

2.2. Неметаллические и композиционные материалы
Неметаллические материалы – это неорганические и органические полимерные материалы, композиционные материалы на неметаллической основе, клеи, герметики, лакокрасочные покрытия, графит, стекло, керамика ит.п.
Полимеры – вещества, макромолекулы которых состоят из многочисленных элементарных звеньев (мономеров) одинаковой структуры.
Композиционные материалы (КМ) высокопрочные. Это материалы из различных комбинаций армирующего материала и матриц.
В качестве матрицы выступает алюминий или его сплавы (в том числе упрочняемые термической обработкой), а упрочняющего наполнителя – волокна бора (типа ВКА), углерода (типа ВКУ), а также стальная проволока (типа КАС). Первые два обеспечивают получение прочности 1000…1200 МПа, а последний – 1600 МПа. Особое внимание уделяется боралюминиевым КМ, сохраняющим свою высокую прочность до температур 400…500°С; привлекают внимание и углеродоалюминиевые КМ, характеризующиеся более высоким модулем упругости (140…160 ГПа вместо 70 ГПа). Отличительной особенностью КМ, армированного высокопрочной стальной проволокой, является их меньшая стоимость и недефицитность. КМ с алюминиевой матрицей применяются в таких областях техники, условия работы изделий в которых не допускают применения традиционных металлических материалов (в основном в авиационно-космических конструкциях).
Композиционные материалы высокопрочные на основе магния. В качестве матрицы в основном используются сплавы магния. Армирование чаще производится волокнами бора, углерода, а также стальной или титановой проволокой. При меньшей плотности, чем у алюминиевых, магниевые композиты обеспечивают получение примерно такой же прочности (до 1000…1200 МПа). КМ на основе магния применяются в основном для деталей самолетов и космических конструкций.
Дальнейшее повышение прочностных свойств, особенно жесткости, достигается в композитах на основе титана и титановых сплавов. В качестве армирующих применяются в основном волокна бора, бериллия и молибдена. Эти КМ предназначены главным образом для изготовления лопаток газотурбинных двигателей. Расширяется применение титановых материалов в вертолетостроении (детали несущего винта, привода), в судостроении и других областях машиностроения (листы, профили, поковки, штамповки, детали крепления).
2.3. Производство конструкционных материалов
Вопросы, изучаемые в этой теме:
– получение чугуна;
– получение стали;
– получение меди и ее сплавов, алюминия и его сплавов, магния и его сплавов, титана и его сплавов;
– получение порошковых, керамических и композиционных материалов.
