

-
Частини опер-ї сис-ми: перероблюючи підсис-ма, підсис-ма забезпечення та підсис-ма план-ня і контролю.
1. Переробна підсис-ма – осн-на складова частина вир-ї сис-ми і здійснює ф-цію перетворення вхідних затратних рес-в на вихідні продук-ні рез-ти. Усі перетворення здійснюються відпов-но до прийнятої тех.-гії – поєднання каліф-х навичок, обладнання, інфрастр-ри, інструментів і знань для перетворення матер-в в бажані рез-ти.
2. Підсис-ма забезпечення – виконує ф-ції, необхідні для безперервної ритмічної роботи, контролюючи підсис-ми на підставі інф-ції про стан її діяль-ті. Скл-ся з 3-х підсис-м нижчого порядку: 1. підсис-ма тех. підготовки вир-ва нов-х прод-в; 2. підсис-ма тех. обслугов-ня вир-ої підсис-ми у процесі її функ-ня; 3. підсис-ма рес-го забезпеч-ня вир-х процесів.
3. Підсис-ма план-ня і контролю – отримує від переробної підсис-ми інф-цію про стан сис-ми, вик-ня графіку випуску прод-ії, незаверш. вир-во та рівень запасів. Вик-ня завдань передбачає застосування конкр-ї тех.-гії, як засобу перетворення матер-в на прод-ію.
-
Класиф-ні підходи до опер-ої сис-ми. Ан-з вир-х сис-м за двомірною класиф-єю – в осн-і якої хар-р вигот-ня прод-у і тип процесу перероблення рес-в.
|
Тип перероб-ї підсис-ми |
Вир-ча сис-ма за вигот-ням |
|
|
продукту |
Послуги |
|
|
1. одинична (проектна) |
Архіт.-будів. підрядник |
Маляр |
|
2. серійна |
Столярний цех |
Авторем-й цех |
|
3. масова |
Автоскладальний цех |
Миття машин |
|
4. безперервна |
Нафтопереробний завод |
Радіостанція, патруль |
Тип вир-ва справляє виріш-й вплив на особливості орг-ції вир-го процесу: - безперервний або перервний; - рівні тех.-гії вир-ва; - економ. доцільного викор-ня автомати., напівавтомати. і спец-го обладнання; - складів устаткування і приладдя; - орг-ція роб-х місць.
-
Одиничний тип переробної підсис-ми. Процес вир-ва мае одиничний хар-р. Його особливості: - прогр-ма заводу скл-ся здебільшого з номенклатури виробів різного призначення; - випуск кожного виробу заплановано в обмеженій кількості; - номенклатура прод-ії у прог-мі заводу нестабільна; - велика питома вага оригінальних виробів і дуже мала кіль-ть уніфікованих питань.
-
Серійний тип переробної підсис-ми. Хар-ся вигот-ням великої номенклатури виробів, але обмеженої в порівнянні з одиничним вир-ом. Вироби протягом план-го періоду випускаються переважно серією. Серія – деяка кількість конструктивно-подібних вир-в, що запуск-ся у вир-во.
-
Хар-ні особливості переробних підсис-м масового та безперервного процесів (див. пит. 32 і пит.33).
-
Переробн підсис-ма масового вир-ва. Хар-ною ознакою є вигот-ня заводом однотипної прод-ії обмеженої номенклатури у вел-х обсягах протягом тривалого періоду часу. Обов’язковим є застосування розрах.- аналіт-го методу норм-ня робіт, оскільки навіть невелика неточність тех.-ї норми при вел-х обсягах випуску вир-в призведе до порушення вир-х пропорцій. Впровадж-ня потокового мас-го вир-ва за наявності економ. передумов знижує усі види витрат на од-цю прод-ії.
-
Переробн підсис-ма з безперервним процесом. Ця сис-ма вигот-є значні обсяги однакової прод-ії. Єдиний спосіб відрізнити окремі од-ці вигот-ої прод-ії полягає у виміру прод-ту у якихось довільних одиницях за довжиною, площею, масою або часом. Рес-си, які надходять на вхід переробної підсис-ми, безперервним потоком проходять через неї, перетв-чись на прод-т на її виході.
