

Министерство образования и науки российской федерации
Новосибирский технологический институт (филиал)
федерального государственного бюджетного образовательного учреждения высшего профессионального образования
«Московский государственный университет дизайна и технологии»
(НТИ (филиал) «МГУДТ»)
«Утверждаю»
Зав. кафедрой ТДИК
_______ П.С. Карабанов
«_____» ________ 2012 г.
Расчет материальных потоков в производстве гофрокартона и тары из него
методическое указание к лабораторной работе
по дисциплине «Тара и ее производство»
для студентов, обучающихся по специальности
261201.65 – «Технология и дизайн упаковочного производства»
Новосибирск – 2012
Составитель: к.т.н., доц. Т.А. Дмитриенко
Рецензент: к.т.н., доц. Е.В. Черных
Работа подготовлена на кафедре «Технология и дизайн изделий из кожи» (протокол № 3 от «01» ноября 2012 г.).
Лабораторная работа №1
1 Цель работы
Научиться определять основные размеры и характеристики гофрокартона, картона для плоских слоев, бумаги для гофрирования, познакомится с входным контролем качества материалов, необходимых для производства гофрокартона, и научиться рассчитывать основные материальные потоки.
2 СОДЕРЖАНИЕ РАБОТЫ
Согласно выданному варианту задания (приложение), студенты выполняют работу в следующем порядке:
определяют основные параметры и размеры гофрокартона, а также его назначение и характеристику гофров (рисунок 1), согласно ГОСТ 52901-2007;

Рисунок 1 – Профиль гофра
t – шаг гофра, мм; h – высота гофра, мм.
записывают основные технические характеристики и требования к гофрокартону определенного класса и марки;
знакомятся с правилами маркировки и упаковки гофрокартона;
определяют основные параметры и размеры картона для плоских слоев и бумаги для гофрирования и записывают условное обозначение этих материалов;
записывают показатели качества с указанием нормативных значений для определенной марки картона для плоских слоев и бумаги для гофрирования (требования к картону для плоских слоев приведены в ГОСТ 53207-2008, к бумаге для гофрирования в ГОСТ 53206-2008), данные оформляют в виде таблицы 1;
Таблица 1 – Характеристика материалов по показателям качества
-
Наименование показателя
Норма для марки картона для плоских слоев
(указать марку)
Норма для марки бумаги для гофрирования (указать марку)
Размеры материала
1.
2.
…
знакомятся с правилами приемки и методами контроля картона для плоских слоев и бумаги для гофрирования;
выполняют расчет основных материальных потоков и заполняют таблицу 2.
Для обеспечения ритмичной работы предприятия по производству гофрокартона необходим расчет материальных потоков (рисунок 2).

Рисунок 2 – Функциональная модель производства гофрокартона
В производстве тары из гофрированного картона нормируется расход картона для плоских слоев, бумаги для гофрирования, клея для изготовления гофрированного картона.
Норма расхода материалов в производстве тары из гофрокартона - это максимально допустимое количество бумаги и картона, необходимое для производства единицы тары определенной конструкции и отвечающей требуемым прочностным и технико-экономическим показателям.
Норма расхода картона и бумаги определяется содержанием их в определенной конструкции тары и комплектующих деталях и величиной технологических отходов, образующихся в процессе изготовления картона и его переработки. Уравнение баланса основного материального потока выглядит следующим образом:
Ркар+Рб+Ркл=Ргк+Рто (1)
где Ркар – расход картона для плоских слоев;
Рб – расход бумаги для гофрирования;
Ркл – расход клея;
Ргк – выход гофрокартона;
Рто – нормированные технологические отходы, 10-15%.
Расход основных материалов удобнее всего выражать в единицах веса. Пересчет между весом Р и площадью S для бумаги и картона осуществляют по соотношению:
P=S×q (2)
где q – масса 1 м2 бумаги или картона, г/м2.
С целью упрощения расчета норм расхода, содержание картона и бумаги в таре и комплектующих деталях определяется в чистовых заготовках тары и комплектующих его деталях.
Площадь чистовых заготовок определяется внутренними размерами тары, припусками на линию сгиба, шириной соединительного клапана и другими элементами конструкции заготовки. Для того чтобы изготавливаемая тара из гофрокартона имела внутренние размеры точно в соответствии с заданными, необходимо правильно составлять раскройную карту, учитывая в ней все необходимые припуски (рисунок 3).
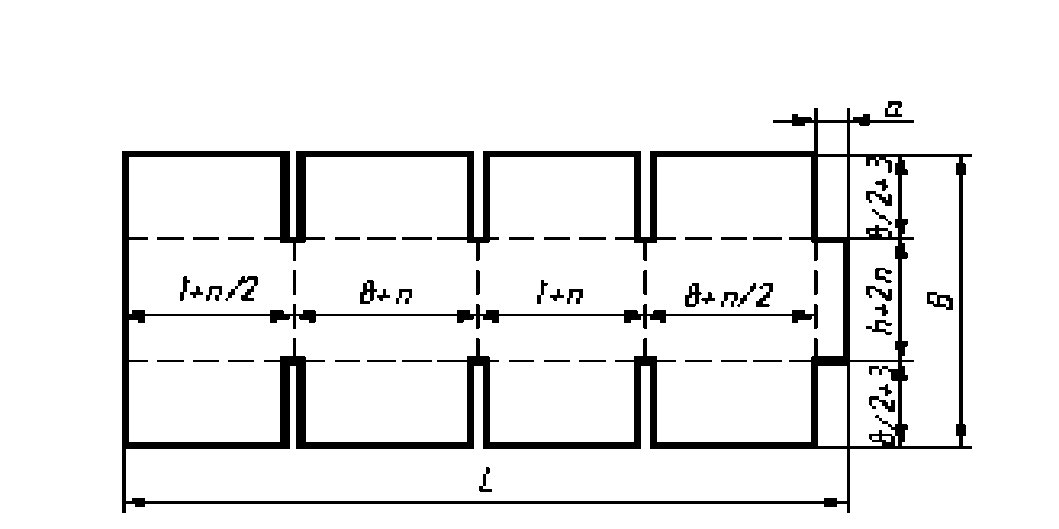

