

Приемочный контроль
2.4
Приемочный контроль
Приемочный
контроль, как правило, является выборочным
и может проводиться как по качественным,
так и по количественным признакам,
определяемым по результатам испытаний
или замеров выборки из контролируемой
партии.
При контроле по качественным
признакам все изделия в проверяемой
выборке разбиваются на две группы:
годные и негодные (дефектные). В этом
случае оценка партии изделий проводится
по величине доли дефектных изделий в
выборке.
При контроле по количественным
признакам у каждого проверяемого в
выборке изделия определяется один или
несколько количественных параметров.
В этом случае оценка партии изделий
проводится по статистическим
характеристикам распределения
определяемых параметров.
2.4.1
Контроль по качественным признакам
Обозначим
через N общее число изделий в партии,
М – число дефектных изделий в партии.
Тогда характеристикой качества партии
будет доля дефектных изделий в
партии
![]() .
Обозначим
через Р вероятность приемки партии
по результатам выборочного контроля.
Эта вероятность зависит от плана
контроля, который определяет объем и
число выборок, их последовательность,
приемочные и браковочные числа, при
этом выборки могут быть однократные,
двукратные и многократные.
Для
выбранного плана контроля строится
оперативная характеристика, представляющая
собой зависимость вероятности приемки
партии от доли дефектных изделий, то
есть Р=Р(q), по которой
устанавливаются два уровня качества
(рисунок 25):
- приемлемый уровень
качества (ПРУК), при котором q = q0;
-
браковочный уровень качества (БРУК),
при котором q = qm, при этом
qm
q0.
.
Обозначим
через Р вероятность приемки партии
по результатам выборочного контроля.
Эта вероятность зависит от плана
контроля, который определяет объем и
число выборок, их последовательность,
приемочные и браковочные числа, при
этом выборки могут быть однократные,
двукратные и многократные.
Для
выбранного плана контроля строится
оперативная характеристика, представляющая
собой зависимость вероятности приемки
партии от доли дефектных изделий, то
есть Р=Р(q), по которой
устанавливаются два уровня качества
(рисунок 25):
- приемлемый уровень
качества (ПРУК), при котором q = q0;
-
браковочный уровень качества (БРУК),
при котором q = qm, при этом
qm
q0.
 Рисунок
25 – Оперативная характеристика плана
приёмочного контроля
в этом случае
называется вероятность забраковать
партии с приемлемым уровнем качества,
то есть при Риском
поставщика q
q0.
называется вероятность
приемки партии изделий с браковочным
уровнем качества, то есть при
Риском заказчика q
qm.
В случае малого объёма
партий для расчета характеристик плана
контроля используется гипергеометрическое
распределение; если объём выборки
удовлетворяет условию n 0,10N,
то расчёты можно вести при помощи
биномиального распределения; если к
тому же величины q, q0, qm
удовлетворяют условию q
0,10, то используется распределение
Пуассона. Рассмотрим некоторые случаи
расчета характеристик плана.
^
Одноступенчатый план контроля
Из
партии извлекается случайная выборка
в n изделий, эти изделия проверяются,
и определяется число m дефектных
изделий в выборке. План контроля
устанавливает объем выборки n (n
0,1N) и
приёмочное число с допустимое число
дефектных изделий в выборке. При
выполнении условия
m с партия
изделий принимается, в противном случае
– бракуется.
Условие n 0,1N
позволяет использовать биномиальное
распределение. Исходя из этого, оперативная
характеристика плана записывается в
виде
Рисунок
25 – Оперативная характеристика плана
приёмочного контроля
в этом случае
называется вероятность забраковать
партии с приемлемым уровнем качества,
то есть при Риском
поставщика q
q0.
называется вероятность
приемки партии изделий с браковочным
уровнем качества, то есть при
Риском заказчика q
qm.
В случае малого объёма
партий для расчета характеристик плана
контроля используется гипергеометрическое
распределение; если объём выборки
удовлетворяет условию n 0,10N,
то расчёты можно вести при помощи
биномиального распределения; если к
тому же величины q, q0, qm
удовлетворяют условию q
0,10, то используется распределение
Пуассона. Рассмотрим некоторые случаи
расчета характеристик плана.
