

76) Бұрғылау құбырларының муфталары – тағайындалуы ,құрылымы мен жұмыс істеу принципі
Бұрғылау құбыры илемдеу әдісі бойынша алынған тігіссіз сақиналы қималы бұйым болып табылады. Олар бұрғылау құбырларының соңына дәнекерлеу немесе бұрандалы байланыс арқылы жалғанатын, ниппель мен муфтадан тұратын бұрғылау құлыптарымен өзара жалғанады. Бұрғылау құлыптарының ниппелі мен муфтасының соңы ірі коникалық бұрандамен жабдықталған, осының арқасында бұрғылау тізбегін КТО кезінде жинау және ажырату ұзақтығы қысқарады. Алдын ала қысқа құбырларды жалғау үшін жалғастырғыш муфталар қолданылады. Бұрғылау құбырларының ерекшелігі - сыртына шығарылған шеттерінің барлығы. Вследствие высадки увеличивается поперечное сечение резьбы концевых участков, что позволяет ослабить влияние резьбы, являющейся источником концентрации напряжений, на усталостную прочность бурильной трубы.

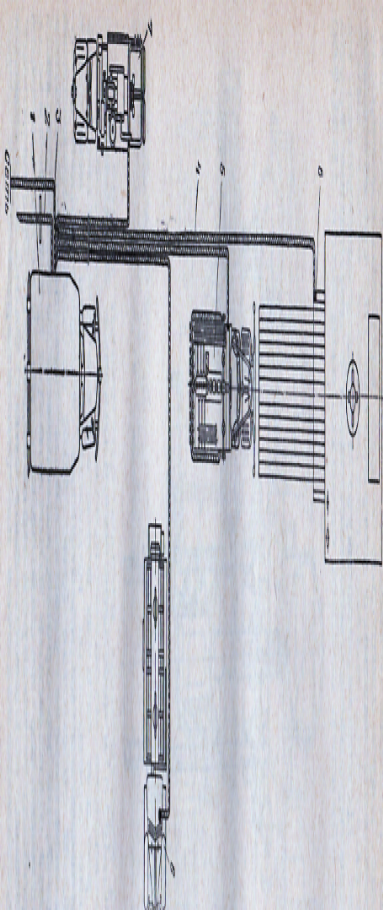
3.2-сурет. Бұрғылау құбырларының түрлері
Бұрғылау құбырларын МЕСТ 631-75 бойынша жасайды. МЕСТ-та техникалық талаптар, сынау тәсілдері, белгіленуі, түржиыны реттеліп көрсетілген. МЕСТ 631-75 бойынша төрт түрлі бұрғылау құбырлары шығарылады:
1 - шеттері ішіне шығарылған және оларға муфта (3.2-сурет,а);
2 - шеттері сыртына шығарылған және оларға муфта (3.2-сурет,б);
3 - шеттері ішіне шығарылған және коникалық тұрақтандырушы белдеушелерімен (3.2 -сурет,в);
4 - шеттері сыртына шығарылған және коникалық тұрақтандырушы белдеушелерімен (3.2 - сурет,г).
3-ші және 4-ші типті құбырлар жоғары беріктік пен герметикалыққа ие.
77)Электрохимиялық өңдеумен бөлшектерді жөндеу және қалпына келтіру
Металдар мен балқымалардың элек.өңдеу негізінде өңделетін дайындаманың электролит ерітіндісінде анодтық ерітілу принципі жатыр. Процестің орындалуы үшін екі электрод керек: оның біреуі дайындама (анод), екіншісіқұрал( катод), олардың арасындағы электролит және қорек көзі. Стационарлық электролиттегі электрохимиялық қңдеуге жататындар: метал беттерін таттан, майлы қабықшалардан және де басқа ластанулардан тазалау; кесуші аспапты ұштау; электрліжылтырату.
Негізгі ерекшеліктері: өңдеу токтың төменгі тығыздықтарында жүреді (2 А/см); алынатын (жойылатын) материалдың көлемі аз; электродаралық кеңістікте процестің ерімеген өнімдері болмайды;

