

3. Технологический процесс изготовления
литой заготовки.
3.1. Краткое описание технологического процесса
Формовка, сборка формы
Плавка металла (выполняется одновременно с формовкой)
Заливка
Выдержка
Выбивка
Обрубка (удаление облоя, выпоров, летников и т.д.)
Очистка (от окислов, пригаров и т.д.)
Грунтовка и маркировка
Литейная оснастка – это комплект приспособлений для изготовления отливок, в который входят модель отливки, модели элементов литниковой системы, модельные плиты, стержневые ящики, опоки, трамбовки ручные, встряхивающая машина, пескометная и прессовая машины и др.
3.2. Определение коэффициентов весовой точности, габаритности, коэффициента использования материала.
При оценке эффективности выбранного технологического процесса, должны быть отражены следующие показатели:
1. Коэффициент весовой точности:
Квт= Мд / Мз =26,78 / 28,34 = 0,945
где Мд – масса детали, кг;
Мз – масса заготовки, кг.
Коэффициент весовой точности наиболее полно характеризует степень приближения формы и размеров готовой детали к форме заготовки.
Следует стремиться, чтобы коэффициент весовой точности (Квт) соответствовал значениям: при серийном – Квт = 0,7-0,8;
2. Коэффициент габаритности.
Коэффициент габаритности (Кгб) определяется по формуле:
Кгб = V / M = 3,5/ 28,34 =0,124
где V – объем отливки, м3
М – масса отливки, кг.
Чем меньше коэффициент габаритности, тем технологичнее и рациональнее конструкция литой детали.
3. Коэффициент использования материала.
Коэффициент использования материала находится по выражению:
Ким= Мд / Мим = 26,78 / 28,34 = 0,945
где Мд – масса детали, кг.
Мим – масса исходного металла (норма расхода), кг.
Коэффициент использования материала отражает общий расход материала на изготовление детали.
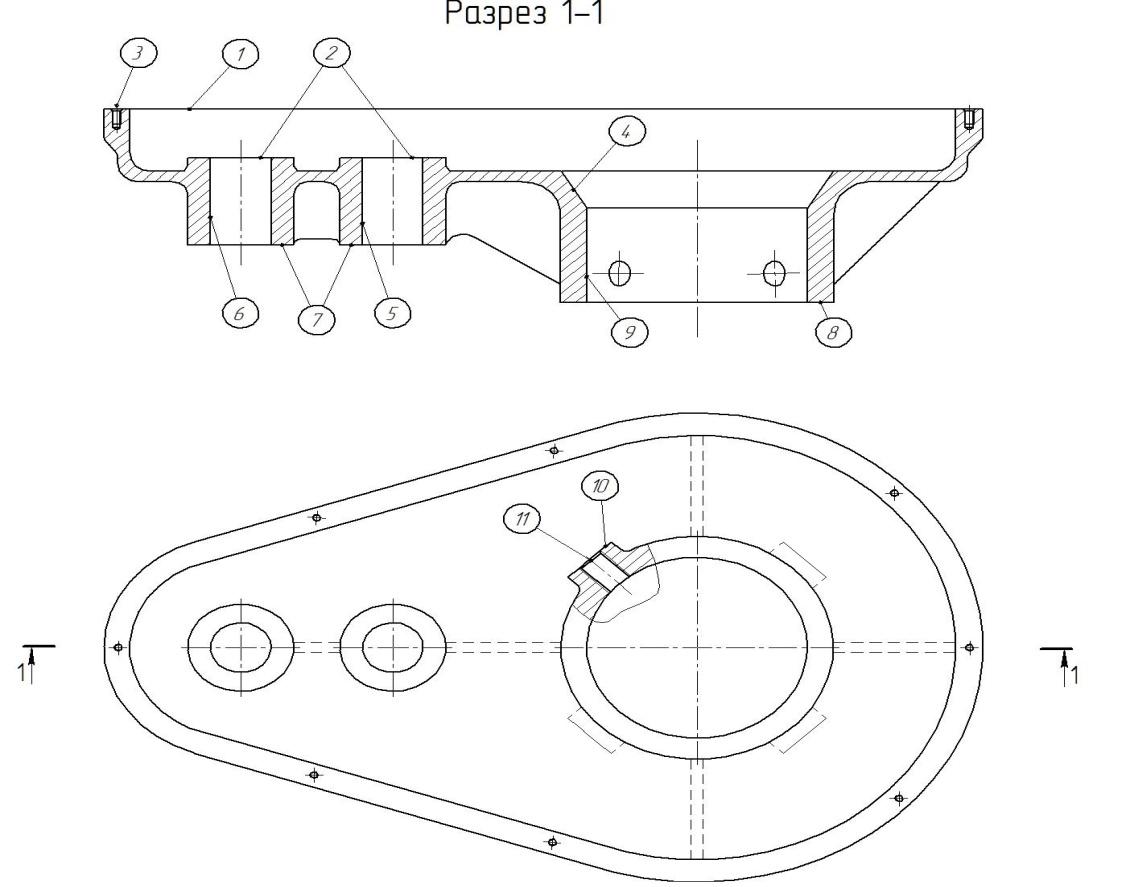
5. Маршрут технологии механической обработки, с указанием оборудования по операциям.
|
№ операции |
Наименование операции |
Вид станка |
№ обрабат. поверхности |
|
005 |
Заготовительная |
Литье в Песчанно-глинистую форму |
|
|
010 |
Фрезерная |
Вертикально-фрезерный |
1,2 |
|
015 |
Сверлильная |
Вертикально-сверлильный |
3,4 |
|
020 |
Фрезерная |
Вертикально-фрезерный |
7,8 |
|
025 |
Сверлильная |
Вертикально-сверлильный |
5,6,9 |
|
030 |
Фрезерная |
Горизонтально-фрезерный |
10 |
|
035 |
Сверлильная |
Горизонтально-сверлильный |
11 |
Уральский Федеральный Университет имени Первого Президента России Б. Н. Ельцина
Кафедра технология машиностроения.
Расчетно-графическая работа
Проектирование заготовок
Преподаватель: Фоминых С. И.
Студент: Жданова В.И
Группа: М-310101
Екатеринбург 2014