^
Одноступенчатый план контроля
Из
партии извлекается случайная выборка
в n изделий, эти изделия проверяются,
и определяется число m дефектных
изделий в выборке. План контроля
устанавливает объем выборки n (n
0,1N) и
приёмочное число с допустимое число
дефектных изделий в выборке. При
выполнении условия
m с партия
изделий принимается, в противном случае
– бракуется.
Условие n 0,1N
позволяет использовать биномиальное
распределение. Исходя из этого, оперативная
характеристика плана записывается в
виде
![]() Если
принять с=0 (в выборке не должно быть
дефектных изделий), то
Если
принять с=0 (в выборке не должно быть
дефектных изделий), то
![]() Если
назначены ПРУК q0 и БРУК qm,
то риски поставщика и заказчика
равны
Если
назначены ПРУК q0 и БРУК qm,
то риски поставщика и заказчика
равны
![]() Отсюда
требуемый объём выборки для контроля
Отсюда
требуемый объём выборки для контроля
![]() .
^
Одноступенчатый план контроля
Условия соответствуют распределению
Пуассона. Тогда оперативная характеристика
имеет вид
.
^
Одноступенчатый план контроля
Условия соответствуют распределению
Пуассона. Тогда оперативная характеристика
имеет вид
![]() где
где
![]() .
При
с=0:
.
При
с=0:
 При
с=1:
При
с=1:
 ^
Двухступенчатый контроль при с1
= с2 = 1
План контроля
определяется объемами n1 и n2
первой и второй выборок. Процедура
контроля заключается в следующем.
Берется случайная выборка объема n1
из контролируемой партии изделий и
определяется число m1 дефектных
изделий в этой выборке. Если m1
= 1, то партия принимается без проверки
второй выборки. Если m1 2, то
партия бракуется без проверки второй
выборки. Если m1
= 1, то берется вторая выборка объема
n2. Если число дефектных изделий
в этой выборке m2 = 0, то партия
принимается. Если m2 1, то партия
изделий бракуется.
Оперативная
характеристика для такого плана контроля
имеет вид
^
Двухступенчатый контроль при с1
= с2 = 1
План контроля
определяется объемами n1 и n2
первой и второй выборок. Процедура
контроля заключается в следующем.
Берется случайная выборка объема n1
из контролируемой партии изделий и
определяется число m1 дефектных
изделий в этой выборке. Если m1
= 1, то партия принимается без проверки
второй выборки. Если m1 2, то
партия бракуется без проверки второй
выборки. Если m1
= 1, то берется вторая выборка объема
n2. Если число дефектных изделий
в этой выборке m2 = 0, то партия
принимается. Если m2 1, то партия
изделий бракуется.
Оперативная
характеристика для такого плана контроля
имеет вид
![]() Риски
поставщика и заказчика равны
Риски
поставщика и заказчика равны
![]() Для
расчёта характеристик планов контроля
разработаны таблицы, которые можно
найти в литературе.
2.4.2 Контроль
по количественным признакам
В
выборке объема n определяются
значения параметра
Для
расчёта характеристик планов контроля
разработаны таблицы, которые можно
найти в литературе.
2.4.2 Контроль
по количественным признакам
В
выборке объема n определяются
значения параметра
![]() и
рассчитываются выборочное среднее
и
рассчитываются выборочное среднее
![]() и
выборочное среднеквадратическое
отклонение S. Оценка партии может
проводиться:
- по величине среднего,
и тогда условия приемки записываются
в виде:
и
выборочное среднеквадратическое
отклонение S. Оценка партии может
проводиться:
- по величине среднего,
и тогда условия приемки записываются
в виде:
![]() ,
или
,
или
![]() ,
или
,
или
![]() ;
-
по величине доли дефектных изделий в
партии q, в этом случае условия
приемки имеют вид
;
-
по величине доли дефектных изделий в
партии q, в этом случае условия
приемки имеют вид
![]()
![]() -
или оба условия совместно.
Во всех
случаях с это некоторое приемочное
число, а х*
заданный в документации допуск.
Рассмотрим
характеристики плана при контроле доли
дефектных изделий по неравенству
-
или оба условия совместно.
Во всех
случаях с это некоторое приемочное
число, а х*
заданный в документации допуск.
Рассмотрим
характеристики плана при контроле доли
дефектных изделий по неравенству
![]() Считается,
что случайная величина
Считается,
что случайная величина
![]()
![]() ,
определяемая
по выборке объема n, распределена
нормально с математическим ожиданием
W0 и
дисперсией 2:
,
определяемая
по выборке объема n, распределена
нормально с математическим ожиданием
W0 и
дисперсией 2:
 где
где
![]() некоторый табулизированный
коэффициент.
