

3. Электрический расчет
ИНДУКЦИОННОЙ КАНАЛЬНОЙ ПЕЧИ
Существуют два основных метода расчета индукционных канальных печей. Один из них основан на теории поглощения электромагнитных волн в металле. Этот метод предложен А.М.Вайнбергом и изложен в монографии «Индукционные канальные печи» [2]. Второй метод основан на теории трансформатора, работающего в режиме короткого замыкания. Одними из авторов этого метода являются С.А.Фардман и И.Ф.Колобнев [3]. Этот метод нашел широкое применение как инженерный метод расчета индукционных канальных печей [6, 7, 17].
В данной главе приводятся последовательность инженерного электрического расчета с элементами расчета по [3] индукционно-канальной печи и примеры расчета по отдельным этапам.
Схема инженерного расчета индукционной канальной печи приведена ниже.
ИСХОДНЫЕ
И СПРАВОЧНЫЕ
ДАННЫЕ
Оценка
производительности печи выбор
формы ванны печи. расчет полезной и
сливаемой емкости
выбор
типа и расчет поперечного сечения
печного трансформатора
коррекция расчета
выбор типа
электропечного трансформатора.
выбор напряжения
индуктора расчет
геометрических размеров и тока канальной
части индукционной единицы расчет
электрических параметров печи расчет
мощности конденсаторной батареи,
необходимой для повышения определение
количества индукционных единиц и числа
фаз печного трансформатора
расчет
охлаждения индуктора
тепловой расчет
печи




















![]()
![]()








Расчет тепловой
энергии
расчет
мощности печи
расчет
тока, геометрических
размеров
и
числа витков индуктора.
расчет
геометрических
размеров магнитопровода печного
трансформатора




