

2.2 Выбираю исполнение протяжки 1 по гост 20365-74 хвостовика тип 2 исполнение 1 по гост 4044-70.
2.3 Припуск на диаметр
![]()
2.4 Подъем на зуб на сторону
![]() выбираю по табл. 105, количество зачищающих
зубьев беру
выбираю по табл. 105, количество зачищающих
зубьев беру![]()
Подъем на зуб зачищающих звеньев выбираю следующим образом:
![]()
2.5 Профиль и размеры зуба, размеры стружечных канавок.
K= 3 – коэффициент заполнения стружечной канавки выбираю по табл. 107
![]() - площадь сечения канавки
- площадь сечения канавки
![]() - площадь сечения канавки
- площадь сечения канавки
Ближайшее большее сечение канавки
![]() по табл. 106
по табл. 106
При криволинейной форме стружечной канавки зуба принимаю по ГОСТ 20365-74
h= 2мм – глубина канавки
b= 1.5мм – длина задней поверхности
r= 1мм – радиус закругления канавки
t= 4,5 – шаг протяжки
![]() - шаг калибрующих зубьев
- шаг калибрующих зубьев
R= 3мм
Согласно ГОСТ 20365-74 фаска на калибрующих зубьях не требуется
2.6 Геометрические элементы лезвия режущих и калибрующих зубьев беру из краткого справочника металлиста
![]()
Предельное отклонение предельных углов
всех зубьев
![]() ,
задних углов режущих зубьев
,
задних углов режущих зубьев![]() ,
задних углов калибрующих зубьев
,
задних углов калибрующих зубьев![]()
Число стружкоразделительных канавок и их размеры беру из табл. 108
n= 10 – число канавок
m= 1 – ширина канавок
![]() - глубина канавок
- глубина канавок
r= 0.2мм – радиус закругления канавок
2.7 Максимальное число одновременно работающих зубьев
![]()
2.8 Размеры режущих зубьев
Диаметр первого зуба равен диаметру передней направляющей части:
![]()
Диаметр каждого последующего зуба увеличивается на:
![]()
На последних трех зачищающих зубьях, предшествующих калибрубщим, подъем на зуб увеличиваю согласно пункту 2.
2.9 Диаметр калибрующих зубьев
![]() ,
,
где
![]() - максимальный диаметр обработанного
отверстия
- максимальный диаметр обработанного
отверстия
![]() -
изменение диаметра отверстия после
протягивания
-
изменение диаметра отверстия после
протягивания
2.10 Число режущих зубьев
![]()
Учитывая пункт 7 принимаю
![]()
2.11 Число калибрующих зубьев
Для цилиндрической протяжки отверстия
8-го квалитета
![]()
2.12 Длина протяжки от торца хвостовика до первого зуба
![]() ,
,
где
![]() - длина входа хвостовика в патрон
быстросменный автоматический по ГОСТ
16885-71
- длина входа хвостовика в патрон
быстросменный автоматический по ГОСТ
16885-71
![]() - зазор между патроном и стенкой опорной
плиты станка
- зазор между патроном и стенкой опорной
плиты станка
![]() - толщина стенки опорной плиты протяжного
станка
- толщина стенки опорной плиты протяжного
станка
![]() - высота выступающей части планшайбы
- высота выступающей части планшайбы
![]() - длина передней направляющей с учетом
зазора между заготовкой и первым зубом
- длина передней направляющей с учетом
зазора между заготовкой и первым зубом
![]()
2.13 Конструктивные размеры хвостовой части протяжки
По ГОСТ 4044-70 выбираю хвостовик тип 2 исполнение 1 без предохранения от вращения с наклонной опорной поверхностью табл. 101

![]()
![]() -
диаметр передней направляющей
-
диаметр передней направляющей
![]() - длина переходного конуса (принимаю
конструктивно)
- длина переходного конуса (принимаю
конструктивно)
![]() - длина передней направляющей до первого
зуба
- длина передней направляющей до первого
зуба
![]() - полная длина хвостовика
- полная длина хвостовика
2.14 Общая длина протяжки
![]() ,
,
где
![]() - длина протяжки от торца хвостовика до
первого зуба
- длина протяжки от торца хвостовика до
первого зуба
![]() - длина режущих зубьев
- длина режущих зубьев
![]() - длина зачищающих зубьев
- длина зачищающих зубьев
![]() - длина калибрующих зубьев
- длина калибрующих зубьев
![]() - длина задней направляющей
- длина задней направляющей
![]()
Принимаю
![]()
2.15 Максимально допустимая главная составляющая сила резания
![]() ,
,
где
![]() (для γ = 15º)
(для γ = 15º)
![]() (при применении СОЖ)
(при применении СОЖ)
![]() (для зубьев протяжки со струдкоразделительными
канавками)
(для зубьев протяжки со струдкоразделительными
канавками)
тогда
![]()
В моем случае тяговая сила станка 10000кгс(≈100000Н), следовательно, обработка возможна
2.16 Проверяю конструкцию протяжки на прочность.
