

1.4.3. Технико-экономическое обоснование выбора заготовки
Окончательное решение о выборе конкретного способа из полученного перечня, принимается после определения и сравнения себестоимости получения заготовки для каждого из рекомендуемых видов.
Себестоимость производства заготовок, без учёта затрат на предварительную механическую обработку:

где
С – базовая стоимость 1 т заготовок, руб/т
Кт.о. – коэффициент доплаты за термообработку и очистку заготовок, руб/т
Gзаг – масса заготовки, кг
Кт – коэффициент, учитывающий точностные характеристики заготовок
Кс – коэффициент, учитывающий серийность выпуска заготовок
Gдет – масса детали, кг
Sотх – стоимость 1 т отходов (стружки), руб
Кф – коэффициент, учитывающий инфляцию.
Масса заготовки: Gзаг = Gдет / К в.т. , где
К в.т – коэффициент весовой точности
Холодная объемная штамповка:
Gзаг = Gдет / К в.т = 9,95 / 0,6 = 16,58 кг

Горячая штамповка:
Gзаг = Gдет / К в.т = 9,95 / 0,8 = 12,43 кг

Исходя из результата расчёта себестоимости производства заготовок (холодная и горячая штамповка), приоритетной является горячая штамповка.
Далее рассчитываем параметры заготовки.
Наиболее целесообразно изготовление штамповкой поковок массой не более 50... 100 кг.
Определяем минимальные радиусы закруглений и галтелей (табл.2.35, Кондаков):
Материал – сталь;
Радиус, мм: галтели – 2,5…4,0 мм;
закругления – 1,5…2,5 мм.
Определяем группу материала (табл. 2.38, Кондаков):
-материал Сталь 10Х17Н13М2Т C=0.10% Σл.э.=34%
Следовательно группа материала М3
Определяем класс точности:
2 класс точности т.к. производство серийное.
Определяем степень сложности заготовки (табл. 4.41, Кондаков):