Получение чугуна. Чугуны получают путем восстановления железа из оксидов, содержащихся в рудах. Процесс восстановления железа ведут в доменных печах. В зависимости от назначения и места дальнейшей переработки различают чугуны передельные (примерно 80% от всего выпуска), предназначенные для переработки в сталь, и литейные, поступающие на машиностроительные заводы и используемые в качестве исходного материала для изготовления литых заготовок. Общая схема взаимосвязи металлургического и машиностроительного производств показана на рис. 2.1.
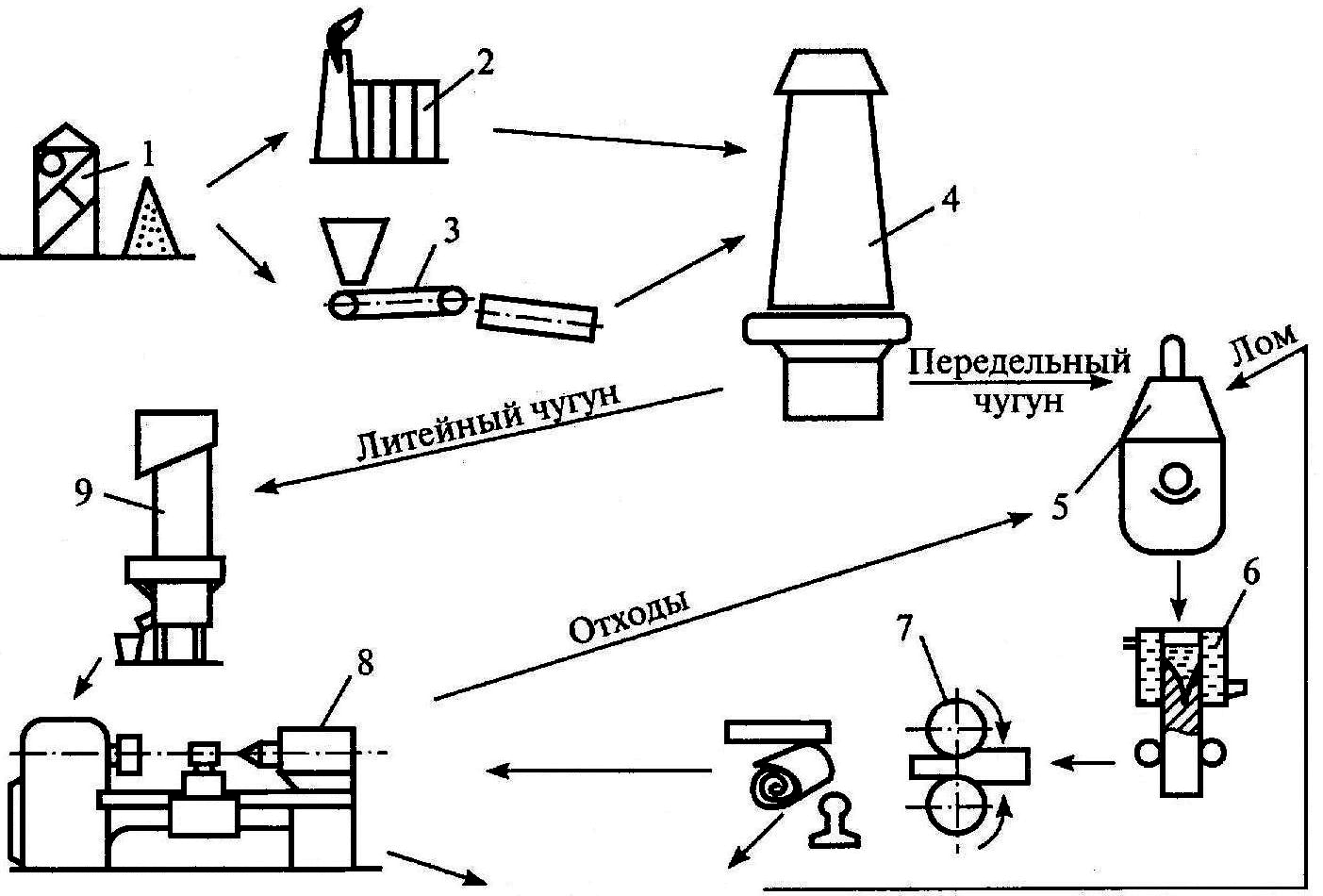
Рис. 2.1. Связь металлургического и машиностроительного производств
После добычи руды и коксующегося угля 1 их направляют на подготовку и переработку, которая для кокса сводится к нагреванию в коксовых батареях 2, а для руды – к ее измельчению, обогащению и окускованию 3. Подготовленные таким образом исходные материалы поступают в доменную печь 4, где и происходит восстановление железа из оксидов и его насыщение углеродом и другими примесями. В случае выплавки передельного чугуна последний направляется в сталеплавильные печи, в которых из него получают сталь 5. Сталь разливается в слитки 6, из которых после прокатки 7 получают заготовки для обработки резанием на станках 8 или готовый продукт (рельсы, балки, лист, трубы), поступающий в народное хозяйство. Литейный чугун в виде чушек переплавляется в плавильных агрегатах литейных цехов машиностроительных заводов 9. Из этого чугуна получают литые заготовки, большая часть из которых проходит механическую обработку на станках и в виде готовых деталей подается на сборку и используется в народном хозяйстве. В свою очередь, машиностроительное производство и народное хозяйство поставляют отходы металлообработки (стружку) и лом черных металлов заводам по производству стали, завершая круговорот металла.
Сущность процесса получения чугуна заключается в восстановлении железа из оксидов железной руды, науглероживании восстановленного железа углеродом кокса до величин, соответствующих содержанию углерода в чугуне, расплавлении и перегреве получившегося чугуна. Одновременно оксиды пустой породы и зола топлива связываются флюсом в шлак – легкоплавкое соединение, не смешивающееся с чугуном.
Исходными материалами для доменного производства являются руда, флюсы, топливо и огнеупоры.
Конечные продукты: 1) жидкий и твердый (чушковый) передельный чугуны, используемые для передела в сталь; 2) твердый чушковый литейный чугун, используемый для производства отливок; 3) ферросплавы (сплавы железа с марганцем или кремнием), необходимые для легирования и расплавления чугунов и сталей; 4) шлак, используемый в строительстве.
Получение стали. Сталеплавильные процессы были вызваны развитием производства чугуна, но недостаточной его механической прочностью.