Доля
дефектных изделий определяется из
уравнения
некоторый табулизированный
коэффициент.
Доля
дефектных изделий определяется из
уравнения
![]() где
q доля дефектных изделий;
где
q доля дефектных изделий;
![]() квантиль нормального распределения,
соответствующая вероятности (1 –
q).
Тогда характеристики плана
определяются по следующим уравнениям:
-
оперативная характеристика
квантиль нормального распределения,
соответствующая вероятности (1 –
q).
Тогда характеристики плана
определяются по следующим уравнениям:
-
оперативная характеристика
 -
ошибка первого рода (риск поставщика)
-
ошибка первого рода (риск поставщика)
 -
ошибка второго рода (риск заказчика)
-
ошибка второго рода (риск заказчика)
 В
этих формулах: ^
F0 функция нормального
распределения,(·)
q0 ПРУК,
qm БРУК. Некоторые величины
коэффициента Кn
представлены в таблице 4 в зависимости
от объёма выборки n.
Таблица 4 –
Значения коэффициента Кn
В
этих формулах: ^
F0 функция нормального
распределения,(·)
q0 ПРУК,
qm БРУК. Некоторые величины
коэффициента Кn
представлены в таблице 4 в зависимости
от объёма выборки n.
Таблица 4 –
Значения коэффициента Кn
|
n |
2 |
3 |
5 |
8 |
10 |
15 |
20 |
40 |
60 |
90 |
|
Kn |
1,253 |
1,128 |
1,064 |
1,036 |
1,028 |
1,018 |
1,013 |
1,006 |
1,004 |
1,003 |
Вопросы выбора планов контроля широко освещены в существующей литературе, часть которой приведена в настоящей работе.
2.3
Текущий статистический контроль
Основное
назначение текущего контроля – обеспечить
нормальный отлаженный ход технологического
процесса. Поэтому текущий контроль
рассматривается как система правил,
обеспечивающих выявление недопустимых
отклонений качества производимой
продукции вследствие разладки
технологического процесса. Поскольку
нужно своевременно выявить возникшие
отклонения от нормального хода процесса,
то в текущем контроле в первую очередь
используются количественные методы
как более информативные, чем контроль
по качественным признакам.
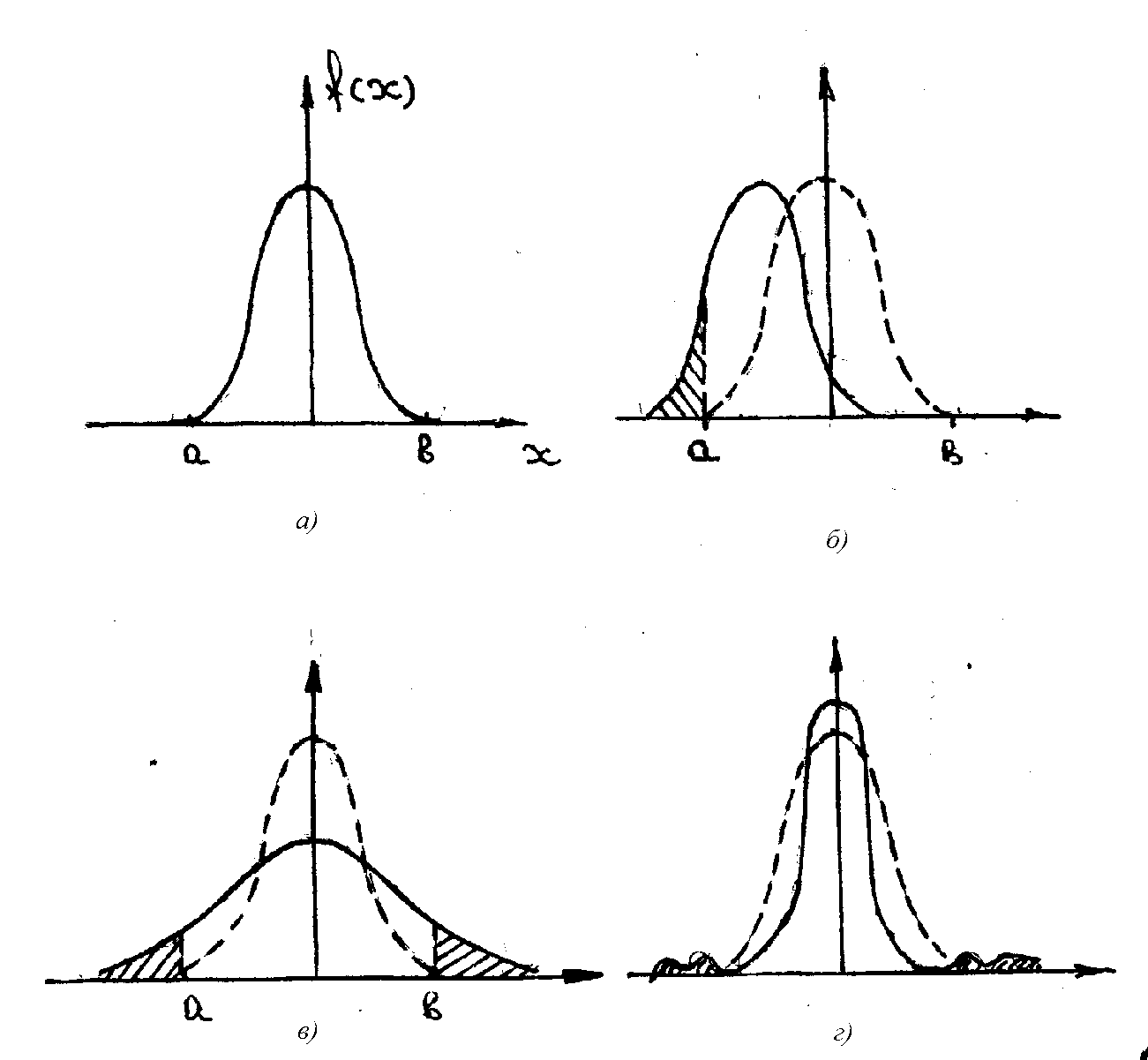
В процессе
изготовления возможно несколько видов
разладок техпроцесса. На рисунке 22а
представлена гистограмма контролируемого
параметра, на которой можно выделить
основную, «здоровую» часть продукции,
параметры которой лежат в заданном
допуске [a, b], и часть изделий,
вышедших за допуск. Большие отклонения,
