

ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ВЯТСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Факультет автоматизации машиностроения
Кафедра материаловедения и технологии материалов
ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ОТЛИВОК В ПЕСЧАНЫЕ ФОРМЫ
Методические указания
Дисциплина «Технологические процессы в машиностроении», «Технология конструкционных материалов »
Специальность 120100, 170400, I, II курс
Киров 2006

УДК 620.22(07) Т384
Составители: кандидат технических наук, профессор Л.П. Кочеткова, ст.преподаватель Л.Я. Кабешова
Рецензенты: профессор, д.т.н. А.Н. Агапов, доцент, к.т.н. А.Л. Седельников
Редактор Е.Г. Козвонина
Подп. в печ. Усл. печ. л. Зак. Тир. Бесплатно
ПРИП ВятГУ, 610000, г. Киров, ул. Московская, 36.
© Вятский государственный университет, 2006
|
3 |
|
|
Оглавление |
|
1 |
Основные положения ................................................................................................ |
4 |
2 |
Литейные сплавы ...................................................................................................... |
8 |
3 |
Получение жидкого металла .................................................................................... |
8 |
4 |
Последовательность изготовления литейной формы............................................ |
10 |
5 |
Изготовления стержней .......................................................................................... |
13 |
6 |
Виды брака отливок ................................................................................................ |
14 |
7 |
Исправление литейных дефектов в отливках ........................................................ |
18 |
8 |
Составление отчета ................................................................................................. |
19 |
9 |
Техника безопасности при выполнении работы ................................................... |
19 |
Литература.................................................................................................................. |
20 |
|
4
Цель работы: изучить основы получения отливок в песчано-глинистые формы по разъемной модели
1 Основные положения
Отливки получают в результате заполнения полости л и т е й н о й ф о р м ы расплавленным жидким металлом. Жидкий металл затвердевает в ли-
тейной форме и образует отливку. После охлаждения отливки форму разрушают и извлекают отливку. Такую литейную форму называют р а з о в о й, так как ее используют только один раз. В разовых формах можно получить отливки слож-
ной конфигурации (фасонные отливки) и массой от нескольких граммов до сотен тонн из различных сплавов
Литейную форму изготавливают из ф о р м о в о ч н о й смеси, основной
составляющей которой |
является |
к в а р ц е в ы й п е с о, кобеспечивающий |
|||
высокую |
о г н е у п о р н о с т ь |
смеси |
и хорошую |
г а з о п р о н и ц -а е |
|
м о с т ь |
формы. В качестве связующей добавки, придающей п р о ч н о с т ь |
||||
и п л а с т и ч н о с т ь |
смеси, применяют |
г л и н у. Для |
улучшения свойств |
||
смесей вводят специальные добавки (древесные опилки, каменноугольную пыль,
пылевидный кварц и др.).
Для изготовления отливок применяют большое число различных приспо-
соблений, которые называют литейной оснасткой. Часть литейной оснастки,
включающей все технологические приспособления, необходимые для получения в форме отпечатка модели отливки, называют модельным комплектом.
Модельный комплект состоит из моделей отливки, элементов литнико-
во-питающей системы и стержневых ящиков.
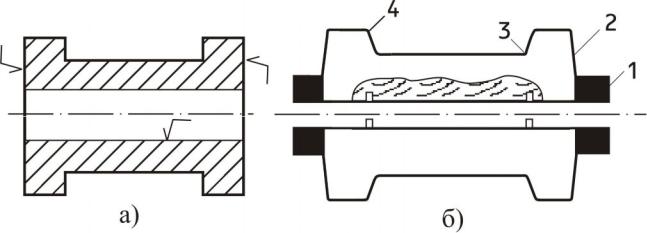
Модель - это приспособление для получения в форме полости, соответст-
вующей внешней конфигурации отливки(рисунок 1б). Размеры модели увели-
чиваются по сравнению с размерами отливки на величину усадки металла. Что-
бы при извлечении модели форма не разрушалась, вертикальные стенки моделей делают с уклонами. Сопряжение стенок в отливках должно быть плавным, углы
5
не должны быть острыми. Скругление внутренних углов поверхностей отливки называют галтелью, а наружных – закруглением. Галтели облегчают извлечение модели из формы и предотвращают появлениетрещин и усадочных раковин в отливках.
В единичном и мелкосерийном производстве чаше всего модели изготав-
ливают из дерева, а в серийном производстве - из металла и пластмасс. Для об-
легчения формовки модель может состоять из нескольких частей, которые со-
единяются с помощью шипов и гнезд.
Отверстия и полости внутри отливок получают при помощистержней
(рисунок 2б), которые вставляют в форму при ее сборке. Конфигурация стерж-
ней соответствует конфигурация отверстий полости.
Вслучае использования стержней на моделях предусматриваются
стержневые знаки. Стержневыми знаками называются выступающие части на моделях, образующие в форме углубления, в которые устанавливают знаковые части стержня, представленные на рисунке 1.
Рисунок 1 - Эскиз детали и модели: а) эскиз детали, б) эскиз модели отливки, 1 - знаки, 2 – формовочные уклоны, 3 - галтели, 4 - закругления
Стержневой ящик (рисунок 2а) - это приспособление для изготовления стержней. Стержневые ящики чаще всего изготавливают из дерева, сам стержень из стержневой смеси, которая отличается повышенной прочностью газопроницаемостью и податливостью. При сборке формы стержень устанав-

6
ливают стержневыми знаками в соответствующие отпечатки, полученные с помощью знаков модели.
Рисунок 2 - а) Стержневой ящик, б) стержень
Литниковой системой (рисунок 3) называют систему каналов, по которой подводят жидкий металл к форме. Она предназначена для: 1) обеспечения непре-
рывной, равномерной подачи жидкого металла в форму; 2) питания отливки жид-
ким металлом во время его затвердевания и усадки; 3) предотвращения попаданий шлака, песка и других нежелательных включений в форму; 4) предотвращения разрушения формы от действия струи металла.
Литниковая система состоит из чаши1, стояка 2, шлакоуловителя 3, пита-
теля 4.
Литниковая чаша предназначена для приема расплавленного металла и непрерывной подачи жидкого металла в форму.
Стояк - вертикальный канал, суживающийся к низу, соединяет литнико-

7
вую чашу со шлакоуловителем, предотвращает разрушение формы от действия струи металла, создает напор металла.
Шлакоуловитель - служит для задержания шлака и передачи из стояка металла, свободного от шлака, к питателям. Его располагают в горизонтальной плоскости и обычно в верхней полуформе, а питатели в нижней. Поперечное се-
чение шлакоуловителей делают трапецеидальным. В процессе заполнения формы металлом (для лучшего задержания шлака) шлакоуловитель должен быть обяза-
тельно заполнен металлом.
Рисунок 3 - Элементы литниковой системы,1 - литниковая чаша, 2 - стояк, 3 - шлакоуловитель, 4 – питатель
Питатели (литники) - это каналы для подачи жидкого металла непосред-
ственно в полость формы. Сечение питателя должно быть такой конфигурации,
чтобы металл плавно поступал в полость формы, мало охлаждался в пути от шла-
коуловителя к отливке.
Кроме этого, в модельный комплект входят модели выпоров и прибылей.
Выпоры служат для вывода газов из литейной полости формы. Их распо-
лагают над самой верхней частью отливки, что позволяет следить за правильно-
стью заполнения формы жидким металлом и появление жидкого металла в выпо-
ре сигнализирует о полностью заполненной форме.