

2А622ф4 - Верстат горизонтальний розточувально-фрезерний
Верстати моделі 2А622Ф4 призначені для фрезерування площин, пазів, уступів; свердління, розсвердлювання, центрування і зенкеровання отворів; розточування й розгортання отворів; нарізування різьби мітчиками; обточування поверхонь, обробки кільцевих канавок і підрізування торців
Клас точності - за ГОСТ 8-82
Основні розміри - ГОСТ 7058
|
Наименование параметров |
2А622Ф4 |
|
Класс точности ГОСТ 8-82 |
Н |
|
Размеры рабочей поверхности поворотного стола по ГОСТ 6569-75, мм: |
|
|
Ширина/Длинна/Расстояние между пазами, мм |
1250-1/1250-1/160+-0,5 |
|
Количество пазов, шт. |
7 |
|
Ширина паза стола |
2500 |
|
Число пазов стола |
5 |
|
Размеры рабочей поверхности стола, мм |
320х560 |
|
Наибольший ход стола, мм |
|
|
продольный/поперечный |
400/250 |
|
Расстояние от стола до торца шпинделя, мм |
|
|
наименьшее/наибольшее |
50/575 |
|
Наибольший ход гильзы шпинделя, мм |
125 |
|
Вылет шпинделя, мм |
320 |
|
Конец шпинделя, (по ГОСТ 24644-81) |
30 |
|
Наибольший диаметр сверления, мм |
20 |
|
Наибольший диаметр растачивания, мм |
200 |
|
Пределы чисел оборотов шпинделя в минуту(бесступенчатое регулирование) |
10...3000 |
|
Точность отсчета координат, мм |
0,001 |
|
Точность установки координат, мм |
0,002 |
|
Наибольший диаметр фрезы при фрезеровании, мм |
60 |
Верстатні пристрої, різальні, допоміжні та вимірювальні інструменти
Для обработки заготовки при точінні використовують 4-х кулачний патрон серії 7103-0045 (диаметр 250мм. )

Патрони чотирикулачні з незалежним переміщенням кулачків призначені для установки та закріплення деталей при обробці їх на токарних і інших металоріжучих верстатах, для установки і ручного затиску оброблюваних деталей НЕ круглої форми і круглих деталей, що вимагають ексцентричної обробки.
Технічна характеристика
|
Наименование параметров |
7103-0045 |
|
|
|
Зовнішнійдиаметр, мм. |
250 |
|
|
|
Условный розмір кінца шпинделя |
6 |
|
|
|
Діаметр приєднувального конуса, мм. |
106,375+-0,005 |
|
|
|
Діаметр розташування кріпильних отворів, мм. |
133,4+-0,2 |
|
|
|
Різмер кріпильних отворів, мм. |
М12 |
|
|
|
Граничні розміри виробу, що затискається в прямих кулачках, мм: |
|
|
|
|
Зовнішні |
16…125 |
|
|
|
Внутрішні |
85…250 |
|
|
|
Граничні розміри виробу, що затискається в зворотних кулачках, мм: |
|
|
|
|
зовнішні |
85…250 |
|
|
|
Максимальний обертовий момент на ключі, Н. м |
180 |
|
|
|
Маса патрона, кг. не більше |
23 |
|
|
Для закріплення деталі при фрезерування використовуються оправки та прихвати.
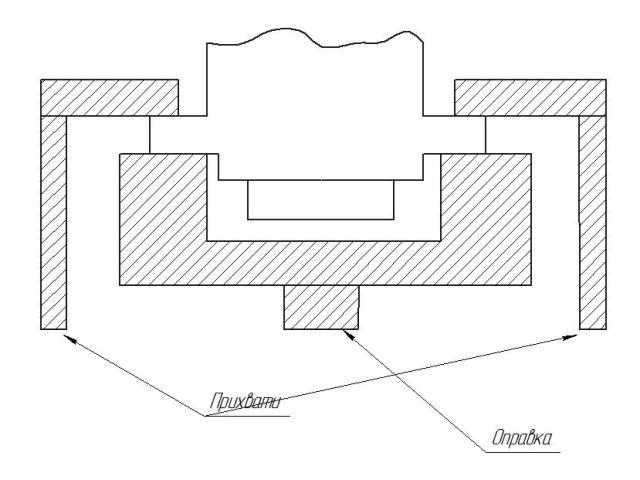
Загальний вигляд оправки і прихватів.
Нормування технологічного процесу полягає у визначенні величини штучного часу Тш для кожної операції (при масовому виробництві) і штучно-калькуляційного часу Тшт (при серійному виробництві). Величини та Тшк визначають за формулами:
Тшк = Тш + ТПЗ / n, де То - основний технологічний час, хв; Тв - допоміжний час, хв. Тоб - час обслуговування робочого місця, хв; Тд - час перерв на відпочинок і особисті потреби, хв; ТПЗ - підготовчо-заключний час, хв; n - кількість деталей в партії. Основне (технологічне) час витрачається безпосередньо на зміну форм і розмірів деталі. Допоміжний час витрачається на установку і зняття деталі, управління верстатом (пресом) і зміна розмірів деталі.Сума основного і допоміжного часу називається оперативним часом. Час обслуговування робочого місця складається з часу технічного обслуговування (зміна інструменту, підналагоджування верстату) і часу на організаційне обслуговування робочого місця (підготовка робочого місця, змащювання верстата і т.д.) Підготовчо-заключний час нормується на партію деталей (на зміну). Воно витрачається на ознайомлення з роботою, налаштування обладнання, консультації з технологом і т.д.