как правило, связаны с наличием дефектов
или грубым нарушением техпроцесса, что
быстро выявляется при анализе условий
изготовления.
 а)
б)
в)
г)
Рисунок
22 – Типы разладок технологического
процесса
Изменение параметров
распределения «здоровой» части продукции
также свидетельствует о появлении
разладки процесса. При разладке типа I
(рисунок 22б) центр распределения
настолько сильно смещается в сторону
одной из границ допуска, что значительная
часть
изделий имеет значения параметров,
лежащие вблизи границы допус-
ка или
даже превышающие её. Разладка типа II
характеризуется
резким возрастанием
разброса значений измеряемых параметров
(рисунок 22в), когда значительная
часть изделий имеет размеры либо
выходящие за пределы допуска, либо
лежащие вблизи его. В случае разладок
типа III (рисунок 22г) возрастает число
изделий, имеющих большие отклонения,
хотя распределение «здоровой» части
продукции остается стабильным. На
практике обычно имеет место комбинация
перечисленных типов разладок.
Анализ
видов разладок позволяет заключить,
что в общем случае необходим контроль
как по количественным, так и по качественным
признакам. Учитывая численные значения
замеряемых параметров, можно более
оперативно и точно оценивать отклонения
в здоровой части продукции, тогда как
для учета числа изделий, имеющих большие
отклонения, надо использовать и
непараметрические методы.
Например,
целесообразно учитывать только число
изделий, имеющих большие отклонения.
Трудность использования параметрических
методов для оценки числа изделий, имеющих
большие отклонения, обусловлена тем,
что вид плотности распределения f(х)
может сильно и непредвиденно меняться
с течением времени, вследствие чего
затруднительно найти аналитическую
форму этой функции.
Статистическое
регулирование технологических процессов
заключается в том, что через определенные,
заранее установленные промежутки
времени или через определенное количество
единиц продукции, произведенной с
момента взятия предшествующей выборки,
проводят следующую выборку объёмом n
единиц. Затем измеряют контролируемый
показатель качества либо подсчитывают
число дефектных единиц продукции и
значение соответствующей выборочной
статистической характеристики отмечают
(точкой или крестиком) на контрольной
карте с нанесенными на ней границами
регулирования.