Как правило, в качестве исходных данных для расчета принимаются [3]:
характеристики расплавляемого металла или сплава:
температура плавления и разливки;
плотность в твердом и расплавленном состоянии;
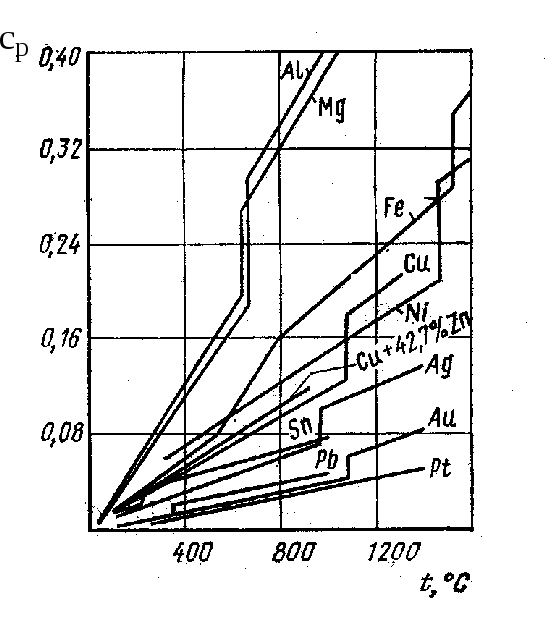
теплосодержание или энтальпия сплава при температуре разливки (зависимость энтальпии от температуры показана на рис. 3.1) или теплоемкость и скрытая теплота плавления;
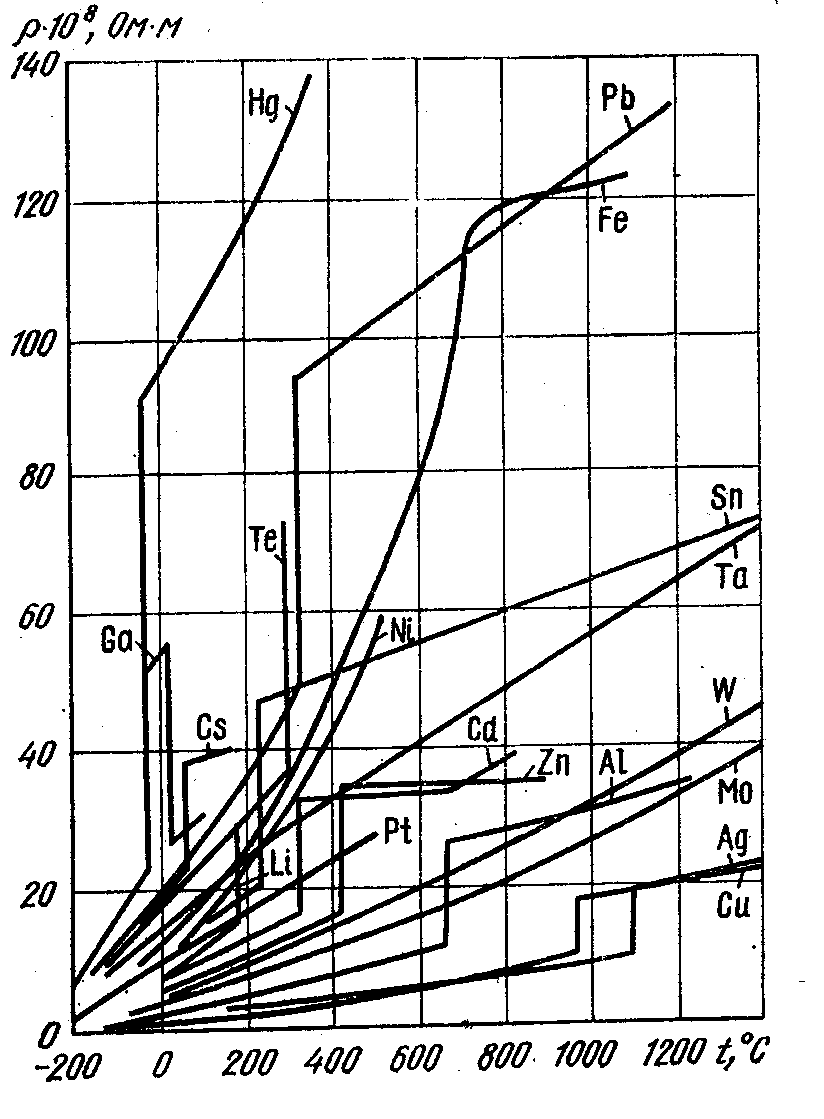
удельное сопротивление в твердом и расплавленном состоянии (зависимость удельного сопротивления от температуры показана на рис. 3.2);
|
|
|
|
Рис. 3.1. Энтальпия различных металлов |
Рис. 3.2. Зависимость удельного электрического сопротивления некоторых металлов от температуры |
- характеристики печи:
назначение печи;
емкость печи;
производительность печи;
длительность плавки и длительность загрузки и разливки;
- характеристики питающей сети:
частота питающей сети;
напряжение сети или напряжение вторичной обмотки электропечного трансформатора, питающего печь.
3.1. Определение емкости печи
Полная емкость
печи Gсостоит из
полезной (сливаемой) емкости![]() и остаточной емкости (емкости болота)
и остаточной емкости (емкости болота)![]() [3]
[3]
![]() =
=
![]() +
+![]() ,
кг. (3.1)
,
кг. (3.1)
Принцип действия канальной печи требует наличия постоянно замкнутой вторичной цепи. Поэтому все канальные печи работают с остаточной емкостью, составляющей обычно 20 – 50 %полной емкости печи и обеспечивающей постоянное заполнение канала жидким металлом.
Остаточная емкость (емкость болота)
![]() ,
кг, (3.2)
,
кг, (3.2)
где
![]() -
коэффициент, учитывающий остаточную
емкость (массу болота). Этот коэффициент
принимают равным0,2 – 0,5; причем
меньшие значения - для печей емкостью
более1тонны, а большие - для печей
емкостью менее1тонны.
-
коэффициент, учитывающий остаточную
емкость (массу болота). Этот коэффициент
принимают равным0,2 – 0,5; причем
меньшие значения - для печей емкостью
более1тонны, а большие - для печей
емкостью менее1тонны.
Полезная емкость (сливаемая емкость)
 ,
кг, (3.3)
,
кг, (3.3)
где
![]() - суточная производительность печи в
тоннах (т/сутки);
- суточная производительность печи в
тоннах (т/сутки);
![]() - число плавок в
сутки.
- число плавок в
сутки.
Число плавок в сутки
![]() ,
(3.4)
,
(3.4)
где
![]() - длительность плавки и подогрева жидкого
металла в часах,
- длительность плавки и подогрева жидкого
металла в часах,
![]() - длительность
разливки, загрузки, чистки и т.д. в часах.
- длительность
разливки, загрузки, чистки и т.д. в часах.
Следует отметить, что значение величины производительности весьма относительно. В справочной литературе значения производительности даются ориентировочно (табл. 3.1) [4, 5, 8].
Длительность
плавки и подогрева жидкого металла (![]() )
зависит от физических свойств (теплоемкости
и скрытой теплоты плавления) расплавляемых
металлов и сплавов. Повышение
производительности связано с уменьшением
величины
)
зависит от физических свойств (теплоемкости
и скрытой теплоты плавления) расплавляемых
металлов и сплавов. Повышение
производительности связано с уменьшением
величины![]() ,
что ведет к повышению подводимой к печи
мощности, и влияет на конструкцию печи,
т.е. вместо однофазной печи необходимо
будет разрабатывать трехфазную печь,
вместо одной индукционной единицы
необходимо будет использовать несколько
индукционных единиц и т.д.
,
что ведет к повышению подводимой к печи
мощности, и влияет на конструкцию печи,
т.е. вместо однофазной печи необходимо
будет разрабатывать трехфазную печь,
вместо одной индукционной единицы
необходимо будет использовать несколько
индукционных единиц и т.д.
С другой стороны,
увеличение
![]() может нарушить технологический процесс
плавки металла или сплава, например,
легирующие добавки могут испариться
до процесса разливки.
может нарушить технологический процесс
плавки металла или сплава, например,
легирующие добавки могут испариться
до процесса разливки.
В зависимости от
вида загружаемой шихты, скорости отливки,
размера сечения отливаемого слитка и
т.д. величина
![]() также может изменяться в довольно
широком диапазоне.
также может изменяться в довольно
широком диапазоне.
Поэтому при проведении расчетов необходимо величину производительности оценивать с учетом как технологии плавки металлов или сплавов, так и конструктивных особенностей разрабатываемой печи.
Если задана полезная емкость печи, то полная емкость определяется по выражению
![]() ,
кг. (3.5)
,
кг. (3.5)