-
Поняття опер-ої діяль-ті (ОД) підпр-ва. Мета опер-ої сис-ми – забезпечити економ. еф-ну реаліз-ію цілей орг-ції. Ел-ти сис-ми опер-го упр-ня підпр-ва: 1. управ-кий процес або параметр, які повинні бути визначені досить ретельно; 2. зворот-й зв'язок – необхідно розробити метод для вимір-ня дійсної продукт-ті процесу (врах-ня штрихкоду); 3. порівняння – реальні значення продукт-ті процесу необхідно порівняти з розрах-ю нормою; 4. коректуючий фактор – необхідно выдпрац-ти стр-ру, що розроб-є коректуючі дії при прийнятті сигналу, що відображає хід вир-ва; 5. сис-ма план-ня за участю праців-ка – необхідно визначити розрах-ву норму продукт-ті контролюємого процесу. Наочно ввзаємозвязки в опер-ії сис-мі – тетраедр опер-ії:

-
Склад осн-х рес-в як вхідних факторів ОД. Мета будб-якої орг-ції вкл-є перетворення рес-в для досягнення рез-тів. Осн-і рес-си: - люди, кап-л, матер-и, тех.-гія, інфор-ція.
-
Послуги як рез-т ОД підпр-ва. Розробка послуг врах-є аспекти змінності попиту. 3 підходи з питань дослідження послуг: 1. відділити покупця від процесі як можна далі і застос-ти індустріальні страт-ії проект-ня процесів, реалізується min допустима ступінь участі покупця і визнач-ся відпов-на діяль-ть «офісу-майстерні»; 2. якщо участь покупця неминуча, то викор-ти його як роб-у силу-на цьому баується вся концепція самообслуговування; 3. підвищіти гнучкість кадрового забезпечення, щоб можливості відпов-ли попиту – сфері послуг широко застосовується неповний графік роботи, що дозволяє комп-ям варіювати своїми потужностями в залежності від попиту.
-
Опер-ні процеси орг-ції – динамічна осн-ва функ-ня та розв-ку опер-ї сис-ми. Вир-ий процес – сук-ть взаємопов’язаних осн-х, допов-х і обслуговуючих процесів. Процес вир-ва на підпр-вах машинобуд-ня має 3 стадії: 1. заготівельна – забезп-є одержання різних заготовок, відливок, штамповок, паковок тощо; 2. обробна – забезпечує мех., терміч., хім. обробку та ін. її види; 3. складання – з деталей та вузлів форм-ть складальні од-ці і готові вироби, їх регулюють, випробовують, пакують. За роллю у вир-му процесі розріз-ть: - осн-і процеси – тех.-чна зміна геометри-ї форми, розмірів і фіз.-хім. властивостей вир-в; - допов-і процеси – забезпеч-ть безперебійність осн-х процесів (ремонт інструменту); 3. обслуг-чі процеси – призначені для обслуг-ня осн-х і допов-х процесів (зберігання).
-
Принципи орг-ції та складність опер-х процесів. Заг-ны принципи вир-х процесів: 1.спец-ція – розчленування вир-го процесу на складові частини і закріплення за кожним підрозділом вигот-ня певного виробу або опер-ії. 2. пропорційність – однакова відносна продукт-ть усіх вир-х підрозділів (передбачає рівномірне і повне завантаження усіх видів устаткування). 3. паралельність – одночасне виконання частин вир-го процесу. 4. ритмічність – рівномірний випуск прод-ії у певний проміжок часу. 5. прямоточніст – забезпечення найкоротшого шляху проходження виробами всіх стадій і операцій вир-го процесу. 6. безперервність – зменшення перерви під час вир-ва конкретних вир-в.
-
Типи опер-х процесів, їх ознаки. Залежно від орг-ції вир-го процесу розрізняють різні їх види: одиничний, серійний, масовий (ознаки див. пит. 40, пит. 41, пит. 42). Тип вир-го процесу – така орг-но-тех. хар-ка, яка ґрунтується на його спеціалізації, повторюваності й хар-ру технолог-х процесів.