78) Ұңғыларды цементтеу қондырғыларының құрылымы мен техникалық сипаттамалы
Цементтеу деп ұңғыма аралығын тыныштыұ күйінде қоюланып, қатты тасқа айнала алатын қоймалжың материалдар супензиясымен толтыру процесін атаймыз.
Бір сатылы және екі сатылы цементтеу болады. Сатылап цементтеудің негізі (1905 ж. А.А. Богушевский ұсынған) шегендеу тізбегіне сыртқы манжеттерімен және ішкі тесігі бар ағаш немесе пластмасты арнайы тығын салынады. Бұл тесік үстінен шынымен жабылады.
Тығынды шегендеу тізбегіне орналстарып, бетон ерітіндісінің көлемі сақиналы кеңістікті бетондау үшін қажетті мөлшерде айдап, тізбекке сыртқы тығыздағыштары бар келесі тығынды орнатады, бірақ оның тесігі болмайды. Оны жуу сұйықтығын айдау арқылы төмен қарай басады.
Төменгі тығын тіреу сақинасына дейін жетіп, сол жерде тоқтап, цементті ертіндінің қысымы астындашыны сынады. Цемент жоғарғы тығынның қысымы астында құбыр сыртына қарай сығылады.
Бұрғылау ерітіндісін айдау кезіндегі қысым головкадағы манометрмен бақыланады.
Шыны сынғаннан кейін тізбектегі қысым тез төмендейді, өйткені бетонның меншікті салмағы айдалатын ерітіндіден жоғары. Ертіндіні айдау кезінде қысым бір деңгейге дейін атмосфералық қысымнан төмен болуы мүмкін, одан кейін өсіп, жоғарғы тығын төменгіге жеткенде максимумға жетеді.
Бұл секіріс сығымдаудың біткені туралы белгі береді (3 этап).
Цементтеу головкасындағы ысырмаларды жауып, цементтік ерітіндінің қатуына дейін жауып қояды.
Қалыпты жағдайда жуушы сұйықтықтың меншікті салмағы цементтік ерітінділен 0,5 ¸ 0,6 г/см3 кем болады, сондықтан құбыр сыртындағы кеңістікте араласу қатты байқалмайды.
Бірсатылы цементтеу
Егер шегендеу тізбегінің төменгі ұшында дайын фильтр орналасып, пайдалану қабатын цементтеу міндетті болмаса, онда манжетті тәсілді қолданады.
Фильтрдің үстіне клапан және шамалы жоғары құюшы муфта ораналасады. Тізбек сыртынан ұңғыманың тартпаларына тығыз қысылып, сақиналы кеңістік бойымен цементтің қозғалысына кедергі болатын брезентті манжетпен жабдықталады.
Башмак арқылы жуу мүмкін болмайтындықтан, ұңғыма сазды ерітіндімен толытырылуын қадағалау қажет.
Екі жақты цементтеу үшін құюшы муфта
Арнайы құюшы муфта цементтік еретіндіні 1000 м жоғары биікттікке көтеру қажет болғанда ғана орнатылады. Және 2 аралықты цементтеу керек. Құю екі кезеңде ж.реді.
1-кезең
Тізбекке алдын ала цементтік ерітндінің бірінші бөлігі құйылады. Одан кейін көлемі кері клапан мен құюшы мутфаға дейінгі көлемге тең басушы сұйықтық құйылады.
2-кезең
Содан кейін цементтік ертеніднің екінші бөлігі цементтеу аумағының жоғарғы аралығына дейін құйылады.
Цементтік ерітіндінің екінші бөлігін құйғанда бірінші бөлігі башмак арқылы тізбек сыртына сығылады.
Ұңғыманы шаю және кавернадағы сазды ерітнді мен сазды қатпарларды шығару үшін құйындалатын ортадан тепкіш дөңгелекті қолданады. Ол мойынтіректерде айналатын тангенциалды арналары бар құбыр болып келеді, ал тангенциалды арналар гидромоторлы соплолардың қызметін атқарады.
Сначала в колонную закачивается первая порция цементного раствора. За ней первая порция продавочной жидкости в объеме, равном объему участка колонны от обратного клапана до заливочной муфты.
Құю реті
Алдымен төменгі тығынды орнатады, 2 келте құбыр жабық.
Жоғарғы тығын штифттармен ұсталады. Цемент ерітіндісінің бөлігін айдағаннан кейін штифттер босайды, басу сұйықтығының айдалуы 2 келте құбыр арқылы жүзеге асады, оның 1 келте құбыр арқылы өтуі кезінде басу сұйықтығы 1 келте құбыр арқылы жүзеге асады.
Цемент араластырғыш машиналар
Цементтік ерітіндіні дайныдау үшін арнайы аралсатырғыш (ЦСМ және СМН) машиналарды қолданады. Цемент аралстырғыш машина автомобильге құралған және жақтаулы қабырғалары 53º бұрышпен орналасқан 20 тонналық сыйымдылық бункер болып келеді. Бункердің астында цементті құйғышқа беретін екі шнек болады. Құйғыштан цемент тік қалақшалы шнекпен араластырғыш құрылғыға беріледі. Араластырғыш құрылғы диффузорғ соплосы және шығарғыш құбыры бар камера болып келеді.
Су диффузорға 0,7-1,5 МПа қысыммен сопло арқылы беріледі. Оның диаметрін бұру арқылы реттеп, нәтижесінде су-цемент қатынасын ауыстыруға болады. Араластырғыш машинаның өнімділігін саптамаларды ауыстыру және көлденең шнектердің айналу жиілігін ауыстыру арқылы реттеуге болады. Бір араластырғыш машина портландцементтің 0,01-ден 0,027 м3/с ертіндісін дайындай алады.

Цемент араластырғыш машина
Цементтеу агрегаттары
Цементтік ерітндіні айдау және басу үшін цеменеттеу агрегаттары қолданылады. Оларды қуатты машиналардың шассиінде орнатады.
Агрегаттар екі және үш цилиндрлі қосәсерлі сораптан тұрады. Әдетте сораптың алмастырылатын әр түрлі диаметрдегі төлкелері болады. Агрегаттың барлық механизмдерін басқару машина платформасында орналасқан бірыңғай посттан жүргізіледі. Агрегаттың өлшегіштері ұңғымаға айдалатын басу сұйықтығының көлемін өлшейді. Бұдан басқа цемент араластырғыш машинаға суды беретін ротационды сораптар болады.