Рассчитаю конструкцию на разрыв во впадине первого зуба
![]() ,
,
где площадь опасного сечения во впадине первого зуба
![]()
напряжение в опасном сечении
![]()
Рассчитаю напряжение в опасном сечении
хвостовика (![]() )
)
![]()
![]()
Полученные напряжения допустимы
Рассчитаю хвостовик на смятие
![]() ,
,
где
![]() - опорная площадь замка
- опорная площадь замка
![]()
![]()
Полученные напряжения допустимы
Допустимое напряжение при смятии не превышает 600МПа, условие прочности выполняется.
2.17 Предельные отклонения на основные элементы протяжки и другие технические требования выбираю по ГОСТ 5688-61
2.18 Центровые отверстия выполняю по ГОСТ 14034-74 форма В.
3. МНОГООПЕРАЦИОННЫЕ СТАНКИ
3.1 ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ И КОМПОНОВКИ
СТАНКОВ МНОГООПЕРАЦИОНЫХ СТАНКОВ С ЧПУ.
Многооперационные станки с ЧПУ (МС) - станки, предназначенные для многоцелевой обработки, отличаются от станков с ЧПУ обычного исполнения главным образом наличием устройства для хранения и автоматической смены режущих инструментов. Технологические возможности МС чрезвычайно широки, на них можно выполнять фрезерование, сверление, растачивание, нарезание резьб, развертывание и т. д. в большинстве случаев при одном установе заготовки.
Многооперационные станки обладают среди всех станков с ЧПУ наивысшей степенью универсальности. На одном и том же станке можно обрабатывать разнообразные по конструкции и назначению детали: корпусные и плоскостные детали, рычаги, вилки, планки, кронштейны и т. д.
Основные особенности современных МС: автоматизация всего цикла обработки (формообразования, изменения режимов резания, выполнения вспомогательных команд); многоинструментность в результате последовательно вводимых в работу разнообразных инструментов; быстродействие при выполнении вспомогательных команд и холостых перемещений, повышение доли основного времени в операционном до 70-90 %; повышенная точность обработки; возможность быстрой переналадки.
Наличие у станков поворотных столов позволяет во многих случаях осуществлять обработку сложных корпусных деталей со всех сторон, кроме базовой поверхности, по которой произведена установка и закрепление. Высокая точность МС обеспечивает возможность выполнения как черновых, так и чистовых операций, благодаря чему на МС можно производить полную обработку детали без каких-либо дополнительных доделок.
Компоновки многооперационных станков весьма разнообразны (рис. 111). Многие из них сохранили внешние черты и особенности компоновок универсальных станков с ручным управлением. Однако при внешнем сходстве на МС существенно изменены все основные узлы и механизмы. Минимальное число управляемых координат в МС - три. Для расширения технологических возможностей увеличивают число координат. Четвертая управляемая координата может быть предназначена на дополнительное продольное перемещение шпинделя, пиноли, ползуна, пятая - на поворот стола, шестая - на программируемое поперечное выдвижение расточного инструмента в специальной план-суппортной головке.
МС для корпусных деталей можно разделить на две группы, характеризуемые расположением оси шпинделя относительно рабочей поверхности стола с перпендикулярным расположением шпинделя к зеркалу стола (вертикальным) (табл. 49); с параллельным расположением шпинделя относительно зеркала стола (горизонтальным) (табл. 50).
Вертикальный шпиндель и горизонтальный стол станков первой группы обеспечивают доступ инструментов к одной стороне заготовки. Такие станки особенно выгодно применять для деталей, у которых объем обработки е одной стороны превышает объемы обработки с других.
