве технологического ротора размыкающейся контактной парой 26 пневмоэлектрического датчика обесточивается катушка индуктивности соответствующего электромагнита и от усилия пружины его сердечник поднимается и заталкивает внутрь кольца барабана находящийся над ним в это время штыревой фиксатор, а он в свою очередь при переходе этой банки в гнездо выносящее-браковочного ротора препятствует повороту пальца на ее удержание в гнезде, а затем кулачковым диском выталкивается из кольца обратно в исходное положение;
Рис. 16.30. Схема роторного испытательного автомата модели СИ1-БП
выносящее-браковочный ротор 28, вращающийся на валу 29 синхронно с рабочим колесом 5 и содержащий на своих гнездах пальцы 30, которые при подаче в них герметичных банок из технологического ротора поворачиваются неподвижным серповидным кулачком не ее удержание, а при подаче негерметичных – стопорятся в исходном положении штыревыми фиксаторами механизма магнитов;
два сопрягающихся с выносящее-браковочным ротором наклонных гравитационных лотка: нижний 31, принимающий из гнезд ротора 28 несдерживаемые пальцем 30 бракованные негерметичные банки, и верхний 32,
206
принимающий годные герметичные банки из гнезд, которые открываются при этом неподвижным кулачком 33, поворачивающим на них удерживающие пальцы 30 в исходное положение;
пульт управления и главный электродвигатель, приводящий в действие все исполнительные механизмы автомата через клиноременную передачу, предохранительную муфту и систему взаимосвязанных зубчатых колес, а также компрессор и вакуум-насос в комплекте с индивидуальными электродвигателями и ресиверами.
При работе автомата банки 3, поступающие по наклонному гравитационному лотку 2, поштучно захватываются вращающимся приемным ротором 4 и подаются в его гнездах на позицию загрузки, располагающуюся перед упругим диском 13 очередного испытательного устройства технологического ротора. В момент их соосного расположения соответствующим золотником к отверстию в упругом диске через шток 14 подключается вакуум, которым банка притягивается и удерживается на диске. При дальнейшем вращении рабочего колеса 5 технологического ротора коническая шестерня 18 испытательного устройства входит в зацепление с неподвижным зубчатым сектором 19 и, вращаясь, поворачивает своей осью кривошип 16 на 180о, перемещая при этом к камере 8 через шатун 15 на колонке 11 кронштейн 12, вместе с удерживаемыми на его двух упругих дисках 13 банками. К концу же хода банка оказывается зажатой внутри камеры 8 между патроном-вкладышем 9 и упругим диском 13, герметично закрывающим банку и камеру. После этого диски 13 подключаются золотником к ресиверу, заполняющему через их отверстия полость банки сжатым воздухом под избыточным давлением 0,1 МПа. Далее магистраль подачи сжатого воздуха перекрывается и банка выдерживается под этим давлением в испытательном устройстве в течение поворота рабочего колеса 5 на угол 218о, а затем полости камер 8 через штуцер 10 вторым дисковым золотником воздухораспределительного устройства попарно соединяются с пневмоэлектрическими датчиками и при негерметичности банки избыточное давление РИ, создаваемое выходящим из нее воздухом, через полость камеры и штуцер 22 поступает под мембрану 21 датчика, которая прогибается и перемещающимся вверх штоком 23 через качающийся рычаг 24 размыкает установленную на корпусе электрическую контактную пару 26, включенную через электронный блок в цепь питания механизма магнитов. Катушка индуктивности соответствующего электромагнита при этом обесточивается и от усилия пружины его сердечник поднимается, заталкивая внутрь кольца барабана находящийся в это время над ним штыревой фиксатор.