-
Одиничний вир-й процес. Хар-ся: 1. вигот-ням вир-в в одиничних екземплярах або машинними серіями; 2. застосування універсального устаткування. 3. груп-ня роб-х місць за принципом тех.-однорідних опер-ій. 4. відсутність закріплення певних опер-й за осн-ми праців-ми. 5. високою кваліф-єю прац-ків, яка врах-є різноманітний хар-р викон-х робіт.
-
Серійний вир-й процес. Хар-ся: 1. вигот-ня вир-ів партіями, які періодично повторюються (декілька сотен за місяць – дрібносерійне, 2-5 тис. великосерійне). 2. обмежена номенклатура вир-ів, що їх виготовляють. 3. застосування універсального й спеціалізованого устаткування. 4. середня каліф-ція праців-ів.
-
Масовий вир-й процес. Хар-ки: 1. вироби вигот-ть у вел-ій кількості (6-10 тис.). 2. застосування спеціалізованого і спеціального устаткування. 3. роб-і місця розміщують за ходом тех. процесу оброблення виробів. 4. роб-і місця спеціалізуються на вик-ні однієї опер-ії. 5. роб-ки можуть мати невисоку каліф-цію.
-
Орг-ція опер-го процесу у просторі й часі. Мен-жер повинен уміти: 1. вибирати рац-ну стр-ру підрозділів підпр-ва і і форми її спеціалізації, 2. побудувати вир-чій процес у просторі, 3. визначити економ. наслідки скорочення вир-го циклу оброблення вир-ів, 4 .знайти най еф-ші шляхи скорочення тривалості вир-го циклу, 5. вибрати прийнятний для вир-ва вид рухів вир-ів (далі див. пит. 44 і пит. 45).
-
Орг-ція опер-го процесу у просторі. Еф-ть вир-го процесу залежить від часу здійснення і ступеня його неперервності. Диференціація (різноманітність) вир-го процесу на підпр-ві хар-ся співвідношенням 3-х осн-х факторів: 1. обсягом і змістом вир-ої програми; 2. часом, який є у розпорядженні підпр-ва для вик-ня даної програми; 3. простором, який виражений у вир-ій площі, т.т. роб- місцях і машинах.
-
Орг-ція опер-го процесу у часі. Побудова вир-го процесу в часі хар-ся струк-рою і тривалістю вир-го (процесу) циклу. Ел-ти тривалості циклу: 1. тривалість циклу вигот-ня деталей; 2. час складання деталей у вузли та їх монтажу; 3. час складання вузлів у групи; 4. час виправлення й приймання гот-х виробів; час комплектування і пакування.
-
Вир-ій цикл партії вир-в при різних видах їх руху у вир-му процесі. (див. пит. 47, пит. 48, пит. 49).
-
Послідовний вид руху. Хар-ся: - вироби на кожному подальшому процесі передаються цілою партією, - устаткування в межах оброблення вир-ів партії працює без простоїв.
-
Паралельний вид руху. Хар-ся: - вироби від одного роб-го місця до ін. передаються поштучно, - вироби обробляються на всіх опер-ях без про межування.
-
Послідовно-паралельний вид руху. Поєднує у собі переваги послід-го і парал-го видів рухів виробів у вир-ві.
-
Проект-ня опер-ої сис-ми: критерії та види проектів. Вкл-є: 1. проект-ня виробів, 2. проект-ня процесів вир-ва, 3. визначення вир-х потужностей, 4. обґрунтування місця розташування вир-х потужностей, 5. проект-ня підпр-ва, 6. розробка вир-х опер-цій. 1. Проект-ня вир-ів – для ан-зу конкретних вимог споживача до даного виробу розробник повинен розглянути відносну значимість наступних критеріїв проект-ня вир-ів: - вартість, - економ. експлуатації, - якість, - ел-ти розкоші, - розмір, потужність, міцність, - строк служби, - надійність в експлуатації, - вимоги до обслуговування, його простота, - універсальність викор-ня, - безпечність експлуат-ії. 2. Проект-ня процесу вир-ва - розробник виробу повинен розглянути відносну значимість наступних критеріїв проект-ня процесу вир-ва: - вир-ча потужність, - економ. еф-ть, - гнучкість, - продукт-ть, - надійність, - ремонтопридатність, - стандартизація і постійність рез-тів, - безпечність, промис-ва санітарія і гігієна, - задоволення життєвих потреб роб-ків.