В зависимости от
отмеченных значений принимается решение
продолжать технологический процесс
или остановить его для наладки. Сигналом
о разладке процесса служит появление
точки за границей
регулирования.
В
зависимости от того, по каким статистическим
характеристикам осуществляют
регулирование, различают следующие
виды контрольных карт:
- карта средних
арифметических значений
а)
б)
в)
г)
Рисунок
22 – Типы разладок технологического
процесса
Изменение параметров
распределения «здоровой» части продукции
также свидетельствует о появлении
разладки процесса. При разладке типа I
(рисунок 22б) центр распределения
настолько сильно смещается в сторону
одной из границ допуска, что значительная
часть
изделий имеет значения параметров,
лежащие вблизи границы допус-
ка или
даже превышающие её. Разладка типа II
характеризуется
резким возрастанием
разброса значений измеряемых параметров
(рисунок 22в), когда значительная
часть изделий имеет размеры либо
выходящие за пределы допуска, либо
лежащие вблизи его. В случае разладок
типа III (рисунок 22г) возрастает число
изделий, имеющих большие отклонения,
хотя распределение «здоровой» части
продукции остается стабильным. На
практике обычно имеет место комбинация
перечисленных типов разладок.
Анализ
видов разладок позволяет заключить,
что в общем случае необходим контроль
как по количественным, так и по качественным
признакам. Учитывая численные значения
замеряемых параметров, можно более
оперативно и точно оценивать отклонения
в здоровой части продукции, тогда как
для учета числа изделий, имеющих большие
отклонения, надо использовать и
непараметрические методы.
Например,
целесообразно учитывать только число
изделий, имеющих большие отклонения.
Трудность использования параметрических
методов для оценки числа изделий, имеющих
большие отклонения, обусловлена тем,
что вид плотности распределения f(х)
может сильно и непредвиденно меняться
с течением времени, вследствие чего
затруднительно найти аналитическую
форму этой функции.
Статистическое
регулирование технологических процессов
заключается в том, что через определенные,
заранее установленные промежутки
времени или через определенное количество
единиц продукции, произведенной с
момента взятия предшествующей выборки,
проводят следующую выборку объёмом n
единиц. Затем измеряют контролируемый
показатель качества либо подсчитывают
число дефектных единиц продукции и
значение соответствующей выборочной
статистической характеристики отмечают
(точкой или крестиком) на контрольной
карте с нанесенными на ней границами
регулирования.
В зависимости от
отмеченных значений принимается решение
продолжать технологический процесс
или остановить его для наладки. Сигналом
о разладке процесса служит появление
точки за границей
регулирования.
В
зависимости от того, по каким статистическим
характеристикам осуществляют
регулирование, различают следующие
виды контрольных карт:
- карта средних
арифметических значений
![]() -карта);
-
карта медиан (
-карта);
-
карта медиан (![]() -карта);
-
карта средних квадратических отклонений
(^ S-карта);
-
карта размахов (R-карта);
- карта
доли дефектных единиц продукции
(р-карта);
- карта дефектных единиц
продукции (пр-карта);
- карта
числа дефектов (с-карта);
- карта
числа дефектов на единицу продукции
(и-карта).
Первые четыре вида
контрольных карт применяют при контроле
по количественному признаку, последние
четыре вида – при контроле по качественному
признаку.
При контроле по количественному
признаку о разладке технологического
процесса судят как по среднему значению
контролируемого параметра, так и по
величине его рассеяния относительно
среднего.
В качестве средних значений
при статистическом регулировании
используют либо среднее арифметическое
значение
-карта);
-
карта средних квадратических отклонений
(^ S-карта);
-
карта размахов (R-карта);
- карта
доли дефектных единиц продукции
(р-карта);
- карта дефектных единиц
продукции (пр-карта);
- карта
числа дефектов (с-карта);
- карта
числа дефектов на единицу продукции
(и-карта).
Первые четыре вида
контрольных карт применяют при контроле
по количественному признаку, последние
четыре вида – при контроле по качественному
признаку.
При контроле по количественному
признаку о разладке технологического
процесса судят как по среднему значению
контролируемого параметра, так и по
величине его рассеяния относительно
среднего.
