

Дуговые сталеплавильные печи
2.1. Классификация и Принцип действия дсп
Основное назначение дуговой сталеплавильной печи (ДСП) – производство стали из металлолома (скрапа). В отличие от мартеновских печей и конверторов, работающих на природном топливе, в ДСП происходит выделение энергии за счёт горения электрической дуги между электродом и переплавляемым металлом. Такой способ нагрева позволяет достигнуть более высокой концентрации энергии по сравнению с традиционным топливом.
Процесс производства электростали весьма энергоёмок. Расход электроэнергии составляет (500-1000) кВт.ч/т. В связи с тем, что электроэнергия, как правило, дороже, чем эквивалентное количество природного топлива, себестоимость электростали получается выше, чем себестоимость мартеновской стали. Однако плавка в дуговой печи позволяет получать высококачественную легированную сталь, а так же перегретую сталь для фасонного литья, что не возможно при мартеновском производстве. В последнее время, по мере уменьшения стоимости электроэнергии и увеличения мощности ДСП, происходит снижение разницы в стоимости передела металла в дуговой и мартеновской печах. Сейчас в мощных дуговых сталеплавильных печах получают и низколегированные стали, в этом случае ДСП лучше приспосабливается к характеру скрапа.
В России дуговые сталеплавильные печи изготовляют с номинальной ёмкостью от 0,5 до 200 тонн.
Растущий спрос на специальные виды сталей и развитие мини-миллов (небольших прокатных заводов, имеющих в составе электропечи) упрочил позиции этого способа производства стали. Развитие основных процессов производства стали с середины XX века представлено на диаграмме рис. 2.1.
Доля мартеновского производства по итогам 2008 года в мире составляла 2,2%. Мартеновское производство сосредоточено в основном в странах СНГ (23,4% от общего производства стали по итогам 2008 года). В связи с закрытием избыточных и малоэффективных производств на фоне мирового финансового кризиса доля мартеновского производства по итогам 2009 года значительно сократилась. Так, на российских предприятиях о закрытии мартеновских цехов объявили Череповецкий МК (Северсталь) и Нижнетагильский МК (Евраз). Таким образом, по итогам 2010 года доля мартеновского производства составляла уже 14,3% в странах СНГ и 1,3% - в мире.
Соотношение между конвертерным и электросталеплавильным процессами в общем объеме производства стали в ближайшей перспективе сохранится: с одной стороны растет количество предприятий неполного цикла (мини-миллы) с использованием электрометаллургии, с другой стороны – ведущий мировой производитель стали Китай наращивает производство именно конвертерной стали (доля кислородно-конвертерной стали в КНР по итогам 2010 года составляет 90,2%).
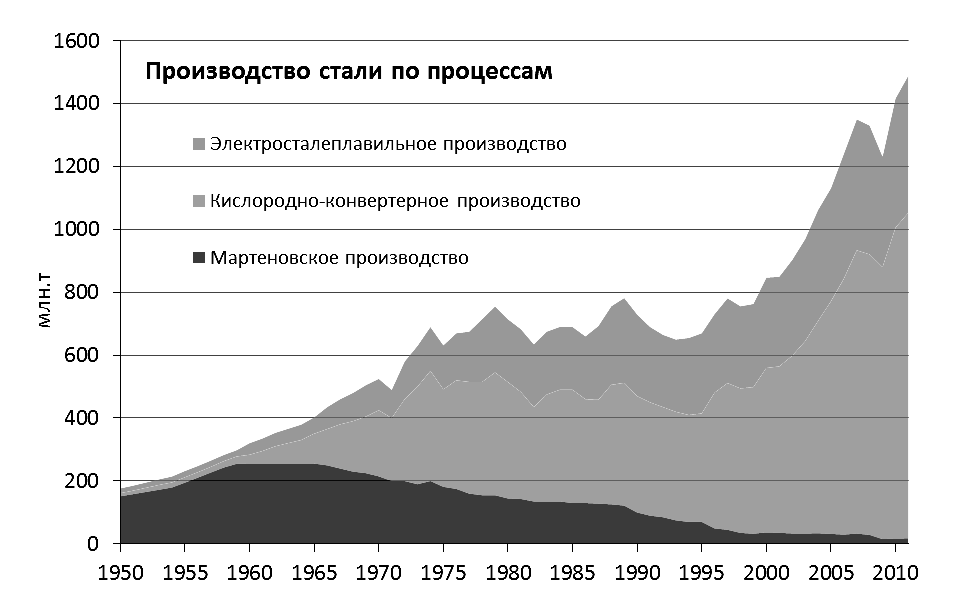
Рис. 2.1 Развитие основных процессов производства стали с середины XX
Основные технические данные отечественных печей приведены в таблицах 1.1 и 1.2..
Таблица 1.1 - Технические данные отечественных дуговых электропечей для фасонного литья
|
Данные печи |
Тип печи | ||||
|
ДСП-0,5 |
ДСП-1,5 |
ДСП-3,0 |
ДСП-6 |
ДЧМ-10 | |
|
Номинальная ёмкость, т Диаметр кожуха, мм Мощность трансформатора, кВ.А Вторичные напряжения, В Максимальный ток, А Диаметр графитированного электрода, мм Диаметр распада электродов, мм Диаметр ванны на уровне откосов, мм Глубина ванны от порога, мм Масса металлоконструкций, т Удельный расчетный расход электроэнергии на расплавление, кВт.ч/т |
0,5 1700 630 216—106 1680
150 500 1000 215 5,2
700 |
1,5 2400 1250 225—110 3200
150 520 1500 360 11,3
550 |
3,0 2950 2000 243—124 4800
200 700 1800 400 28,8
525 |
6,0 3020 5000 291—130 8220
300 900 2270 330 45,0
500 |
10,0 3200 2250 125—105 10 400
350 900 2350 560 23,6
105 |
Таблица 1.2 - Технические данные отечественных дуговых электропечей для слитковой стали
|
Данные печи |
Тип печи | ||||
|
ДСП-12 |
ДСП-25 |
ДСП-50 |
ДСП-100НЗА |
ДСП-200И2 | |
|
Номинальная ёмкость, т Диаметр кожуха, мм Номинальная мощность трансформатора, кВ.А Первичное напряжение, кВ Пределы вторичного напряжения, В Максимальный ток печи, кА Диаметр графитированного электрода, мм Диаметр распада электродов, мм Ход электрода, мм Максимальная скорость перемещения электрода, м/мин Диаметр ванны на уровне откосов, мм Глубина ванны от порога, мм Высота от порога до пят свода, мм Масса металлоконструкций, т Удельный расчетный расход электроэнергии на расплавление твердой закалки, кВт.ч/т |
12 4260
9000 6 или 10 318-115 16,5
350 1000 2250
5
2740 555 1365 90
470 |
25 4700
15 000 6 или 10 390-130 23,5
400 1250 2500
3,5
3540 775 1500 168
460 |
50 5800
25 000 35 417-131 34,6
500 1600 3500
3,5
4560 890 1950 276
440 |
100 6900
50 000 38,5 573-200 63,6
610 1600 3600
4,5
5600 1100 2070 460
405 |
200 8500
125 000 110 950-300 87,0
610 1600+100 4500
5,0
7330 1480 2720 850
400 |