Vзаг = 711447,424 мм3
Vфиг = πR2×l = 6348216,275 мм3
Принимаем С4
Определение исходного индекса (табл. 2.42, Кондаков):
Исходя из массы поковки, группы стали, степени сложности, класса точности, определяем исходный индекс – 13.
Качество поверхности заготовок, полученных горячей объёмной штамповкой (табл. 2.45, Кондаков):
Масса поковки – 10,0…25,0 кг; Rz = 200 мкм, h = 250 мкм.
Определяем значение коэффициента выхода, годного для поковок, полученных горячей объёмной штамповкой (табл. 2.48, Кондаков):
Производство – серийное; масса штампованных поковок – 10,0…25,0, коэффициент равен 0,8.
Определяем коэффициент использования материала:
1.5 Проектирование маршрутного технологического процесса
На основе анализа типового техпроцесса составляем новый маршрутный техпроцесс изготовления детали.
Для начала делаем нумерацию каждой поверхности детали (см.рис.2), определяем необходимое количество переходов и сводим результаты в таблицу 4.
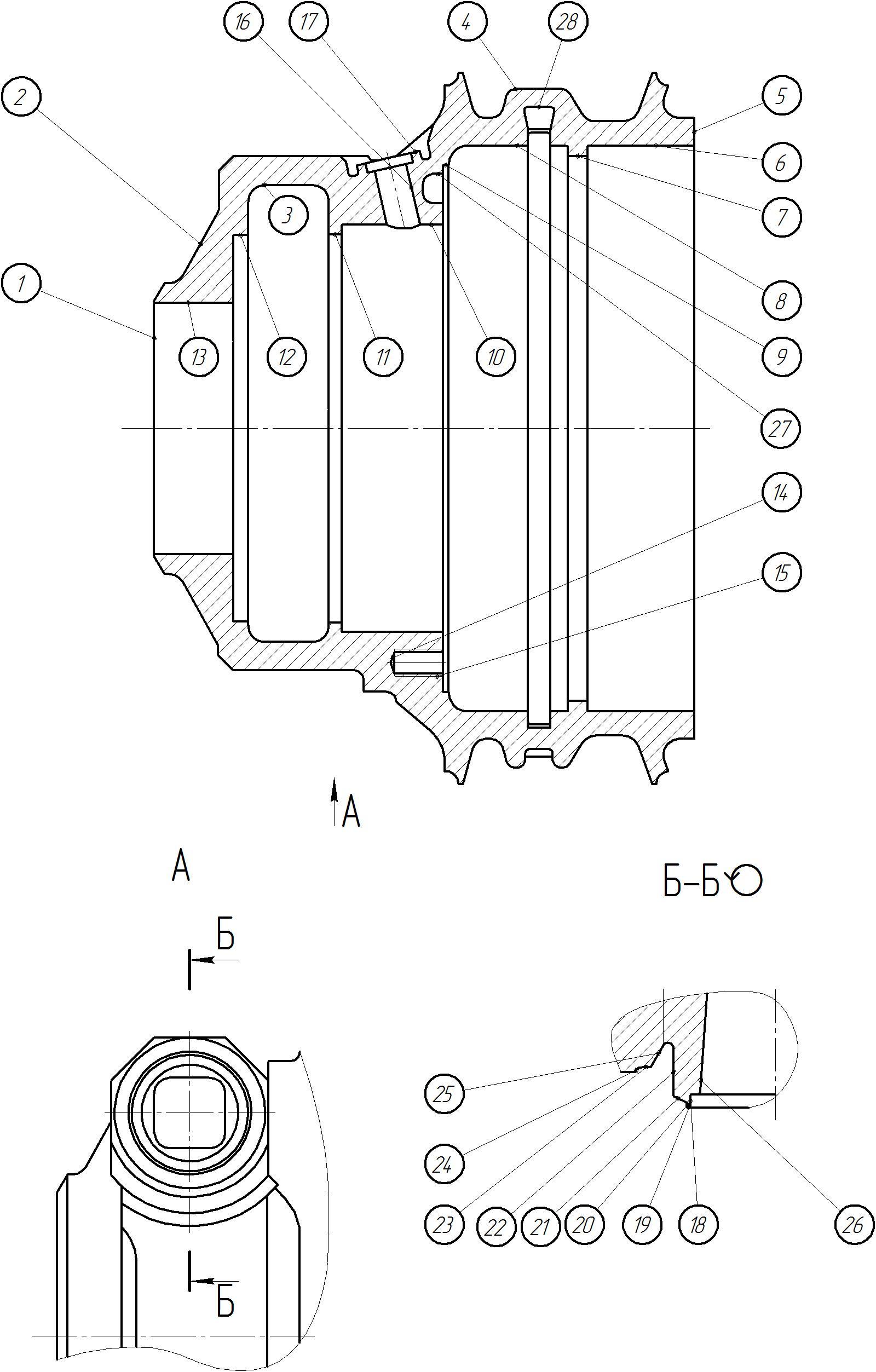
Рис. 2
Таблица 4
План обработки
|
№. Пов. |
Форма |
Ra, мкм |
IT |
Раз- мер, мм |
Вид обработки |
Дополнительные требования |
Примечание |
|
1. |
Пл-сть |
6,3 |
13 |
90 |
точение |
|
|
|
2. |
Конус |
6,3 |
14 |
|
точение |
|
|
|
3. |
Цилиндр |
3,2 |
16 |
25 |
фрезеров. |
|
|
|
4. |
Цилиндр |
6,3 |
13 |
|
точение |
|
|
|
5. |
Пл-сть |
6,3 |
11 |
190 |
точение |
|
|
|
6. |
Цилиндр |
3,2 |
11 |
175 |
точение |
|
|
|
7. |
Цилиндр |
3,2 |
11 |
168 |
точение |
|
|
|
8. |
Цилиндр |
3,2 |
11 |
175 |
точение |
|
|
|
9. |
Цилиндр |
3,2 |
11 |
163 |
точение |
|
|
|
10. |
Цилиндр |
3,2 |
11 |
126 |
точение |
|
|
|
11. |
Цилиндр |
3,2 |
11 |
120 |
точение |
|
|
|
12. |
Цилиндр |
3,2 |
11 |
119,5 |
точение |
|
|
|
13. |
Цилиндр |
3,2 |
11 |
78,6 |
точение |
|
|
|
14. |
Цилиндр |
6,3 |
11 |
10 |
сверление |
|
|
|
15. |
Цилиндр |
6,3 |
11 |
10 |
нар. резьбы |
|
|
|
16. |
отверстие |
6,3 |
12 |
10 |
сверление |
|
|
|
17. |
отверстие |
6,3 |
12 |
26 |
сверление |
|
|
|
18. |
Цилиндр |
6,3 |
12 |
36 |
фрезеров. |
|
|
|
19. |
Пл-сть |
6,3 |
12 |
38 |
фрезеров. |
|
|
|
20. |
Цилиндр |
6,3 |
12 |
38 |
фрезеров. |
|
|
|
21. |
Пл-сть |
6,3 |
12 |
46 |
фрезеров. |
|
|
|
22. |
Цилиндр |
6,3 |
12 |
46 |
фрезеров. |
|
|
|
23. |
Пл-сть |
6,3 |
12 |
70 |
фрезеров. |
|
|
|
24. |
Пл-сть |
6,3 |
12 |
70 |
фрезеров. |
|
|
|
25. |
Пл-сть |
6,3 |
12 |
52 |
фрезеров. |
|
|
|
26. |
Пл-сть |
6,3 |
12 |
22 |
фрезеров. |
|
|
|
27. |
Паз |
6,3 |
12 |
156 |
прожиг |
|
|
|
28. |
Паз |
3,2 |
10 |
210 |
прожиг |
|
|
Далее на основании этих данных, проектируем маршрутный технологический процесс:
005 Контрольная (Рис. 3)
Произвести сплошной контроль металла на стилоскопе СП-11
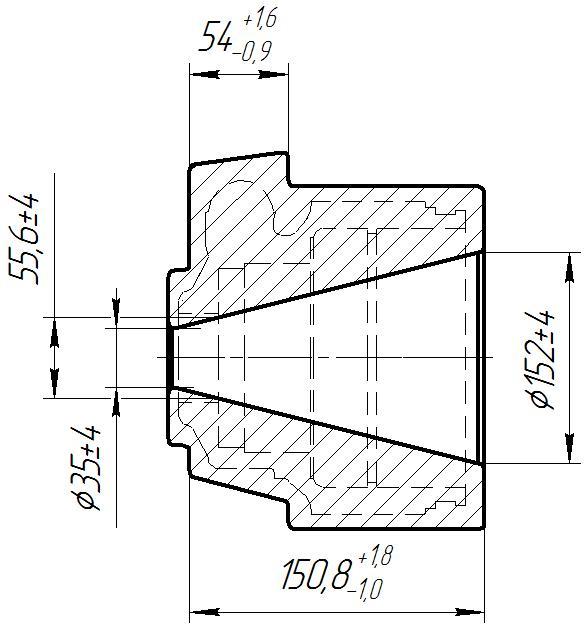
Рис. 3