

7.2. Изготовление пресс-форм
Как уже говорилось, при тиражировании художественных отливок пресс-формы изготавливают по так называемой мастер-модели, которая является копией авторского оригинала. Существует несколько способов изготовления пресс-форм: заливка мастер-модели водной суспензией гипса; отверждение пластмассы; нанесение на мастер-модель металлического слоя электролитическим способом. Если мастер-модель выполнена из металла, пресс-форму можно изготовить заливкой мастер-модели более легкоплавким металлом.
Поскольку художественная отливка, как правило, имеет очень сложную поверхность с поднутрениями на различных уровнях, углублениями, наилучшим материалом для пресс-форм являются различные герметики типа виксинта или формопластов. (Технология изготовления пресс-формы из герметика описана в гл. 8.)
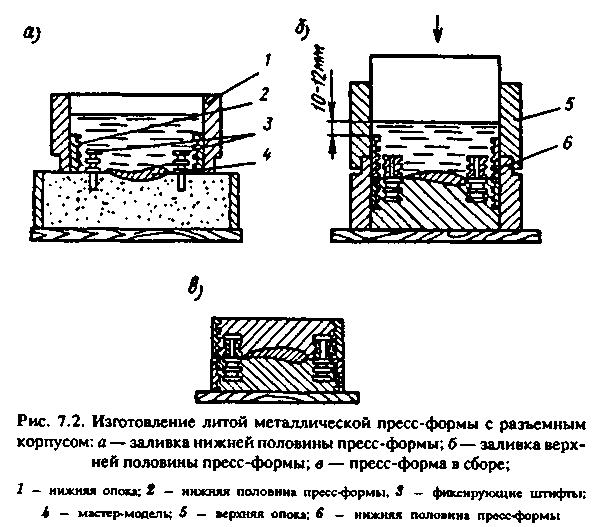
Схема изготовления литой металлической пресс-формы представлена на рис. 7.2.
Первоначально на мастер-модели 4 намечают линию разъема будущей пресс-формы. Затем мастер-модель заформовывают обычным способом до намеченной линии разъема и вставляют фиксирующие штифты 3 со втулками. Устанавливают нижнюю опоку 1 со вставленным в нее корпусом пресс-формы и заливают сплав (рис. 7.2, а). Отлитую половину пресс-формы переворачивают, устанавливают верхнюю опоку 5 с корпусом пресс-формы и заливают сплав (рис. 7.2, б).
157
Аналогичным способом изготавливают гипсовые и пластмассовые пресс-формы.
Для изготовления пресс-форм методом электролиза необходимо, чтобы мастер-модель имела конфигурацию, технологичную для галь-ванопластическнх операций. Полученную этим методом металлическую коронку заливают гипсом или сплавами алюминия.
7.3. Изготовление моделей и модельных блоков
Основным способом изготовления моделей из легкоплавких составов является запрессовка пастообразной массы в рабочую полость пресс-формы. Для этого используются ручные шприцы, шприц-машинки с ручной запрессовкой, механические, гидравлические и пневматические прессы.
Модели из парафино-полиэтиленового состава, а также составов на основе буроугольного воска изготовляют на установках с подогревом шлангов из-за повышенной вязкости этих модельных составов.
Модели из вспенивающегося полистирола получают, как правило, на термопластавтоматах.
Модели мелких изделий компонуют в модельные блоки путем при-паивания моделей к литниковым системам вручную электропаяльником, нагретым до 100—130 ° С.
158
Литниково-питающие системы конструируют так, чтобы обеспечить спокойное заполнение формы металлом, удобство нанесения огнеупорного покрытия на поверхность модельного блока, а при формовке — заполнение наполнителем всех промежутков между отдельными элементами и предотвращение их поломки.
7.4. Изготовление форм
В качестве огнеупорной основы формовочных смесей применяют кварцевый песок, пылевидный кварц, плавленый кварц, электрокорунд, циркон, дистен-силлиманит, шамот, магнезит, графит (см. гл. 3). Связующими материалами служат этилсиликат, жидкое стекло, гипс.
7.4.1. ПРИГОТОВЛЕНИЕ ОГНЕУПОРНОЙ СУСПЕНЗИИ И ГИПСОВОЙ МАССЫ
Огнеупорные суспензии (этилсиликатные и жидкостекольные), как правило, готовят в специальных установках.
Приготовление этилсиликатной суспензии. Для приготовления этилсиликатной суспензии рекомендуется использовать установки, у которых частота вращения крыльчатки составляет до 2500 мин"1. На практике суспензию иногда готовят вручную, если к качеству поверхности отливки не предъявляется высоких требований.
Этилсиликатную суспензию готовят двумя способами — раздельным и совмещенным.
При раздельном способе предварительно готовят гидролизо-ванный этилсиликат, затем в него вводят огнеупорную составляющую при постоянном перемешивании. Суспензию выдерживают в течение получаса до полного удаления из нее пузырьков замешанного воздуха.
