

6.4. Сварка порошковой самозащитной проволокой однорядной арматуры
6.4.1. Конструкция и размеры стыкового соединения стержней типа С6-Мп должна соответствовать приведенной на рис.6.2 и в табл.6.1.
6.4.2. Положения пп.6.2.2, 6.2.4-6.2.6 распространяются на сварку однорядных стыковых соединений стержней порошковой самозащитной проволокой. Изменяется размер канавки, формирующей усиление сварочного шва. Ее глубина должна составлять 0,5-1,5 мм.
6.4.3. При сварке порошковой проволокой шланг с держателем следует выбирать в зависимости от диаметра порошковой проволоки: для проволоки диаметром 2,8-3 мм - шланг с внутренним диаметром спирали 4,7 мм, для проволоки диаметром 2-2,5 мм - шланг с внутренним диаметром спирали 3,6 мм. Наконечники мундштука следует выбирать в зависимости от диаметра проволоки. Хороший токопровод обеспечивают медные наконечники длиной 40-50 мм.
6.4.4. Порошковая проволока после прижатия ее верхним роликом должна быть утоплена в канавку нижнего ролика на 2/3 своего диаметра. Прижатие проволоки должно быть минимальным, обеспечивающим ее равномерную подачу. Деформация (смятие) проволоки не допускается.
6.4.5. Ориентировочные режимы сварки стыковых соединений стержней самозащитной порошковой проволокой диаметром 3 мм должны соответствовать приведенным в табл.6.8.
Таблица 6.8
|
Диаметры стыкуемых стержней, (dн), мм |
Режим сварки | |||
|
сварочный ток, А |
скорость подачи проволоки, м/ч |
напряжение дуги, В |
вылет электродной проволоки, мм | |
|
20-28 |
250-300 |
210-236 |
25-26 |
30-40 |
|
32-40 |
350-400 |
296-337 |
26-30 |
40-50 |
6.4.6. При сварке в медных формах следует стремиться к тому, чтобы дуга не была направлена на стенки формы. После заполнения плавильного пространства примерно на 80% объема рекомендуется прервать процесс на 1-2 минуты в целях снижения температуры расплавленного металла и предотвращения подрезов стыкуемых стержней.
6.5. Сварка порошковой самозащитной проволокой спаренных стержней
6.5.1. Конструкция и размеры стыкового соединения спаренных арматурных стержней порошковой проволокой - тип С12-Мп - должна соответствовать приведенным на рис.6.11 и в табл.6.6.
Сварку выполняют с использованием инвентарных форм, приведенных на рис.6.12.
6.5.2. Режимы и технику сварки спаренных стержней с прямой разделкой двух стержней следует скорректировать, учитывая увеличенный вылет электродной проволоки. Остальные технологические указания идентичны приведенным в пп.6.4.1-6.4.6 для сварки однорядной арматуры.
6.5.3. Сварку спаренных стержней со стыками "вразбежку" (рис.6.11 внизу) необходимо осуществлять, соблюдая следующий порядок:
вначале соединить нижний ряд стержней, используя инвентарные формы на рис.6.3 или 6.4. При этом наплавленный металл не должен образовывать усилия более 1-1,5 мм;
верхний ряд стержней следует соединять двумя стыками через вставку. Для обеспечения процесса сварки следует применять две медные полуформы (рис.6.13), ограждающие плавильное пространство с боков и сверху. Снизу плавильное пространство ограничивается нижним рядом стержней.

Рис.6.13. Конструкция медных полуформ для сварки соединений верхнего ряда спаренных стержней, собранных "вразбежку".
6.5.4. Конструкция и размеры полуформ должны соответствовать приведенным на рис.6.13 и в табл.6.9; схема их установки приведена на рис.6.14.
Таблица 6.9
|
Диаметр стыкуемых стержней (dн), мм |
А |
В |
Н |
D |
в |
l |
|
32 36 40 |
85 90 95 |
60 90 90 |
60 90 90 |
36,5 41,5 45,5 |
35 |
30 |
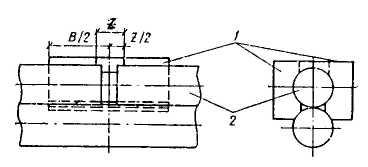
Рис.6.14. Схема установки полуформ в месте соединения верхнего ряда спаренных стержней 1 - медные полуформы; 2 - верхний ряд арматуры перед сваркой