

Тема 4.5. Методы обработки заготовок без снятия стружки
Широкое применение методов пластического деформирования объясняется их высокой производительностью, способностью создавать поверхность с малой шероховатостью и необходимыми физико-механическими свойствами. Методы чистовой обработки основаны на использования пластических свойств металлов, т.е. способности металлических заготовок воспринимать остаточные деформации без нарушения целостности поверхности. Отделочная обработка методами пластического деформирования сопровождается упрочнением поверхности, что повышает надежность работы деталей. Они становится менее чувствительными к усталостному разрушению, у них повышается коррозионная стойкость, а также износостойкость сопрягаемых поверхностей. Удаляются риски и микротрещины, оставшиеся на поверхности от операций предшествующей обработки. В ходе обработки форма кристаллов поверхности металлов может измениться, кристаллы сплющиваются в направлении деформации, образуется упорядоченная структура волокнистого характера. Поверхность на заготовке принимает требуемую форму и размеры в результате перераспределения элементарных объемов под воздействием инструмента. Исходный объем заготовки остается постоянным.
Обработку методами без снятия стружки выполняют на многих металлообрабатывающих станках посредством специальных инструментов. Созданы также особые станки, на которых наряду с резанием заготовки обрабатывают пластическим деформированием. Указанные методы чистовой обработки применяют для заготовок из металлов, способных пластически деформироваться.
Вопросы для самопроверки
1. Перечислить основные способы обработки лезвийным инструментом.
2. Назовите основные типы станков токарной группы.
3. Каковы особенности процесса резания при сверлении по сравнению с методом точения.
4. При каких условиях применяют рассверливание, зенкерование и развертывание отверстия?
5. Что такое попутное и встречное фрезерование?
6. Какие работы можно выполнять на фрезерных станках.
7. Какие принципиальные отличия метода шлифования от метода обработки лезвийным инструментом?
8. Какие вы знаете схемы обработки при шлифовании?
9. В чем сущность процесса хонингования?
10. Какова область применения суперфиниширования?
11. Какие Вы знаете виды термической обработки?
12. В чем сущность процесса цементации?
13. В чем отличие электрохимической и электрофизической обработки от традиционных методов механической обработки?
11. В чем сущность электрохимической обработки?
Раздел 5. Основы технологии сборочных работ
В этом разделе изучаются следующие темы: « Технологические процессы сварки», «Сборочные работы при различных видах сборки».
Тема 5.1. Технологические процессы сварки
Вопросы, изучаемые в этой теме:
– свариваемость металлов и сплавов;
– сварка плавлением и сварка давлением;
– специальные виды сварки.
В технике широко используются различные виды разъемных и неразъ-емных соединений. Неразъемные соединения могут быть монолитными (сплошными) и немонолитными (например, заклепочные). Монолитные соеди-нения (сварные соединения) получают сваркой, пайкой или склеиванием.
Сварка – это процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми (свариваемыми) частями при нагревании (сварка плавлением), пластическом деформировании или совместном действии того и другого (сварка давлением). Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом), а также пластмассы. Основной задачей сварки является получение прочного неразъемного соединения сопрягаемых заготовок с заданными физико-механическими свойствами. Не все металлы и их сплавы и не в любых комбинациях могут надежно свариваться обычными методами сварки с применением традиционной технологии, т. е. образовывать после сварки соединения с требуемыми свойствами. Поэтому существует понятие – свариваемость металлов и их сплавов.
Свариваемость металла – совокупность физических и технологических свойств, определяющих его способность обеспечить с помощью того или иного обычного метода сварки и принятого технологического процесса надежное в эксплуатации сварное соединение. Свариваемость зависит от состава и свойств материала. Чем хуже свариваемость, тем сложнее технология сварки. Низкоуглеродистые конструкционные стали, как правило, хорошо свариваются.
Все многообразие способов сварки можно разделить на две группы – сварку в жидком и твердом состояниях – сварку плавлением и сварку давлением. При сварке плавлением происходит совместное расплавление кромок свариваемых заготовок, а в случае необходимости присадочного материала для дополнительного заполнения зазора между ними. В результате образуется сварочная ванна металла, после затвердевания корой образуется сварочный шов.
Металл соединяемых элементов (рис. 1, а) в месте сварки доводится до жидкого состояния теплотой, при этом происходит локальное расплавление основного (свариваемого) металла по кромкам соединяемых элементов. Сварка может осуществляться за счет расплавления основного металла или основного и дополнительного (присадочного) металлов. В практике преимущественное применение находит второй вариант. Расплавленные объемы металла в месте соединения свариваемых элементов самопроизвольно образуют общий объем металла – сварочную ванну (рис. 1, б), смачивающую твердую поверхность соединяемых элементов. При этом происходит сближение атомов металла сварочной ванны и основного металла до расстояния, при котором возникают атомно-молекулярные связи. По мере удаления источника нагрева жидкий металл остывает и происходит его затвердевание – кристаллизация.