Литую сталь производят различными способами – от конвертерного до электроплавки. От используемых плавильных агрегатов и процесса плавки в значительной степени зависит качество отливок.
Любой из
сталеплавильных процессов, как правило,
представляет собой окислительную плавку
для окисления избытка углерода, кремния,
марганца, фосфора, а также удаления серу
и растворенных в металле газов.
Немаловажной задачей является снижение
серы в металле. Фосфор и сера в стали
являются вредными примесями. Фосфор,
растворяясь в железе вызывает
хладноломкость, то есть хрупкость стали
при низкой температуре. Сера при
повышенном ее содержании и недостатке
марганца является причиной красноломкости,
при котором в процессах обработки стали
давлением металл в результате ослабления
связей между зернами уже при температуре
1150…1175![]() способен рассыпаться в порошок.
способен рассыпаться в порошок.
Сырьем для производства стали является передельный чугун, выплавляемый в доменных печах, лом и ферросплавы.
Мартеновской плавкой получают углеродистые и разнообразные марки легированных сталей. Наиболее качественную, чаще всего легированную, сталь получают в кислых мартеновских печах. Мартеновские печи позволяют получать большие объемы стали одинакового состава, но они малопроизводительны и в них нельзя получать высоколегированные стали в связи с большим угаром и трудностью растворения ферросплавов (это связано с невысоким перегревом расплава стали).
Кислородно-конвертерный способ выплавки стали считается более прогрессивным, так как он обеспечивает высокий перегрев расплава.
В кислородном конвертере выплавляют углеродистые и низколегированные конструкционные и инструментальные стали с содержанием легирующих элементов около 2…3 %.
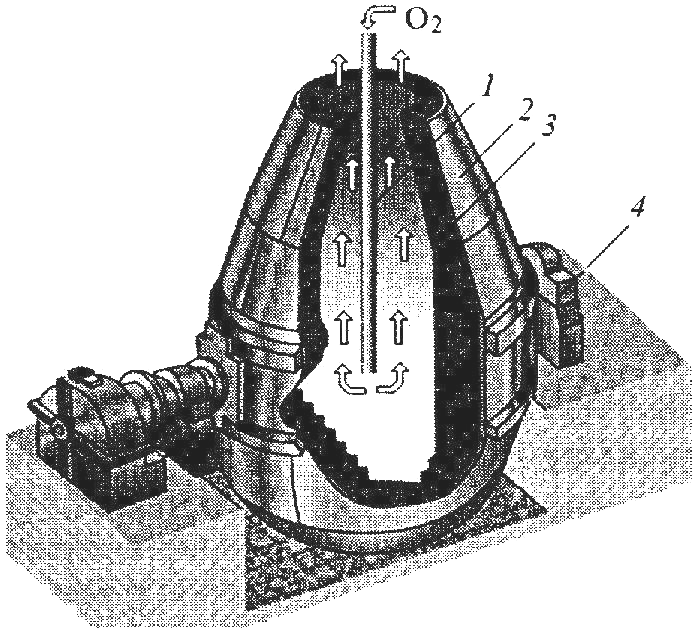
Рис. 2.2. Схема кислородного конвертера: 1 – медная водоохлаждаемая фурма; 2 – стальной сварной кожух; 3 – огнеупорная футеровка; 4 – цапфы
Кислородный конвертер (рис. 2.2) – сосуд грушевидной формы, имеющий стальной кожух 2, футерованный внутри огнеупорным материалом 3. Конвертер устанавливается на цапфах 4, что позволяет поворачивать его вокруг горизонтальной оси при загрузке шихты и сливе стали. Медная водоохлаждаемая фурма 1 служит для подачи в конвертер технически чистого кислорода.
Исходными материалами для производства стали в кислородных конверторах являются: жидкий чугун, стальной лом, известь и небольшое количество железной руды. Для загрузки конвертер наклоняют, а затем поворачивают в вертикальное положение, вводят водоохлаждаемую фурму и подают кислород под давлением (0,9...1,4) МПа. Окисление примесей в кислородном конвертере начинается с первой минуты, протекает очень быстро, сопровождается перемешиванием расплава и выделением большого количества тепла. Температура расплавленного металла в зоне действия кислорода достигает 2500 °С, что позволяет перерабатывать значительное количество металлолома. Химический состав металла по ходу плавки контролируют автоматически с помощью ЭВМ. Готовая сталь должна иметь температуру 1580 – 1650 °С. Благодаря высокой температуре стали в конце процесса выплавки после раскисления можно вводит ферросплавы, что позволяет получать легированные стали.