В качестве средних значений
при статистическом регулировании
используют либо среднее арифметическое
значение![]() ,
либо медиану
,
либо медиану
![]() ,
соответственно строят либо
,
соответственно строят либо
![]() -карту,
либо
-карту,
либо
![]() -карту.
При выборе из этих двух видов контрольных
карт следует учитывать, что определение
медианы проще, чем среднего арифметического
значения, однако последнее является
более точной оценкой математического
ожидания, чем медиана. Кроме того, метод
средних арифметических значений при
одинаковых условиях требует меньшего
объема выборки, чем метод медиан, примерно
в 1,57 раза.
В качестве характеристик
рассеяния используют либо выборочное
среднее квадратическое отклонение
S, либо размах R: соответственно
строят либо S-карту, либо R-карту.
Вычисление размаха проще, однако S
более точная оценка среднеквадратического
отклонения, чем R,
и позволяет быстрее обнаружить разладку
процесса.
В практике статистического
регулирования технологических процессов
по количественному признаку обычно
используют двойные контрольные карты,
на одной из которых отмечают среднее
значение (либо
-карту.
При выборе из этих двух видов контрольных
карт следует учитывать, что определение
медианы проще, чем среднего арифметического
значения, однако последнее является
более точной оценкой математического
ожидания, чем медиана. Кроме того, метод
средних арифметических значений при
одинаковых условиях требует меньшего
объема выборки, чем метод медиан, примерно
в 1,57 раза.
В качестве характеристик
рассеяния используют либо выборочное
среднее квадратическое отклонение
S, либо размах R: соответственно
строят либо S-карту, либо R-карту.
Вычисление размаха проще, однако S
более точная оценка среднеквадратического
отклонения, чем R,
и позволяет быстрее обнаружить разладку
процесса.
В практике статистического
регулирования технологических процессов
по количественному признаку обычно
используют двойные контрольные карты,
на одной из которых отмечают среднее
значение (либо
![]() ,
либо
,
либо
![]() ),
а на другой – характеристику рассеяния
(либо S, либо R).
Для построения
любой контрольной карты необходимо
предварительно определить границы
регулирования: две (нижнюю и верхнюю)
для
),
а на другой – характеристику рассеяния
(либо S, либо R).
Для построения
любой контрольной карты необходимо
предварительно определить границы
регулирования: две (нижнюю и верхнюю)
для
![]() -карты
и
-карты
и
![]() -карты,
одну (верхнюю) для S-карты и R. Эти
величины определяются на основе
предварительного изучения технологического
процесса. Общая схема определения границ
регулирования в соответствии с
рекомендациями ВНИИС Р50-601-19-91 представлена
в таблицах 2, 3. и
среднеквадратического отклонения
-карты. Для определения
границ регулирования надо знать
генеральные значения среднего
Форма
контрольных карт представлена на
рисунках 23, 24.
-карты,
одну (верхнюю) для S-карты и R. Эти
величины определяются на основе
предварительного изучения технологического
процесса. Общая схема определения границ
регулирования в соответствии с
рекомендациями ВНИИС Р50-601-19-91 представлена
в таблицах 2, 3. и
среднеквадратического отклонения
-карты. Для определения
границ регулирования надо знать
генеральные значения среднего
Форма
контрольных карт представлена на
рисунках 23, 24.
