

Нарезание метрических резьб
Настройка механизма
подач для нарезания этой резьбы
производится путем установки блоков
гитары 64:42 и 97:50 так, чтобы передача
осуществлялась через колеса с передаточным
отношением uVIII-IX=![]() и включением муфт М2, М3 и М10. Блок
становится в этом случае ведущим.
и включением муфт М2, М3 и М10. Блок
становится в этом случае ведущим.
Уравнение винторезной
цепи

где t – шаг ходового винта, t=12 мм.
Для настройки цепи
на определенный шаг резьбы можно
воспользоваться упрощенным уравнением
P![]() (мм).
(мм).
Подставляя семь указанных ранее значений Z и четыре значения U2, можно получить 28 значений шагов резьбы в пределах
от
![]() до
до![]()
Из 28 только 19 значений шагов совпадают с применяемыми метрическими резьбами.
Нарезание модульных резьб
Настройка механизма
подач для нарезания модульных резьб
производится так же, как для нарезания
метрических. Блоки гитары 64:42 и 97:50
устанавливаются так, чтобы передача
осуществлялась через колеса с передаточным
отношением uVII-IX=![]() .
При этом получаемый шаг резьбы изменяется
в число раз, равное
.
При этом получаемый шаг резьбы изменяется
в число раз, равное
Поэтому получаемый
шаг модульной резьбы
![]() ,
,
модуль
 .
.
Нарезание дюймовых резьб
Настройка механизма подач для нарезания этих резьб производится так же, как и на метрические, но включается только муфта М10, а все остальные выключаются. В результате этого блок Б10 зубчатых колес становится ведомым.
Уравнение баланса кинематической цепи в этом случае

Формула настройки
![]() ,
мм
,
мм
Дюймовые резьбы характеризуются не шагом, а числом ниток К на один дюйм длины резьбы. Число ниток находят из формулы
![]() .
.
Подставляя в формулу семь значений z и четыре значения и2, получают 28 различных значений К, из которых 20 - стандартные значения.
Нарезание резьбы с увеличенным шагом
Для получения увеличенного шага резьбы шестерня z=45 вводится в зацепление с шестерней z= 45 вала III. В этом случае передача от вала VI на вал VII осуществляется через валы V, IV и III со следующими передаточными отношениями:
а) при частоте
вращения шпинделя в диапазоне n=12,5…40
об/мин
![]()
uiVI-VII=![]() ;
;
б) при частоте
вращения шпинделя в диапазоне n=50…160
об/мин
![]()
uiVI-VII=![]() .
.
В результате получаемый шаг метрических и модульных резьб увеличивается в 8 или 32 раза, а число ниток на один дюйм и питч уменьшается в то же число раз.
При нарезании резьб с увеличенным шагом частотой вращения шпинделя чем 160 об/мин не пользуются.
Нарезание точных резьб
При нарезании этих
резьб включаются муфты М2, М4, М5. В этом
случае передача осуществляется от
шпинделя более через сменные шестерни
гитары uVII-IX=![]() на вал и далее напрямую на ходовой винт
XVI.
на вал и далее напрямую на ходовой винт
XVI.
Уравнение баланса винторезной кинематической цепи

Для метрической
резьбы
![]() .
.
Для модульной
резьбы P=m
получаем
![]() .
.
Для дюймовой
резьбы![]() получаем
получаем![]() .
.
Для питчевой резьбы
![]() получаем у
получаем у![]() .
.
Комплект сменных зубчатых колес, нужных для нарезания точных резьб, поставляется к станку 1К62 по особому заказу.
Кинематическая цепь ускоренного перемещения суппорта. Привод этой цепи осуществляется от электродвигателя М2 со скоростью:
а) в продольном направлении
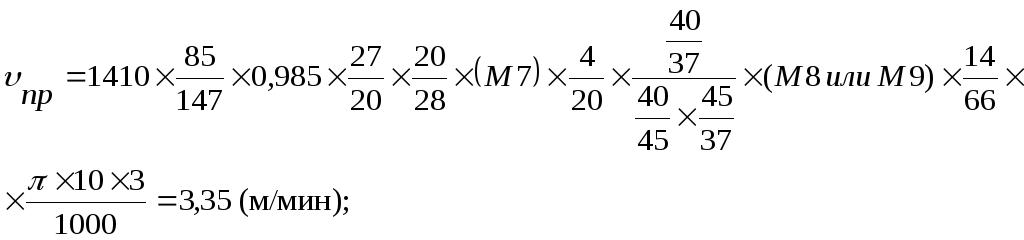
б) в поперечном направлении

Приложение
Таблица 1

Таблица 2

Таблица 3

Таблица 4
