

2. Полуавтоматическая сварка в среде углекислого газа
При полуавтоматической сварке подача плавящегося электрода (проволоки) осуществляется электродвигателем со скоростью, равной скорости плавления электрода. Сварщик выполняет только одно движение – перемещает горелку по траектории сварного шва (рис. 8).
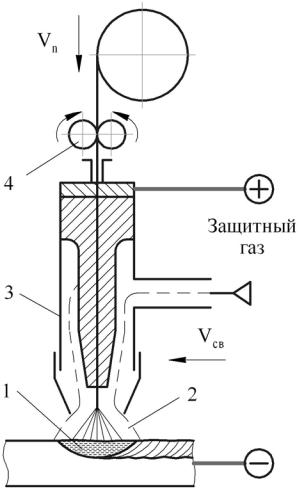
Рис. 8. Схема полуавтомата для сварки в углекислом газе:
1 – ванна расплавленного металла; 2 – атмосфера защитного газа; 3 – горелка; 4 – подающий механизм
Сварочная ванна и дуга окружены атмосферой углекислого газа CO2, который подается в горелку из баллона под небольшим избыточным
16
давлением. СО2 защищает место сварки от окружающего воздуха. Окислительное действие СО2 нейтрализуется введением в сварочную проволоку раскислителей: марганца и кремния. Диаметр проволоки 0,8…2 мм, марка Св08Г2С. Сварка ведется на постоянном токе обратной полярности. Источник питания имеет жесткую вольт-амперную характеристику.
Полуавтоматическая сварка повышает производительность труда по сравнению с ручной дуговой сваркой в 1,5…2 раза, уменьшает сварочные деформации, допускает сварку металла малой толщины во всех пространственных положениях.
3. Автоматическая сварка под слоем флюса
При автоматической сварке подача плавящегося электрода (проволоки), перемещение дуги вдоль шва и регулирование процесса сварки – механизированы.
Сварочная дуга (рис. 9) горит между электродной проволокой и свариваемой деталью под слоем флюса. При этом образуется газовый пузырь, который надежно изолирует расплавленный металл от атмосферы воздуха. Флюс насыпается на свариваемые кромки впереди дуги из бункера. Он представляет из себя гранулированный сплав различных окислов, фторидов и др. веществ, выполняя те же функции, что и электродное покрытие. Диаметр проволоки 3…6 мм, марка Св08А. Сварка может выполнятся на постоянном и переменном токе. При автоматической сварке под слоем флюса производительность труда возрастает в 5…10 раз по сравнению с ручной дуговой сваркой, повышается качество сварного соединения. Сварщик выполняет только функции оператора.
17
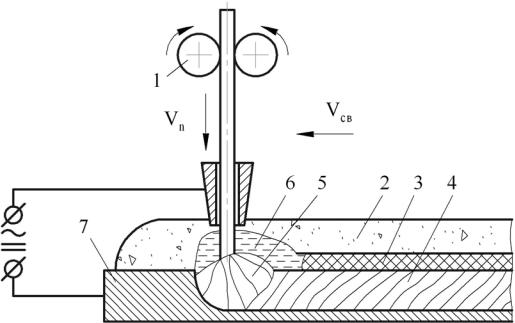
Рис. 9. Схема автоматической сварки под слоем флюса:
1 – подающий механизм; 2 – флюс; 3 – шлак; 4 – сварной шов; 5 – дуга; 6 – газовый пузырь; 7 – свариваемое изделие
Применяется в основном для длинных, прямых швов в нижнем положении.
4.Методика выполнения работы
1.Назначить режим ручной дуговой сварки для образцов из указанной преподавателем марки стали.
1.1.Выбрать тип электрода в соответствии с прочностью свариваемой стали (см. табл. 8 и табл. 3).
18
|
|
|
Таблица 8 |
|
Прочностные характеристики некоторых марок сталей |
|
|||
|
|
|
|
|
Марка стали |
Ст3 |
Ст5 |
Ст6 |
20Х |
|
|
|
|
|
Временное сопротивление разрыву, σв, кгс/мм2 |
40 |
55 |
60 |
80 |
1.2. Выбрать диаметр электрода в зависимости от толщины свариваемых образцов (см. табл. 1).
Таблица 9
Характеристика сварочных электродов Характеристики Результаты Тип электрода Механические свойства металла шва σв, кгс/мм2 Пластичность Марка электрода Диаметр, мм Назначение Толщина покрытия
Группа электродов по качеству Механические характеристики металла шва:
σв, Н/мм2
δ, %
Тх, 0С Вид покрытия
Пространственное положение сварки Род и полярность тока
19
1.3.Определить силу сварочного тока (см. табл. 7).
1.4.По найденному типу электрода выбрать марку электрода
(см. табл. 4).
1.5.Получить у преподавателя паспорт на электрод, произвести его расшифровку (рис. 2) и заполнить табл. 9.
1.6.По марке электрода и табл. 8 выбрать необходимый источник
питания.
1.7.Ознакомиться с принципом работы источника питания.
2.С применением индивидуальных средств защиты (спецодежда, рукавицы, щиток) произвести наплавку валика, применяя один из методов возбуждения дуги (см. рис. 7).
2.1.Написать основные характеристики оборудования, режимов сварки (по вольтметру и амперметру) и сварочных электродов в табл. 10.
|
|
|
|
|
|
|
Таблица 10 |
||
|
|
Режимы ручной дуговой сварки |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Тип и |
|
Режимы |
Режим к.з. |
|||
Диаметр |
Род |
|
марка |
Uхх, |
сварки |
||||
Полярность |
|
|
|||||||
электрода |
тока |
источника |
В |
Iд, |
Uд, |
Iкз, |
Uкз, |
||
|
|||||||||
|
|
|
питания |
|
А |
В |
А |
В |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3. Ознакомится с техникой полуавтоматической сварки в среде углекислого газа.
3.1. В отчет записать основные характеристики оборудования и режима сварки в виде табл. 11.
20
|
|
|
|
|
|
|
|
Таблица 11 |
|
|
Полуавтоматическая сварка в среде углекислого газа |
||||||||
|
|
|
|
|
|
|
|
|
|
Тип |
|
Тип |
Род |
и |
Марка и |
Uд, |
Iд, |
|
Давление, |
полуавтомата |
|
источника |
полярность |
диаметр |
В |
А |
|
расход |
|
|
|
питания |
тока |
|
сварочной |
|
|
|
СО2 |
|
|
|
|
|
проволоки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4. Ознакомиться с техникой автоматической сварки под слоем флюса.
4.1. В отчет записать основные характеристики оборудования и режимы сварки в виде табл. 12.
|
|
|
|
|
|
|
Таблица 12 |
|
|
Автоматическая сварка под слоем флюса |
|
|
|||||
|
|
|
|
|
|
|
|
|
Тип |
Тип |
Род |
Марка и |
Марка |
Uд, В |
Iд, А |
|
Скорость |
автомата |
источника |
тока |
диаметр |
флюса |
|
|
|
сварки, |
|
питания |
|
сварочной |
|
|
|
|
м/час |
|
|
|
проволоки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5. Составить отчет по работе, который должен содержать:
–наименование и цель работы;
–схему процессов ручной дуговой, полуавтоматической и автоматической сварки;
–заполненные табл. 9, 10, 11 и 12.
21