При использовании совмещенного метода в этилсиликат сначала вводят, непрерывно перемешивая, растворитель (гидролизный спирт, ацетон или изопропиловый спирт). Затем всыпают часть (0,7—0,8 от общего количества) огнеупорного материала и перемешивают в течение 10—15 мин. Далее вливают воду, подкисленную соляной или азотной кислотой, продолжая перемешивать в течение 30—40 мин. Наконец, добавляют оставшуюся часть огнеупорного материала и специальные добавки (глицерин, борную кислоту и др.), перемешивают еще в течение 10—15 минут.
Приготовление жидкостекольной суспензии. Для приготовления жидкостекольной суспензии в жидкое стекло добавляют сначала огнеупорную глину (глинозем или шамот), а затем пылевидный кварц. Огнеупорные составляющие вводят при непрерывном перемешивании в течение часа. Для улучшения технологических свойств в суспензию иногда добавляют 4% веретенного масла. Готовую суспензию выдерживают в течение 5—8 мин до удаления пузырьков воздуха.
159
Приготовление гипсовой массы. Жидкую гипсовую массу для форм, в которые заливают алюминиевые и магниевые сплавы готовят обычно в смесителях пропеллерного типа. В воду предварительно вводят замедлитель схватывания (0,15—0.30% от массы сухой смеси).
Если форма предназначена для литья магниевых сплавов, добавляют также 1 % борной кислоты для предотвращения загорания магния при заливке. Кислота, кроме того, замедляет схватывание гипса.
Составы некоторых огнеупорных покрытий приведены в табл. 7.3.
7.4.2. НАНЕСЕНИЕ ОГНЕУПОРНОГО ПОКРЫТИЯ НА МОДЕЛЬ
Перед нанесением огнеупорного покрытия модель обезжиривают 1,5%-ным водным раствором нейтрального мыла, соды или олеиновой кислоты и т. п.
Огнеупорное покрытие наносят на модель путем однократного погружения в суспензию, или двух-, или трехкратного с интервалами 10—25 с для сушки очередного слоя на воздухе. Модельный блок после последнего погружения в суспензию обсыпают зернистым огнеупорным материалом (см. табл. 7.3). Если предусмотрено вытапливание модели в горячей воде, жидкостекольное покрытие закрепляют 18%-ным водным раствором хлористого аммония, подкисленного 0,3% соляной кислоты. Для закрепления покрытия модель после нанесения очередного слоя погружают в бачок с закрепителем на 40—90 с.
При изготовлении комбинированных форм для получения отливок из цветных сплавов модель погружают в подготовленную быстротвер-деющую гипсовую массу и выдерживают в ней до затвердевания массы.
7.4.3. СУШКА ОГНЕУПОРНОГО ПОКРЫТИЯ
Для формирования керамической оболочки огнеупорное покрытие подвергают воздушной, воздушно-аммиачной и вакуумно-аммиачной сушке.
Как показывает практика, огнеупорное покрытие на основе этилси-ликата можно высушить на воздухе за 4—10 ч. Продолжительность сушки зависит от числа нанесенных слоев, от размеров и сложности модели. Продолжительность воздушно-аммиачной сушки составляет 1.0—3,5 ч, вакуумно-аммиачной сушки — 15—30 мин.
Для сушки моделей в аммиачных шкафах берут 1,5—2,0 л аммиачной воды плотностью 0,89—0,95 г/см3 на 1 м3 объема сушильного шкафа. Температура в шкафу составляет 18_25° С.
Комбинированные покрытия, включающие два или три упрочняющих жидкостекольных слоя, сушат на воздухе в течение 5—6 ч. Причем температура сушки составляет 22-28° С для этилсиликатного слоя и 22—31 °С для жидкостекольного.
160

Ускоренную сушку комбинированных форм, основанную на взаимном закреплении чередующихся этилсиликатного и жидкостекольного слоев, производят в потоке воздуха со скоростью 4—5 м/с при температуре 25—28° С в течение 1,5—2 ч.
Гипсовые формы сушат на воздухе в течение 3—4 ч.
7.4.4. УДАЛЕНИЕ МОДЕЛЬНОГО СОСТАВА ИЗ КЕРАМИЧЕСКИХ ОБОЛОЧЕК
Модельный состав из керамических оболочек может удаляться несколькими способами, а именно: выплавлением (легкоплавкие модельные составы), растворением (составы на основе карбамида и пено-полистирола) или выжиганием (блочный полистирол и пенополистирол). Выплавление. Легкоплавкие модели выплавляют в горячей воде, в расплавленном модельном составе той же марки, горячим воздухом в камерных электрических печах, в паровой камере, в автоклаве.
Удаление моделей в горячей воде обычно производят в специальных емкостях при температуре 96—98° С. Возврат модельного состава при этом составляет 90—95%. Керамические оболочки после удаления моделей подсушивают на воздухе не менее 3 ч или в сушильном шкафу при ПО—150 °С в течение 1—2 ч.