После этого полости камеры 8 и банки 3 соединяются с атмосферой, и далее соответствующим золотником к отверстию в упругом диске 13 через шток 14 подключается вакуум, притягивающий и удерживающий банку на диске. При дальнейшем вращении колеса 5 коническая шестерня 18 испытательного устройства входит в зацепление со следующим неподвижным зубчатым сектором 19 и, поворачивая на 180о кривошип 16, перемещает кронштейн 12 обратно в исходное положение, вместе с удерживаемыми на его двух упругих дисках 13 банками, которые при этом переходят в гнезда синхронно вращающегося выносящее-браковочного ротора 28. По завершению этого
207
действия упругие диски 13, соединяясь через золотник с атмосферой, отпускают банки, и одновременно пальцы 30 неподвижным серповидным кулачком поворачиваются на удержание герметичных банок в гнезде. При поступлении же в гнездо бракованной негерметичной банки штыревой фиксатор, введенный при ее контроле сердечником магнита внутрь кольца барабана, стопорит палец 30 этого гнезда и он серповидным кулачком не поворачивается на удержание этой банки. После этого штыревой фиксатор кулачковым диском барабана выталкивается из кольца обратно в исходное положение, а ротор 28 перемещает банки вначале к нижнему наклонному лотку 31 и несдерживаемые пальцем 30 бракованные негерметичные банки выкатываются из его гнезд на этот лоток, а исправные банки транспортируются дальше к верхнему лотку 32. Здесь неподвижным кулачком 33 пальцы 30 поворачиваются на гнездах ротора, несущих герметичные банки, в исходное положение и освободившиеся банки выкатываются из них на наклонный лоток 32 и перемещаются по нему в накопитель или на участок упаковывания консервной продукции.
Так как в данном автомате упругие диски 13 одновременно герметизируют проверяемую банку и камеру 8, то камеры, патроны-вкладыши 9 и банки необходимо изготовлять с высокой точностью по высоте, а сами упругие диски должны иметь при этом высокую эластичность. Глубина же вдавливания торцов камеры и горловины банки в эластичный резиновый диск 13 должна быть в пределах 1 – 2 мм. Техническая характеристика у приведенного роторного испытательного автомата модели СИ1-БП следующая:
Производительность, шт./мин …………………………….. до 250
(100, 150, 200, 250);
Размеры испытываемых банок, мм:
диаметр ………………………............................ 50 – 100; высота …………………………………………… 38,5 – 123;
Время испытания банок, с ……………………………………… 4,4; Мощность электродвигателей, кВт:
привода автомата ……………………………………. 2,8; вакуум-насоса ……………………………………… 4,5; компрессора ………………………………………… 4,5;
Габаритные размеры, мм:
длина ………………………………………………… 1680; ширина ………………………………………………. 1600; высота ……………………………………………….. 2300; Масса, кг …………………………………………………….. 4000.
Опыт эксплуатации показал, что испытательные автоматы модели СИ1БП работают стабильно при производительности не более 200 банок в минуту, поэтому на современных высокопроизводительных участках необходимо устанавливать по два таких автомата. Для наладки и контрольной проверки работы тестера необходимо так же иметь эталонные (специально приготовленные) негерметичные банки, которые при испытательном избыточном давлении в 0,1 МПа теряли бы примерно 4 см3 воздуха за период их испытаний.
208

Количество сжатого воздуха, потребляемого такими автоматами в процессе работы, вычисляется по следующей формуле:
Q V |
|
n |
|
1 |
|
0 |
|
|
|
|
|
||||
|
|
|
|
|
|
||
|
Б |
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
,
(16.13)
где Q – минутный расход воздуха, м3/мин.;
VБ – объем полостей проверяемой банки (камеры) и магистрали (трубопровода), соединяющей ее с золотником, м3;
n – минутная производительность автомата, шт./мин;
ρ1 – плотность сжатого воздуха, кг/м3 (при избыточном давлении 0,1 МПа составляет 2,2 кг/м3);
ρ0 – плотность атмосферного воздуха, кг/м3 (при t = 15 оС ρ0 = 1,2 кг/м3); Следует также учитывать, что при попадании в камеры автомата
совершенно негерметичных банок, расход сжатого воздуха будет несколько большим.
Так, например, минутный расход сжатого воздуха из полностью открытого подводящего трубопровода можно определить по формуле:
Q 60 f
w
,
(16.14)
где
Q
– минутный расход воздуха из открытого трубопровода, м3/мин.;
μ – коэффициент расхода (принимается обычно μ = 0,65); f – условный проход трубопровода, м2;
w – скорость истечения сжатого воздуха, м/с.