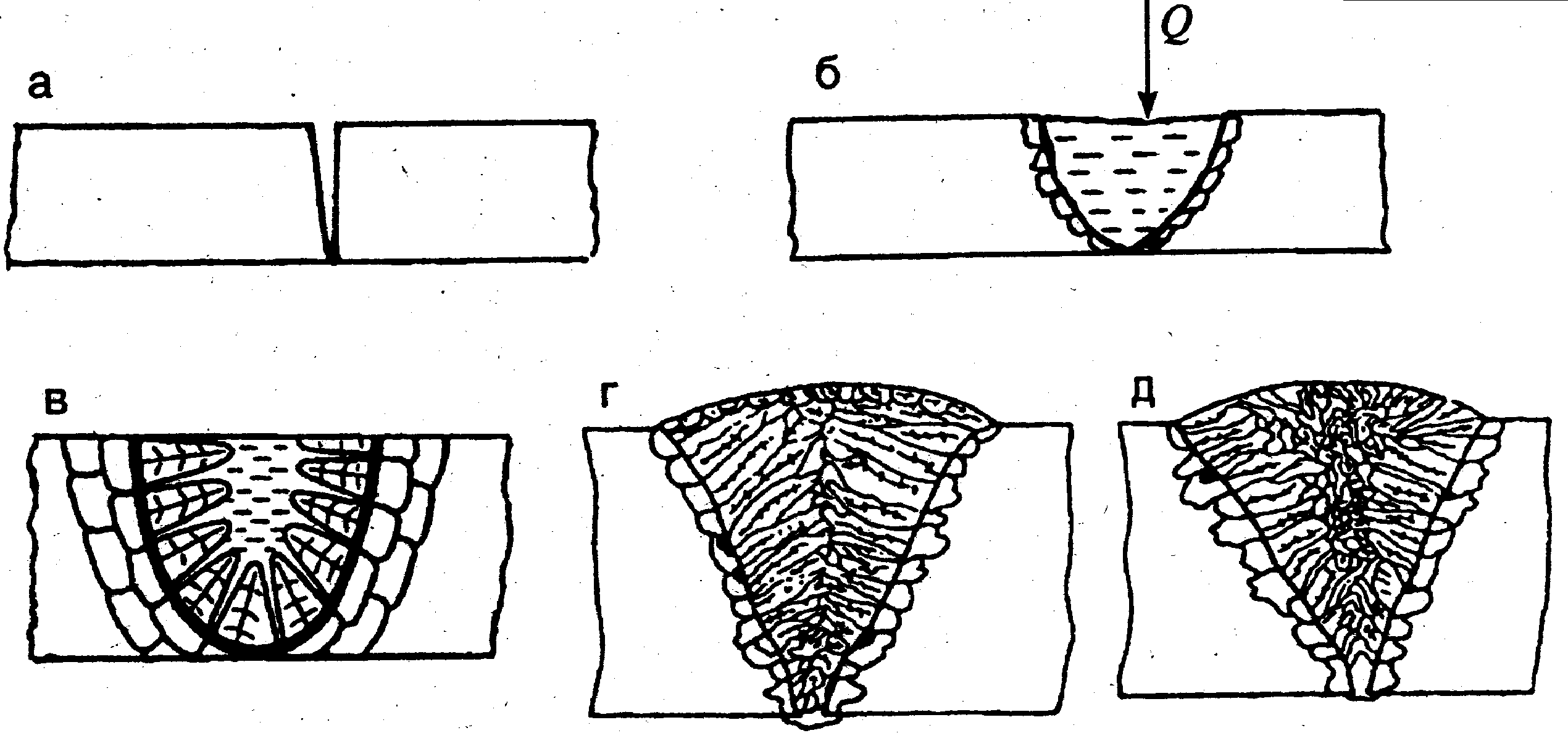
Рис. 1. Схема образования сварного соединения при сварке плавлением:
а– соединяемые детали;б– сварочная ванна;в– кристаллизация;г,д – структура шва
При сварке с применением давления (в твердом состоянии) заготовки соединяются в результате совместного воздействия нагрева и давления. Сближение атомов и активация (очистка) поверхностей достигается в результате совместной упруго пластической деформации в контакте соединяемых материалов, часто с дополнительным нагревом. Первая стадия характеризуется деформацией как микронеровностей, так и волнистостей на соединяемых поверхностях (рис. 2, а). Вторая стадия сварки – формирование физического контакта, в ходе которой осуществляется схватывание отдельных атомов, их химическое взаимодействие и образование общих кристаллов на границе раздела соединяемых поверхностей. В дальнейшем идет процесс рекристаллизации и создания прочного сварного соединения (рис. 2, б).

Рис. 2. Схема образования сварного соединения при сварке давлением:
а– деформация микрошероховатостей в зоне контакта;б– рекристаллизация и образование прочного соединения
Электрические способы сварки: дуговая сварка (ручная, под флюсом, в защитных газах), плазменная, высочастотная, диффузионная, электрошлаковая.
Химические способы сварки: газовая и термитная. Механические виды сварки: холодная, ультразвуковая, сварка трением, сварка взрывом.
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль свариваемых заготовок.
Наиболее широкое применение нашла автоматическая сварка под флюсом, при которой подача в зону сварки электродной проволоки, флюса, перемещение вдоль шва и другие процессы осуществляются автоматически. Особенности сварки под флюсом определили ряд ее преимуществ перед ручной дуговой сваркой: высокая производительность; высокое и стабильное качество металла сварного шва и в целом сварного соединения; небольшой расход электродного металла и электроэнергии; облегчение труда сварщиков.
При газовой сварке нагрев кромок соединяемых частей производится пламенем, образующимся при сжигании газов в смеси с технически чистым кислородом на выходе из сварочной горелки. Газовой сваркой можно сваривать почти все металлы, используемые в технике, причем такие металлы и сплавы, как чугун, медь, свинец, латунь, легче поддаются газовой сварке, чем дуговой.
Контактная электрическая сварка является основным видом сварки давлением. Все способы контактной сварки основаны на нагреве и пластической деформации заготовок в месте их соединения. Нагрев осуществляется теплотой, которая выделяется при прохождении электрического тока через находящиеся в контакте соединяемые части. Способы контактной сварки – точечная, шовная.