

1.3.3. Конструктивные решения дверей шкафа холодильника
Дверь металлического шкафа конструируется обычно из тонколистовой стальной обечайки, внутренней панели и теплоизоляции, заполняющей все свободное пространство между обечайкой и панелью.
К конструкции двери предъявляются те же требования, что и к корпусу шкафа, поскольку от нее во многом зависит эксплуатационное качество шкафа (прочность, жесткость, герметичность).
Обечайка является корпусом двери. Необходимые прочность и жесткость обечайки создаются известными конструктивными приемами: штамповкой, отбортовкой кромок, приваркой различных усилителей.
В дверях холодильников большой емкости жесткость внутренней плоскости двери может оказаться недостаточной, чтобы воспринимать угловые нагрузки без разрушения панели в местах ее креплений. Поэтому в больших дверях в плоскости панели устанавливают регулируемые стяжки. Эти стяжки располагают по диагоналям внутренней плоскости двери и при монтаже им дается предварительное напряжение, увеличивающее их жесткость. Таким образом, жесткость наружной плоскости двери обеспечивается штампованной обечайкой, а внутренней — предварительно напряженными стяжками. При воздействии сосредоточенных нагрузок в углах внутренней плоскости двери обязательно вступает в работу на растяжение одна из стяжек. При этом другая стяжка после проработки предварительных напряжений растяжения из работы выключается, поскольку гибкие элементы работать на сжатие не могут.
К обечайке двери приваривают петли навески, крепят дверную ручку с затвором и декоративную эмблему холодильника.
Внутренняя панель двери является передней стенкой холодильной камеры, поэтому в современных конструкциях бытовых холодильников для удобства размещения продуктов в панелях дверей шкафа делают достаточно глубокие ниши и полки различные по конфигурации и габаритам в зависимости от формы и размеров упаковки штучных продуктов. Ниши и полки конструируют так, чтобы обеспечить жесткость дверной панели и удобство размещения упакованных продуктов.
Пространственные панели двери из ударопрочного полистирола или другого термопластика изготовляются методом вакуумного формования и крепятся к отбортовке обечайки потайными винтами.
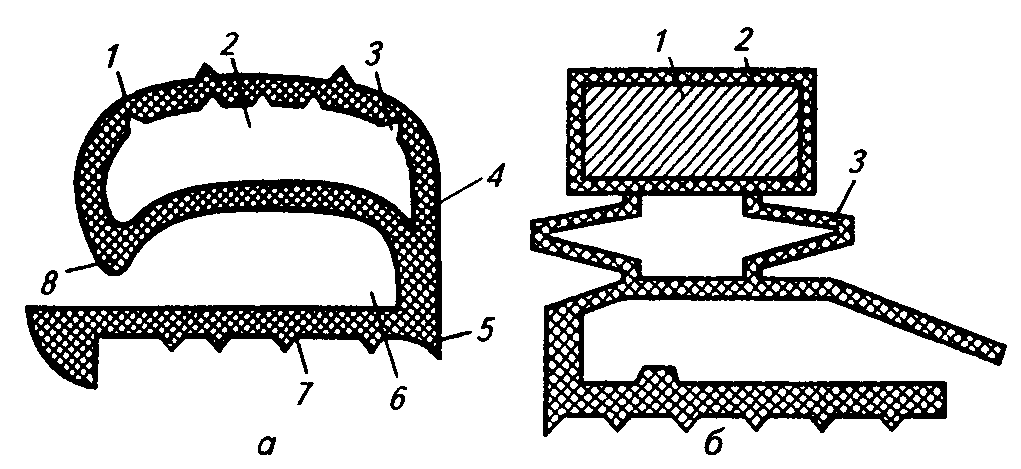
Для обеспечения герметичности холодильной камеры (при закрытой двери) от теплого наружного воздуха по периметру внутренней панели двери напротив отбортовки корпуса шкафа конструируют специальные уплотнители. Уплотнители должны плотно без зазоров прилегать по всему периметру к отбортовке корпуса шкафа и обеспечить необходимую теплоизоляцию дверного проема. Все отбортовки корпуса шкафа должны быть ровными и находиться в одной плоскости, уплотнитель должен быть мягким, упругим и прилегать по возможно большей площади. Уплотнители изготовляют из мягкого пластиката или из резины, не имеющей запаха. Поперечное сечение уплотнителя может быть различным, но наибольшее применение получили уплотнители так называемого баллонного типа различных профилей. Внутренние воздушные баллоны подобных уплотнителей служат хорошей теплоизоляцией.