 Рисунок
23 – Пример контрольной карты для
выборочных средних
Рисунок
23 – Пример контрольной карты для
выборочных средних
 Рисунок
24 – Пример контрольной карты для
выборочных среднеквадратических
отклонений
Таблица 2 – Схема
определения границ регулирования
Рисунок
24 – Пример контрольной карты для
выборочных среднеквадратических
отклонений
Таблица 2 – Схема
определения границ регулирования
|
Наименование контрольных карт |
Границы регулирования (верхняя и нижняя) |
Условия применения |
|
Карта
средних арифметических значений
|
ГРвн = А1 |
известноЕсли |
|
ГРвн = А1 S ГРвн А = 2 S С |
неизвестноЕсли |
|
|
Карта
медиан
( |
ГРвн = 0 А3 |
известноЕсли |
|
Карта среднеквадратических отклонений (^ S-карта) Карта размахов (R-карта) |
ГРв
= В |
неизвестноЕсли неизвестноЕсли |
Продолжение таблицы 2
|
ГРв – верхняя граница регулирования; ГРвн – верхняя и нижняя границы регулирования; коэффициенты Аi, В, D, С берутся из таблицы 3 |
При контроле по альтернативному признаку о разладке технологического процесса судят либо по числу дефектных единиц продукции, либо по числу дефектов. Статистическое регулирование с помощью контрольных карт осуществляют в соответствии с планом контроля, который определяет объем выборки n, браковочное число d . План контроля устанавливают с учетом результатов предварительного исследования состояния технологического контроля. Порядок выбора плана контроля, ведение контрольных карт и принятия решений определен соответствующими стандартами.и период отбора выборок Таблица 3 – Коэффициенты для границ регулирования
|
Коэффициенты |
Объем выборки |
|||||||
|
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
А1 |
1,73 |
1,50 |
1,34 |
1,23 |
1,13 |
1,06 |
1,10 |
0,95 |
|
А2 |
1,49 |
1,29 |
1,15 |
1,05 |
0,97 |
0,91 |
0,86 |
0,81 |
|
А3 |
1,68 |
1,40 |
1,23 |
1,11 |
1,02 |
0,94 |
0,89 |
0,84 |
|
С |
0,89 |
0,92 |
0,94 |
0,95 |
0,96 |
0,97 |
0,97 |
0,97 |
|
В |
2,57 |
2,27 |
2,09 |
1,96 |
1,89 |
1,82 |
1,77 |
1,71 |
|
D |
2,57 |
2,28 |
2,11 |
2,00 |
1,92 |
1,86 |
1,82 |
1,78 |
Курс «Управление качеством»
Лекция № 12
Приемочный контроль
1.Общие сведения о приемочном контроле
В зависимости от вида контрольной операции различают контроль по альтернативному, качественному и количественному признакам.
При контроле по альтернативному признаку изделия по результатам измерения разбивают на два класса : годные и негодные (дефектные).
При контроле по качественному признаку изделия классифицируют на несколько групп. Например, после контроля изделия могут быть отнесены к 1, 2, 3 сортам или признаны браком.
При контроле по количественному признаку измеряется числовое значение параметра.
2.Приемочный контроль по альтернативному признаку
2.1.Общие сведения
Основной характеристикой партии изделий при контроле по альтернативному признаку является генеральная доля дефектных изделий
![]() ,
,
где М – число дефектных изделий в партии объемом N изделий.
В практике статистического контроля генеральная доля q не известна. Ее следует оценить по результатам контроля случайной выборки обьемом n, из которых m изделий – дефектные. Для этого используют один из видов контроля.
При контроле по альтернативному признаку принимают план контроляю Под планом контроля принимают систему правил, указывающих способы отбора изделий для контроля, и условия, при которых партия принимается.
Планы статистического контроля по альтернативному признаку формируют следующим образом:
1).одноступенчатый план. Это план, согласно которому, если среди n случайно отобранных изделий число дефектных m окажется приемочного числа С (m ≤ с), то партия принимается. В противном случае партия бракуется. Или в схемном изображении:
n : 1) m ≤ c → П + ;
2) m > c → П - .
2).двухступенчатый план. Это план, согласно которому реализуется :
а) первая степень.
если среди n1 случайно число дефектных m1 окажется не больше приемочного числа с1 (m1 ≤ с1), то партия принимается. Если m1≥d1, где d1 – браковочное число, то партия бракуется. Если с1≤m≥d1, то принимается решение о взятии второй выборки объемом n2.
б) вторая ступень.
если суммарное число дефектных изделий в двух выборках (m1+m2)≤c2, то партия принимается. В противном случае партия бракуется по данным двух выборок.
Или в схемном изображении:
а) первая ступень:
n1: m1 ≤ с1 → П + ;
m1≥d1 → П - ;
с1≤m1≥d1 → к выборке объемом n2 ;
б) вторая ступень:
n2 : (m1+m2)≤c2 → П + ;
(m1+m2)>c2 → П - .
3) многоступенчатый план (в схемном изображении)
а) первая ступень объемом n1: m1≤c1 → П + ;
m1<d1 → П - ;
d1>m1>c1 → к выборки объемом n2;
б) вторая степунь объемом n2:
(n1+n2) : (m1+m2)≤c2 → П + ;
(m1+m2)>d2 → П - ;
c2<(m1+m2)<d2 → к выборки объемом n3 и т.д.
в) К- тая ступень – объемом nk
4) последовательный. Решение о приеме партии, забраковать или продолжить испытание принимается после оценки каждой последовательности проверяемой выборки.