Cодержание

1. Технологический процесс сборки, сварки изделия
1.1. Тип сварной конструкции и ее назначение ………………………….4
1.2. Материал конструкции и его технологические свойства…………...5
1.3. Сварочные материалы……………………………………………........5
1.4. Оборудование, инструменты и приспособление, применяемые
при сварке…………………………………………………………………..7
1.5. Контроль качества сварки……………………………………………..8
2. Охрана труда и промышленная безопасность
2.1. Техника безопасности при выполнении
заданной конструкции……………………………………………………...9
2.2. Опасные и вредные факторы ………………………………..............10
3. Список используемых источников………………………...........11
Приложение А. Технологическая карта…………………………………..12
1. Технологический процесс сборки, сварки изделия
1.1. Тип сварной конструкции, назначение, характеристика
Данный тип отводов изготавливают из бесшовных и электросварных труб. Технология изготовления такова: из труб вырезаются отдельные секции или участки, которые затем собираются под углом друг к другу, так, чтобы конструкция образовывала требуемый угол изгиба. Обычно таких секций три или четыре. Затем секции свариваются между собой, образуя единую деталь. Такие колена отличаются малым радиусом изгиба, составляющим 1 - 1,5 условного диаметра трубы. Изготовлено колено из трубы ø 50мм толщина стенки 3мм из стали марки Ст3. Рис1. Сталь марки Ст3-низкоуглеродистая, конструкционная, обыкновенного качества.
Сталь марки Ст3 – хорошо сваривается где углерода 0,21%
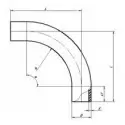
Рис1. Колено из труб. Общий вид
Колено - приварная фасонная деталь трубопровода, предназначенная для изменения направления потока рабочей среды. Изменение направления достигается за счет того, что колено (или отвод) позволяет присоединить трубы под требуемым по условиям эксплуатации углом. На данный момент серийно производятся колена с углами 20, 30, 45, 60, 90, 110, 130, 150 и 180 градусов. Также колена различаются по отношению радиуса поворота детали к условному проходу трубопровода.
1.2. Материал конструкции и его технологические свойства Характеристика стали 3 (ст 3, ст3)
Заменитель: ВСт3сп
Классификация: Сталь конструкционная углеродистая обыкновенного качества
Применение: несущие и ненесущие элементы сварных и несварных конструкций и деталей, работающих при положительных температурах.Фасонный и листовой прокат (5-й категории) толщиной до 10 мм для несущих элементов сварных конструкций, работающих при переменных нагрузках в интервале от —40 до +425 °С.Прокат от 10 до 25 мм — для несущих элементов сварных конструкций, работающих при температуре от —40 до +425°С при условии поставки с гарантируемой свариваемостью.
1.3. Сварочные материалы
Для своей конструкции я использую электроды Э46 Мр3 с рутиловым покрытием.
Электрод- Металлический или неметаллический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию. В настоящее время выпускается более двухсот различных марок электродов, причем более половины всего выпускаемого ассортимента составляют плавящиеся электроды для ручной дуговой сварки.
Электроды МР-3 с рутилово - основным покрытием, предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 490 МПа. Сварка производится во всех пространственных положениях на переменном и постоянном токе обратной полярности.
Основное назначение:
Предназначены для сварки ответственных конструкций из углеродистых и низколегированных сталей с временным сопротивлением разрыву до 490 МПа. Сварка производится во всех пространственных положениях на переменном и постоянном токе обратной полярности.
5
Сварка
конструкций из углеродистых сталей с
содержанием углерода до 0,25% во всех
пространственных положениях шва
переменным током и постоянным током.
Особые свойства
Допускают сварку влажного, ржавого, плохо очищенного от окислов и других загрязнений металла. Имеют повышенную производительность процесса сварки. Сварка возможна на короткой и средней дуге. Хорошо перекрывать зазоры. Отсыревшие электроды следует сушить при 170-200ºС в течение полутора часов. Обладают улучшенными гигиеническими характеристиками. Сила сварочного тока устанавливается в зависимости от выбранного электрода и рассчитывается по формуле:
Iсв = (30-60) dэл,
где Iсв – сила сварочного тока, А
dэл – диаметр электрода, мм
Для сварки сила сварочного тока равна:
Iсв = (30 *3)=90 А
Перед производством огневых работ, я обеспечил противопожарную безопасность – порошковый огнетушитель ГОСТ 51057-2001 ТИП 5 и песок, убрал легко воспламеняющие предметы в радиусе 10м, проверил исправность оборудования и изоляцию проводов, болтовые соединения.
Сварка ведется на постоянном токе. Источник питания прямой полярности. ВДМ1200, РБ317
Швы выполняются с поворотом стыка в нижнем положении.
Напряжение дуги при ручной сварке изменяется от 33В и при расчетах режима не регламентируется.
Сварка колена выполняется ручной дуговой сваркой короткой дугой, в процессе сварки необходимо реже обрывать дугу, длина дуги равна не более диаметра электрода.. Сварка производится в нижнем положение сварного шва, наклон электрода 45 ± 5 поворотным способом. После выполнения сварки, выполняется зачистка сварных швов зубилом, молотком, металлической щеткой для определения качества сварного шва от шлака и брызг
6