|
|
|
|
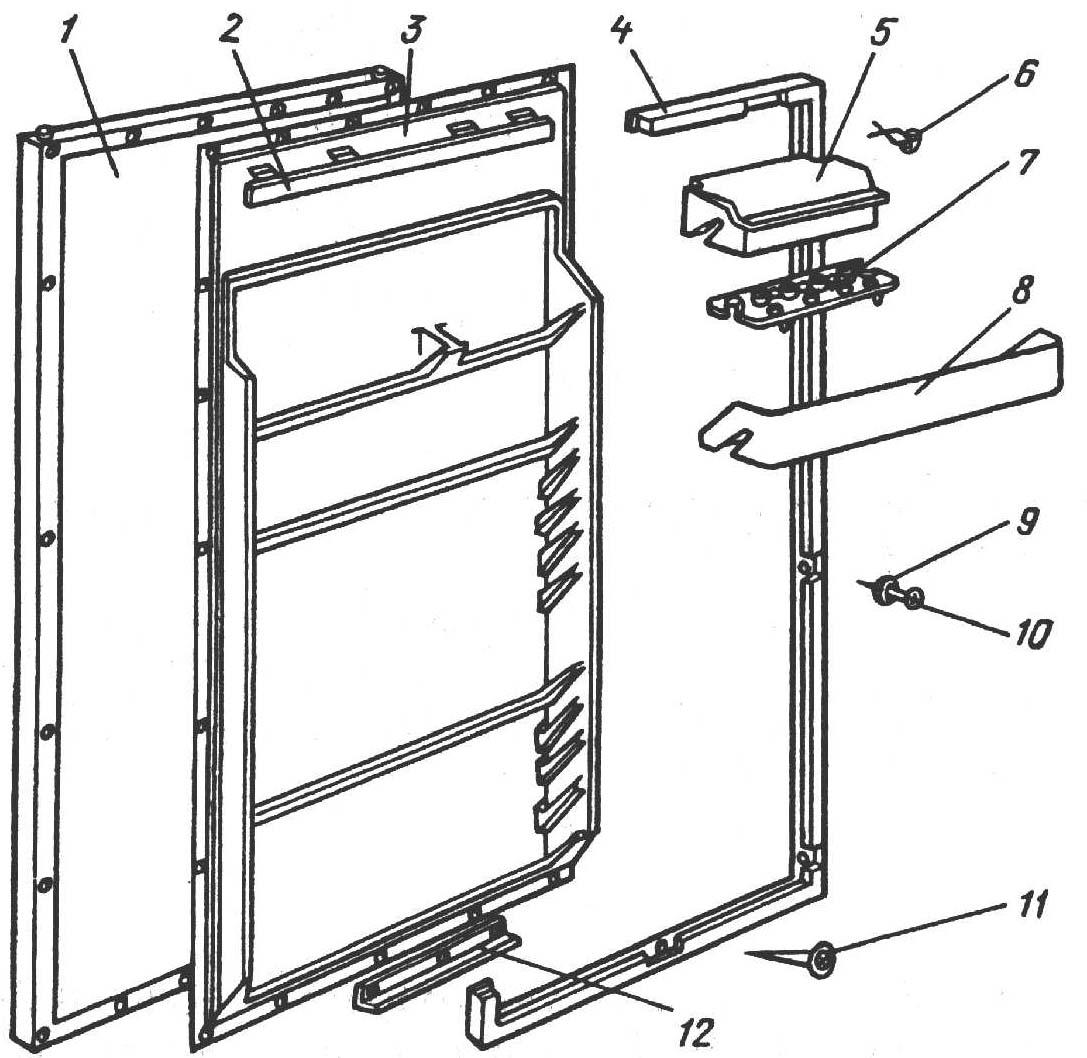
Рис. 3 Элементы двери холодильников «Бирюса-16» КШ-220П и «Бирюса-17» КШ-280П: 1—корпус двери; 2—планка; 3—панель; 4—уплотнитель; 5—сосуд-полка; 6—защелка:7—вкладыш для яиц; 8—барьер; 9—шайба; 10—винт; 11—самонарезной винт; 12— планка уплотнителя. |
Рис. 4 Дверца НТО холодильников «Бирюса-16» КШ-220П и «Бирюса-17» КШ-280П: 1 —шайба, 2—винт; 3—крышка замка; 4—крышка дверцы; 5—уплотнение; 6—теплоизоляция; 7—ось; 8—корпус замка; 9—пружина замка; 10—задвижка замка; 11—ручка;12 —корпус дверцы. |

|
|
Рис. 4 Схема уплотнителя с магнитной вставкой: 1 магнитная вставка; 2 баллон для магнитной вставки; 3 баллон-«гармошка». |
Уплотнители изготовляют методом вулканизации и крепят на панели двери обычно потайными шурупами или винтами. Для этого уплотнители располагают по периметру дверного проема напротив отбортовки обечайки.