Рисунок 3 – Раскройные карты заготовки ящика и комплектующих изделий (исполнение 0201)
Суммарная площадь чистовых заготовок ящика и комплектующих его деталей определяется по следующей формуле:
S=S1+S2+…+Sn (3)
где S1, S2, … Sn – площади чистовых заготовок ящика, комплектующих деталей, входящих в комплект ящика (обечайка, перегородки, вкладыши и т.д.);
Площадь чистовой заготовки четырехклапанного ящика определяется по формуле:
S1=L×B (4)
где L и В – внутренние размеры ящика с припусками:
L=(b+n/2)+(l+n)+(b+n)+(l+n)+(а+n/2)=2b+2l+4n+a (5)
B=(b/2+3+n/2)+(h+n)+(b/2+3+n/2)= b+h+2n+6 (6)
где l – длина ящика, мм;
b – ширина ящика, мм;
h – высота ящика, мм;
п – припуск на линию сгиба, мм;
а – ширина соединительного клапана, мм;
6 – припуск на закрытие клапанов (по 3 мм на каждый клапан).
Площадь чистой заготовки обечайки находится по следующей формуле:
S2=(2l+2h+8t+4n+a)×(b+2t) (7)
Площадь картона для плоских слоев гофрированного картона на один ящик определяется по формуле, м2:
 (8)
(8)
где k – количество слоев плоского картона в гофрокартоне.
 (9)
(9)
где η – коэффициент гофрирования, учитывающий уменьшение длины полотна бумаги при образовании волнистого слоя гофрированного картона (η=1,2-1,5).
Коэффициент гофрирования определяется следующим отношением:
![]() (10)
(10)
где l – длина участка полотна бумаги до гофрирования, замеряется перед подачей бумаги на гофрирующие валы;
lо – длина участка после гофрирования.
Соотношение (2) справедливо и для расчета клея, но q в этом случае имеет смысл нормированного удельного расхода клея на м2 гофрокартона. Средний расход крахмального клея составляет 12-18 г/м2.
Требуемую годовую потребность в гофрокартоне Рггк определяют из соотношения:
![]() (11)
(11)
где i – количество видов упаковки из технологически однородной группы годовой программы предприятия.
Годовую потребность в гофрокартоне для каждого из i видов упаковки рассчитывают отдельно:
![]() (12)
(12)
где Кi – годовая программа выпуска i-го вида упаковки;
ki – количество раскроев индивидуальных заготовок упаковки на выбранном листе формата при позиционировании;
Sf – площадь выбранного листа формата.
Рассчитанное
количество выпускаемого в год гофрокартона
![]() служит
основой для определения необходимого
количества гофроделательных машин или
гофроагрегатов nг
в зависимости от их производительности
G
(м2/ч):
служит
основой для определения необходимого
количества гофроделательных машин или
гофроагрегатов nг
в зависимости от их производительности
G
(м2/ч):
![]() (13)
(13)
где Тг – годовой фонд рабочего времени, ч (при работе гофроагрегата 24 ч/смену × 250 раб. дней в году).