В современных конвертерах за один цикл выплавляется свыше 350 т стали. Продолжительность цикла не превышает 1 ч.
Электродуговые печи обеспечивают низкий угар легирующих элементов и высокий перегрев расплава, необходимый для растворения ферросплавов. Поэтому они нашли широкое применение для выплавки сталей специального назначения (инструментальных; нержавеющих, жаропрочных и т. д.).
В электропечах выплавляют все марки сталей и специальных сплавов однако основной областью применения является получение высококачественных легированных сталей и сплавов, особенно с низким содержанием углерода.
Особенности процесса получения стали в электропечах определяются способом преобразования электроэнергии в теплоту и химическим составом металлической части шихты. Существуют дуговые и индукционные печи.
Разливка стали на слитки. После завершения плавки жидкую сталь из печи выливают в ковши и подают на разливку. Разливка стали является завершающей операцией получения конечной продукции в виде стальных слитков. Разливку стали осуществляют как в изложницы – специальные формы, отливаемые обычно из чугуна, так и непрерывным способом – на машинах непрерывного литья заготовок, называемых также установками непрерывной разливки стали (УНРС).
Слитки, получаемые в изложницах, отличаются неравномерностью структуры и состава по сечению. Слитки, получаемые на УНРС, не имеют усадочных раковин, более однородны по химическому составу, однако на их поверхности часто образуются трещины, связанные с перепадом температур по сечению и большими усилиями вытяжки слитка из кристаллизатора.
Получение цветных металлов подробно рассмотрено в [1, 3].
Получение порошковых материалов. В машиностроении широко применяются изделия из металлических порошков, полученных путем прессования и последующего спекания. Такой способ получили название порошковой металлургии. Методами порошковой металлургии изготавливают изделия самой разнообразной формы, в том числе и такие, которые невозможно получить отливкой из труднообрабатываемых материалов. Существенную роль в порошковой металлургии играют технологические процессы получения качественных исходных компонентов, то есть порошков. Для разных областей машиностроения требуются порошки с широким спектром свойств. В ходе развития порошковой металлургии было предложено и реализовано много способов получения порошков Чаще всего порошки получают механическим измельчением твердых материалов, то есть дроблением, размолом или распылением. Другим способом является получение порошков в результат химических реакций и физических процессов, протекающих между твердыми, жидкими и газообразными веществами.
Получение композиционных материалов. Способы получения композиционных материалов включают следующие стадии: получение исходных компонентов (волокон, жгутов, лент, тканей, листов); подготовку исходных компонентов (нанесение покрытий); получение промежуточных полуфабрикатов (сборку исходных компонентов); получение плотных полуфабрикатов и изделий (полимеризацию, спекание); отделку, нанесение покрытий.
Волокна получают механическими способами, например волочением, разрезанием фольги, протягиванием или продавливанием материала через фильеры, растягиванием нитей и физико-химическими методами – намораживанием струи расплава на вращающийся барабан, кристаллизацией из расплавов и растворов, охлаждением на нити-подложки. Исходными компонентами являются ткани и нетканые материалы из волокон, отдельные волокна и жгуты, пропитанные матричным материалом, ленты, полученные напылением матричного материала на волокна. Исходные компоненты из матрицы получают в виде гранул, порошков, фольги, лент, расплавов и полимерных составов. В случае необходимости исходные компоненты подвергают предварительной подготовке: отжигу, нанесению защитных и технологических покрытии и т. д. Для композиционных материалов с дисперсными армирующими элементами промежуточные полуфабрикаты получают смешиванием жидких или твердых матричных материалов с волокном или порошком уплотнителя. Для получения промежуточных полуфабрикатов из композиционных материалов с волокнистым упрочнителем производят механическую «сборку» материала матрицы и волокна. Для этого равномерно укладывают слои из фольги матрицы и волокон упрочнителя. Применяют также укладку или намотку отдельных волокон, жгутов, лент, тканей с нанесением на них материала матрицы на вращающиеся оправки. Форма промежуточных полуфабрикатов соответствует форме готовых изделий с учетом неплотности укладки.
Изготовление изделий из полуфабрикатов на основе пластмасс с дисперсным наполнителем производится прессованием в нагретых пресс-формах или заливкой в литейные формы. При этом совмещаются процессы образования формы и компактирования. В случае необходимости готовые изделия подвергают отделке – обрезке по контуру, удалению заусенцев, нанесению покрытий, термообработке.