

Задание № 1.17
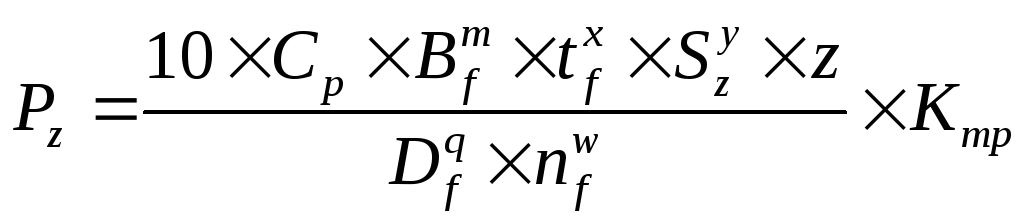
Заготовка из конструкционной стали фрезеруется на горизонтально-фрезерном станке торцовой фрезой из быстрорежущей стали.
Необходимо исследовать влияние подачи на зуб фрезы Sz на величину составляющей силы резания Pz.
Постоянные параметры
-
Сp
Bf
(мм)
Df
(мм)
z
n
(об/мин)
tr
(мм)
m
x
y
q
w
Kmp
825
60
80
8
100
5,0
1,1
1,0
0,75
1,3
0,2
0,75
Варьируемый параметр Sz (мм/зуб)
-
Начальное значение
Конечное значение
Шаг
0,06
0,16
0,01
Задание № 1.18
В отверстии на заготовке из конструкционной стали нарезается резьба метчиком на сверлильном станке.
Необходимо исследовать влияние диаметра резьбы Dc на величину крутящего момента Мкr.
![]()
ПосCтоянные параметры
-
Сm
pc
(мм)
Kp
q
y
0,027
1,5
0,75
1,4
1,5
Варьируемый параметр Dc (мм)
-
Начальное значение
Конечное значение
Шаг
12
30
2
Задание №с1.19
Шлифуется наружная цилиндрическая поверхность методом продольной подачи на круглошлифовальном станке.
Необходимо исследовать влияние скорости заготовки Vs на величину эффективной мощности Ne.
![]()
Постоянные параметры
-
Сn
ts
(мм)
Ss
(мм/об)
r
x
y
1,3
0,01
4
0,75
0,85
0,7
Варьируемый параметр Vs (м/мин)
-
Начальное значение
Конечное значение
Шаг
15
55
2
Задание №с1.20
Шлифуется наружная цилиндрическая поверхность методом врезного шлифования на круглошлифовальном станке.
Необходимо исследовать влияние ширины шлифования bs на величину эффективной мощности Ne.
![]()
Постоянные параметры
-
Сn
Vs
(м/мин)
ds
(мм)
r
z
q
0,14
30
45
0,8
1,0
0,2
Варьируемый параметр bs (мм)
-
Начальное значение
Конечное значение
Шаг
10
30
1