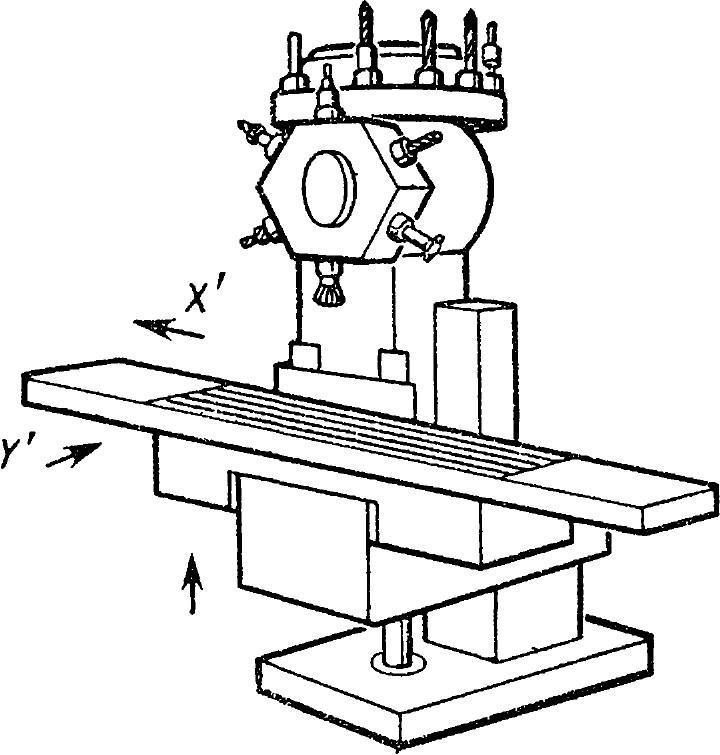

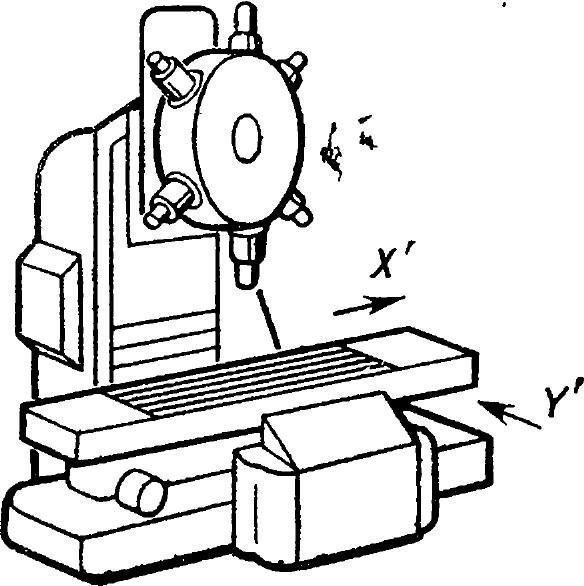


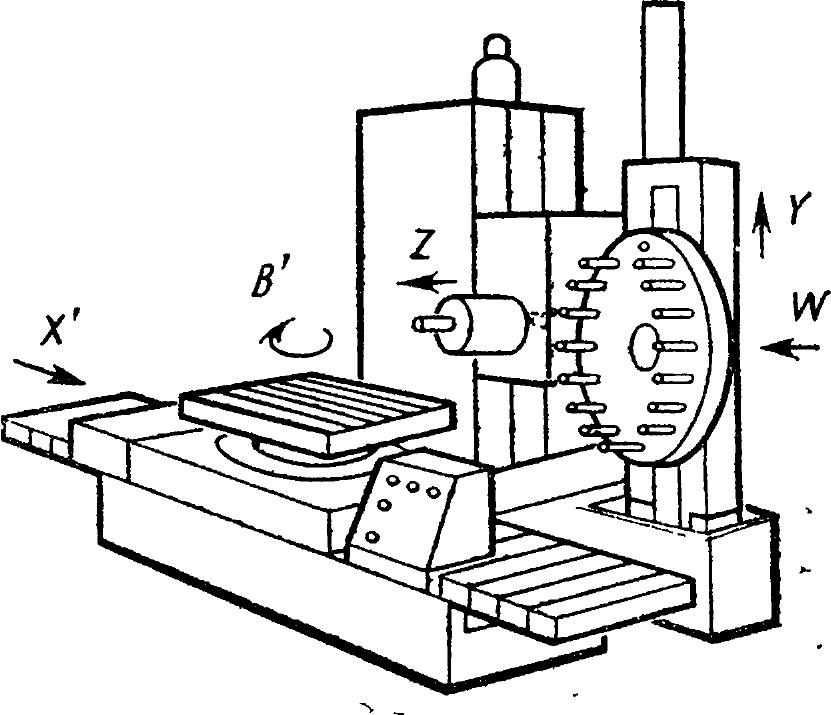
Рис. 111. Компоновки многооперационных станков