Цементтеу кезінде цементтік ерітнді жерде орнатылған бакке құйылады, одан цементітк агреагттың сорабы ерітндіні сорып, айдау желісі бойынша ұңғыма сағасындағы цементтеу головкасына береді.
Цементеу поршенді сораптары 2,92-ден 23,4 л/с дейінгі беру жылдамдығына және 2,8 ден 21 МПа дейінгі қысымға ие болады.
Ротационды сораптың өнімділігі 1,31 л/с және максимал қысымы 1,5 МПа.
Ереже бойынша цементтеу кезінде екіден кем емес цементтеу агрегаттары болу керек.
Цементтеу головкасы
Мұнай және газ ұңғыларын жуу, цементтеу үшін цементтеу головкасы қолданылады. Ұңғыға түсірілген шегеңдеу тізбегіне арнайы цементтеу головкасы қойылып, цементтеу агрегаттары манифольдымен жалғастырылады.
Бұл қондырғы саға қысымы 40 МПа-ға дейінгі ұңғы сағасын цементтеу кезінде, байланыстыру үшін колданылады. Цементтеу головкасы тұрықтан (2), бөлгіш тетігі бар кақпақтан (3), үш жолды ысырмадан манометрден, екі бекіткіш винттен (7), тығын ысырмасынан (5), цементтеу тығынынан (6), байланыстыру элементі (1) және қосалқы гайкадан (4) тұрады.

Цементтеу головкасы
Цементтеу процесін бақылау және басқару
Мұнай және газ ұңғыларын цементтеу процесі СКЦ-2М-69 станциясының көмегімен автоматтандырылған түрде басқарылады және ұңғы сағасында цементтеу процесінің негізгі параметрлері (айдау қысымы, цемент ерітіндісінің тығыздығы, айдалған сұйық көлемі) тіркеліп отырады.
Сәтті цементтеу үшін цементтік ерітндінің меншікті салмағы жуушы сұйықтықтың меншікті салмағынан 0,3-0,5 г/см3 артық болу керек.
Tзаб
= t0
+
 мұнда t0
–100 м тереңдіктегі температура; t
мұнда t0
–100 м тереңдіктегі температура; tZ
– термиялық градиент;
L – ұңғыма градиенті.
3100 м тереңдіктегі температура = 10 + 31 . 2 » 720.
Цементтеудің толық уақыты » 0,5 часа.
79) Екі жақты әсерлі бұрғылау сорабы – конструтивті ерекшеліктері, кинематикалық сұлбасы ,беріліс кестесі
Бұрғы сораптары ұңғыға қысым мен жуу сұйығын айдау үшін қолданылады. Бұрғылау жұмыстарында тек горизонтал, жетекті, поршенді сораптар қолданылады.
Бұрылау сораптарына қойылатын негізгі талаптар:сораптың берілісі ұңғыны тиімді жуумен қамтамасыз ететіндей шекте реттелген болуы керек;сораптың қуаты ұңғыны және түпкі гидравликалық қозғалтқыштың жетегін жууға жеткілікті болуы керек;жуу сұйығының сораптан шығу жылдамдығы бұрғылауда қиындықтар тудыратын, қосымша энергетикалық шығындар мен қажу салдарынан бұзылатын инерционды күштер мен қысым бүлкілін жою үшін тепе-теңдікті ұстауы керек;сораптар құрамында абразивті майлары бар тоттануға бейім әр түрлі тығыздықтағы жуу ерітінділерімен жұмыс істеуге жабдықталған болуы керек;жуу ерітіндісімен жанасатын тораптары мен бөлшектерінің ұзақмерзімділігі жеткілікті және істен шыққан жағдайда оңай және тез ауыстыруға жабдықталған болуы керек;ірі габаритті тораптары мен бөлшектері жөндеу және техникалық қызмет көрсету кезінде сенімді орналастарумен жабдықталған болуы керек;жетекті бөлігінің тораптары мен бөлшектері жуу ерітіндісінен қорғалған болуы және тексеру мен техникалық қызмет көрсетуге қолайлы болуы керек;сораптар жинақты түрде тасмалдауға жабдықталған болуы керек;сорап конструкциясы сорапты агрегаттың қозғалтқышының оң және сол жағына орналасу мүмкіндігі болуы керек;сораптардың сенімділігі мен ұзақмерзімділігі олардың экономиялығы мен пайдалану қауіпсіздігімен сәйкес болуы керек.
Терең бұрғылауда екі әрекетті 2 поршенді сораптар – дуплекс және бір әрекетті 3 поршенді – тримплекс сораптары қолданады.
Дуплекс сораптарда поршеннің бір жүрісі кезінде сұйықтықты айдаушы коллекторға айдау және қабылдаушы коллектордан поршень мен цилиндрлі төлкенің жасайтын аумағына соруы жүрелі.