Двери прикрепляют к корпусу шкафа специальными шарнирными навесками. Конструкция навесок зависит от места укрепления их на корпусе шкафа. У шкафов с овальным верхом навески обычно крепят к боковым стенкам корпуса и часто закрывают их защитными колпачками. У шкафов с плоским верхом навески часто крепят в верхнем и нижнем углах корпуса.
Навески желательно конструировать так, чтобы при открывании двери на 90° наружная плоскость ее совпадала с боковой плоскостью корпуса шкафа. Это позволяет устанавливать холодильники при необходимости вплотную к боковой стенке помещения, чем сокращается занимаемая холодильником площадь. Для удобства пользования холодильником навески могут крепиться к правой или левой стороне корпуса, обеспечивая возможность открывания двери в обе стороны. Иногда в одном и том же холодильнике предусматривают возможность перестановки навесок по желанию потребителя. В этом случае дверь шкафа должна быть строго симметричной относительно горизонтальной оси.
Навески двери часто конструируют регулируемыми, чтобы обеспечить достаточно хорошее прилегание уплотнителя к отбортовкам корпуса по всему его периметру.
В настенных холодильниках навески иногда конструируют так, чтобы дверь открывалась снизу вверх. Для удобства пользования таким холодильником вместе с навеской конструируют специальное пружинное устройство, удерживающее дверь в любом открытом положении. В принципе такие же навески используются в холодильниках ящичного типа.
Во всех случаях конструирования подвесок двери и их креплений должно быть уделено серьезное внимание вопросам прочности и жесткости. Необходимость этого диктуется тем, что двери современных бытовых холодильников при полной загрузке становятся тяжелыми, и навески испытывают большие циклические нагрузки. Для плотного закрытия двери используются различного рода затворы. Ранее применялись механические пружинные затворы: ригельные, курковые и с секторным запорным рычагом. Все эти затворы приводились в действие подвижной ручкой. Они допускали возможность регулировки плотности закрытия двери, но не обеспечивали равномерного усилия прилегания уплотнителя по всему периметру двери.
В настоящее время широко применяются магнитные затворы, которые более просты по конструкции, надежнее в эксплуатации и позволяют использовать тонкостенные поливинилхлоридные уплотнители баллонного типа. Различают магнитные затворы с жестким магнитом и в виде гибкой магнитной вставки.
Затворы с одним или двумя жесткими магнитами, закрепляемыми на внутренней панели двери, применяются в основном в малых холодильниках.
Гибкие магнитные вставки обычно находятся в баллоне уплотнителя. Они могут быть в виде небольших по длине брусочков или в виде длинных полос, размещаемых по всему периметру уплотнителя. Магнитные вставки изготовляются из феррита бария с компонентом гибкости методом экструзии. Намагничиваются они до полного насыщения, чтобы магнитные свойства сохранялись долгое время. Более современные магнитные затворы выполняются в виде специального уплотнителя, в массе которого равномерно вкраплены магнитные частицы.
В двухкамерных бытовых холодильниках с двумя дверцами и в морозильных ящиках по периметру уплотнителя низкотемпературной (18, 24° С) морозильной камеры может образовываться конденсат из водяных паров окружающего .воздуха в виде снежных кристалликов вследствие значительного перепада температур между уплотнителем и наружным воздухом. Для предотвращения образования конденсата и обмерзания дверного проема по периметру дверного проема корпуса напротив уплотнителя устанавливают электронагреватели, либо проводят петлю обогрева дверного проема, являющуюся частью холодильного агрегата.
Петля обогрева дверного проема включается в контур холодильного агрегата между компрессором и конденсатором или между конденсатором и капиллярной трубкой. В первом случае нагрев дверного проема происходит за счет теплообмена с горячими парами хладагента, сжатыми в компрессоре. Во втором случае происходит теплообмен с жидким хладагентом, выходящим из конденсатора. Применение петли обогрева дверного проема позволяет не только предотвратить его обмерзание, но и повысить эффективность работы холодильного агрегата за счет отвода теплоты от хладагента. Так, при обогреве парами хладагента снижается температура рабочего вещества на входе в конденсатор, быстрее достигается температура конденсации и более эффективно используется его площадь. При обогреве жидким хладагентом после его конденсации достигается переохлаждение хладагента, что приводит к повышению холодопроизводительности холодильного агрегата.