Удаление моделей в расплавленном и перегретом (на 30—40 ° С) модельном составе той же марки обеспечивает некоторое упрочение оболочек, но при этом увеличивается расход модельного состава (возврат составляет менее 70%).
Выплавление модельного состава горячим воздухом производят в специальных установках при температуре 120—200 ° С в течение 10—20 мин. Возврат модельного состава при этом равен 80—90 %. При использовании камерных сушил удаление моделей продолжается 6—8 ч при температуре ПО—120° С.
Растворение. Модели из пенополистирола растворяют в толуоло-ацетоновом растворителе (1:1) от 15 мин до нескольких часов, в зависимости от плотности материала.
Выжигание. Модели из блочного полистирола выжигают обычно в печах, прокаливая при температуре 950—980° С.
Модели из гипсовых форм выплавляют обычно в паровой камере под давлением 0,025 МПа в течение 3—4 ч. Возврат модельной массы составляет 90%.
7.4.5. ПРОКАЛИВАНИЕ ФОРМ
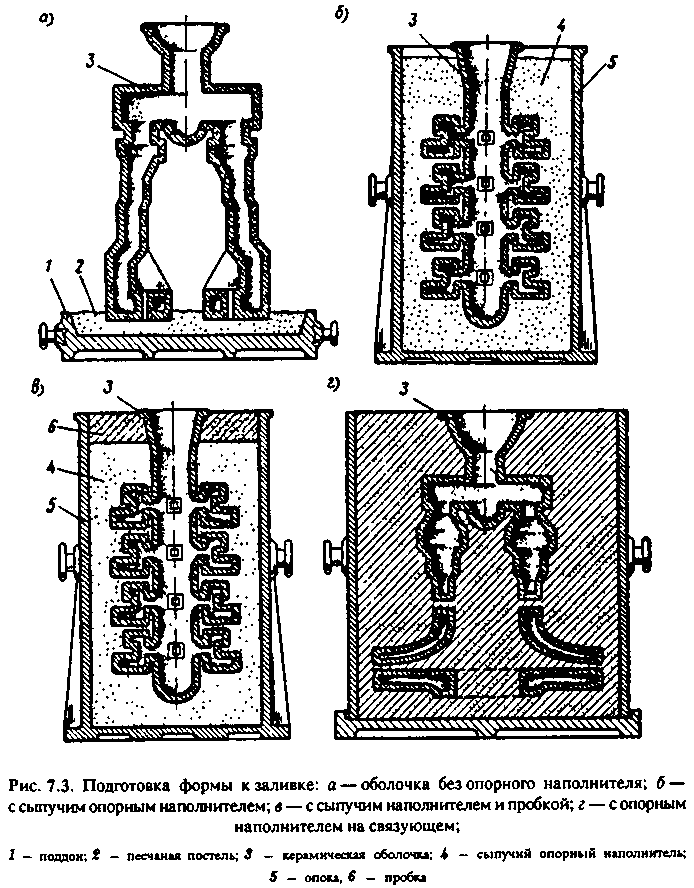
После удаления модельного состава керамическую оболочку готовят к заливке металла. Возможны несколько вариантов (рис. 7.3). Если оболочка достаточно прочна, ее прокаливают и ставят под заливку.
162
Если прочность оболочки недостаточно высока, чтобы исключить разрушение при заливке, ее заформовывают в опоки из жаростойкой стали и засыпают сухим наполнителем: кварцевым песком, отходами керамических покрытий, шамотом, магнезитом и др. Иногда используют жидкий наполнитель с цементом, иногда ограничиваются применением «пробки» на сухом наполнителе.
Чтобы удалить остатки модельного состава и завершить формирование керамики, опоки с помещенными в них оболочками прокаливают в электрических или газовых камерных печах. Желательно оболочки на основе кварца, электрокорунда, циркона, шамота прокаливать при температуре 1200—1300°С в течение 10—30 мин. Если температуру снизить до 9ОО ° С, продолжительность прокаливания увеличивается на несколько часов.
Гипсовые формы для литья алюминиевых сплавов рекомендуется прокаливать при температуре до 600"С в течение 3—12 ч, для литья медных сплавов — при температуре до 700 ° С в течение 5—20 ч, для литья магниевых сплавов — при температуре до 500 °С в течение 12—15 ч.
7.5. ПЛАВКА МЕТАЛЛА И ЗАЛИВКА ФОРМ
Для плавки металла могут быть использованы любые плавильные печи, которые обеспечивают требуемое качество сплава
При литье стали и чугуна по выплавляемым моделям широко применяются индукционные тигельные печи, позволяющие в широком диапазоне регулировать температуру заливаемого металла.
Для плавки алюминиевых сплавов чаще всего используют тигельные печи, печи сопротивления и индукционные печи промышленной частоты.
Стальные и чугунные отливки, как правило, изготавливают в формах, нагретых до 600 ° С. Температура форм для алюминиевого литья составляет 200—300 ° С.