Контрольная работа
по дисциплине «Практическое (производственное) обучение»
(Основы токарной обработки)
Номер зачетной книжки: 901549
Выполнил
студент гр. ЗТО-101С И.И. Иванов
Проверил
канд. пед. наук, доцент П.П. Петров
Екатеринбург
2012
17
ПРИЛОЖЕНИЕ 3
Пример оформления инструкционной карты
-
Исходные данные
Деталь
Деталь: типа «Вал»
Оборудование: ТВС 16К20
Инструмент: проходной отогнутый резец, Т15К6
Приспособление: трехкулачковый патрон
Заготовка: прокат Ø50, L=50мм
Задание: точить поверхность Ø38мм на L=25 мм


Инструкционная карта обработки детали типа «Вал»
-
№
Этап деятельности
Содержание
Эскиз
1
2
3
4
1
Проверить станок на исправность
Проверить:
– плавность передвижения салазок суппорта 2;
– надежность крепления патрона на шпинделе 14 станка;
– выполнение станком команд по пуску и остановке электродвигателя;

-

Продолжение таблицы
1
2
3
4

– включить и выключить вращение шпинделя;

– включить и выключить механическую подачу суппорта.


2
Установить и закрепить заготовку в трехкулачковом патроне
1. Обеими руками, вращая равномерно против часовой стрелки патронный ключ, развести кулачки на величину, несколько превышающую диаметр закрепляемой заготовки.

2. Правой рукой вставить заготовку между кулачками, а левой вращать патронный ключ по часовой стрелке, до захвата заготовки кулачками.


Продолжение таблицы
1
2
3
4
3. Вращая обеими руками патронный ключ по часовой стрелке, предварительно закрепить заготовку в патроне. Выверить заготовку в патроне.

3

Установить резец
1. Переместить суппорт к задней бабке, вращая маховик продольной подачи по часовой стрелке.

2. Отвернуть крепежные винты резцедержателя, вращая правой рукой торцовый ключ 1 против часовой стрелки, отвернуть винты 2 резцедержателя так, чтобы можно было свободно вставить резец 3.


3. Установить резец в резцедержателе, перпендикулярно оси центров и с вылетом от края опорной поверхности резцедержателя не более чем на 1-1,5 высоты державки резца.
Определить взаимное положение вершины головки резца и центра станка, по необходимости совместить их по высоте с помощью введения под державку резца подкладок.


Продолжение таблицы
1
2
3
4
Закрепить резец предварительно, вращая торцовой ключ 1 по часовой стрелке, завернуть первый винт 2 резцедержателя до легкого соприкосновения с резцом 3. Затем таким же образом завернуть остальные винты.
4

Настроить станок
1. Установить частоту вращения шпинделя.
2. Установить величину подачи на оборот.

5
Обработать поверхность
1. Включить механизм вращения шпинделя.
2. Включить механизм суппорта на прямую поперечную подачу, поднимая рукоятку вверх.
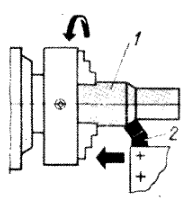
3. Выточить круговую риску на поверхности заготовки на заданной длине (25 мм): резец 2 перемещать в поперечном направлении на расстоянии 25 мм от торца, до тех пор, пока его вершина немного врежется в поверхность заготовки 1, образуя круговую риску 3, до которой и следует обтачивать цилиндрическую ступень.
4. Отвести резец от обрабатываемой поверхности и переместить в исходное положение.


-
Окончание таблицы
5. Обточить цилиндрическую поверхность до риски.
– резец 2 подать на требуемую глубину резания;
– включить механизм суппорта на прямую продольную подачу и обточить заготовку на 25 мм от торца. При подходе резца к риске за 1-2 мм выключить механизм подачи суппорта. Довести резец до риски вручную, после чего отвести его от обработанной поверхности.
6. Выключить станок.