Тестеры для проверки жестяных банок на герметичность, имеющие определенные конструктивные отличия от рассмотренного, серийно производят
имногие другие фирмы в разных странах. Наиболее известными из них являются такие, как фирмы «Нагема» и «Блема» (Германия), «Макдональд» и «Камерон» (США), Бенчини (Италия), Тойо-Сейкан (Япония) и другие.
Поскольку бракованные банки, выявленные в процессе проверки на герметичность, подлежат утилизации, то для восстановления химическим способом содержащегося в их покрытии и отходах белой жести дефицитного олова на ряде таких предприятий создают электролитные производства.
На электролитном производстве поступающие бракованные банки и отходы белой жести промывают в горячей (75 – 80 оС) воде или в 1,5 – 2,0- процентном растворе каустической соды, а затем их загружают в электролитные ванны, где осуществляется химическое растворение олова с поверхности жести
иего электроосаждение на катодах при плотности тока 105 – 200 А/м2 и температуре 75 – 80 оС. Осаждение олова ведут до утолщения катода на 30 – 40 мм, после чего катоды меняют, промывают и передают в плавильное отделение, где в электропечах олово оплавляют с катодов, разливают в формы и передают вновь на производство жести.
16.6. Упаковывание в банки консервной продукции
Технологический |
процесс |
упаковывания |
в |
жестяные |
банки |
консервируемой продукции включает в себя следующие основные операции:
санитарно-гигиеническую обработку банок;
фасование в банки продукции;
209
маркировку крышек;
укупоривание банок крышками;
проверку упаковочных единиц на герметичность;
стерилизацию консервов;
сортировку, мойку и сушку упаковочных единиц;
этикетирование или консервацию упаковочных единиц.
16.6.1.Санитарно-гигиеническая обработка банок
Ктаре при ее подготовке к фасованию консервируемой продукции предъявляются следующие обязательные санитарно-гигиенические требования: банки и крышки не должны содержать загрязнений, остатков флюса, смазки (на цельноштампованных банках), металлической пыли и мелких опилок, наплывов припоя и оставшейся после мойки влаги, а уплотнительные прокладки на их концах и крышках не должны размягчаться.
Санитарно-гигиеническая обработка изготовленных жестяных банок включает их мойку горячей водой, стерилизацию паром, ополаскивание, сушку
иконтроль качества обработки. Выполняются эти процессы на банкомоечных автоматизированных линиях, например, таких, как:
модели А9-КМ2-125, работающей с производительностью 63 – 80 банок в минуту;
модели МЖУ-125 с производительностью 80 – 125 банок в минуту;
модели А9-ОМА с производительностью 250 банок в минуту и других.
Эти линии состоят из:
гидравлического подъемника корзин с банками, обеспечивающего загрузку банок на подающий транспортер линии;
банкомоечной машины, где банки, перемещаемые транспортером, промываются со всех сторон горячей (95 – 98 оС) водой и проходят зону стерилизации в перегретом паре;
а также сушильной камеры, работающей по принципу калорифера, где банки высушиваются от влаги в результате обдува горячим воздухом, а затем подаются на транспортер, доставляющий их в фасовочное отделение.
Вконсервной промышленности широкое распространение получили струйные банкомоечные машины, которые неполно используют эффективные моющие средства с высоким содержанием поверхностно-активных веществ, ограничены в рабочей температуре кавитационными явлениями, а также имеют узкий спектр способов интенсификации процесса. По критерию же удельных затрат энергии на единицу очищаемой поверхности наиболее эффективным является применение комбинированной погружной и высоконапорной струйной очистки. Таким способом производится, в частности, высокоэффективная мойка
вультразвуковой машине модели АКУ, как вновь изготовленных банок и бутылок, так и многооборотной потребительской тары, возвращаемой на повторное применение через приемные пункты.
Ультразвуковая моечная машина модели АКУ состоит из стального сварного корпуса 1 (рис.16.31) коробчатой формы, содержащего теплоизоляцию на стенках, а также закрываемые крышками окна и люки, предназначенные для ее обслуживания. В нижней его части располагаются
210