-
Соціотех-й підхід до розробки опер-ій. Термін «соціотех-на сис-ма» відноситься до взаємовідносин між тех-ю сис-мою, що потрібна для вик-ня вир-х завдань, і тією соц-ю орг-цією, в межах якої ці завдання викон-ся. Упр-чий вир-чим персон-м повинен розуміти, що вир-ча сис-ма є одночасно і соц., і тех. сис-мою.
-
Сучасний рівень розв-ку опер-х сис-м. Прогрес в підвищенні швидкочинності комп’ют-в і в їх застосуванні привів до революції проектні опер-ні сис-ми. (далі див. пит. 53, пит. 54, пит. 55 і пит. 56).
-
Сис-ма автоматизованого проект-ня (САПР). САПР – дозволяє розробнику тех.-х виробів працювати з терміналом комп’ютера і створ-ти необхідну докум-цію, яку раніше приходилося виконувати в ручну. За необхідності комп’ютер може перенести креслення на паперовий носій.
-
Автоматизовані сис-ми упр-ня вир-вом (АСУВ). АСУВ – цілий ряд тех.-гій, що дозволяють упр-ти і контрол-ти роботу вир-го устаткування за допомогою комп’ютера. Роботи являють собою програмуємі пристрої, що маніпулюють матер-ним і роб-им інструментом, що раніше приходилося робити силами прац-ків. Застос-ня роботів особливо еф-не на монотонних, часто повторюваних опер-ях, стомлевих і виснажливих для роб-ків.
-
Сис-ми автоматизованого складування і видачі тов-в (САС). САС (або автоматизовані склади) – передбачають викор-ня управ-ми комп’ютерів, підйомно-транспортних пристрої, які закладають вироби в склад і дістають їх звідти за командою комп’ютера, який слідкує де знаходиться кожний вид.
-
Гнучкі вир-чі сис-ми (ГВС) та інтегровані автоматизовані сис-ми упр-ня вир-ом (ІАСУВ). Заг-ю рисою нов.-х тех.-гій є підвищення гнучкості вир-ва. Вир-чі процеси, в яких поєднані всі ці тех.-гії, наз-ть гнучкими вир-ми сис-ми. Поєднання наведених тех.-гій в сис-мі, що працює під упр-ням інтегрованої ін форм-ної упр-чої сис-ми, наз-ть інтегровані автоматизовані сис-ми упр-ня вир-ом.
-
Відмінності у проект-ні продукту та послуг. В США в сфері послуг задіяно порядка 70% прац-чих. Специфічні принципи у сфері послуг: - сервіс – це така галузь, де кожний вважає себе спеціалістом; - більшості послуг притаманні як матер-ні, так і нематер-ні хар-ки, що в сукупності утворюють так званий «пакет послуг»; - послуги надаються в тісному контакті з клієнтами, споживаються ним в процесі в процесі надання послуги, в той час, як товари спожив-ся покупцями після завершення вир-го процесу. Ряд важливих для упр-ня сферою послуг хар-к: 1. споживач, як правило, тривало присутній у вир-му процесі, т.т. має місце більш тісний контакт або взаємодію зі споживачем; 2. сфера послуг вимагає більш високого ступеня індивідуалізації продукту у відпов-ті з вимогами споживачів; 3. робота в сфері послуг більш трудомістка, ніж в промис-ті.
-
Необхідність рішень з просторової орг-ції діяль-ті. Питання розташування стає головним в стратегії вир-х і сервісних фірм особливо в умовах глобальних ринків і глобальних вир-цтв. При прийнятті рішення стосовно місця розташування підпр-ва послідовно розглядаються наступні питання: 1. на якому континенті будувати завод; 2. в якій країні; 3. в якій області і в якому районі; 4. в якому місті; 5. на якій площадці або в якому із існуючих приміщень.
-
Схеми розміщення та масштаби вир-х потужностей. На стадії розробки опер-ні сис-ми вирішують 2 взаємопов’язаних питання: 1. скільки об’єктів і якої потужності потрібно створити; 2. де розташувати кожний із них. Існує 3 осн-і способи розміщення обладнання і розташування роб-х місць: 1. за тех.-ним (функ-ним) принципом – однакове облад-ня або однакові техні операції групуються разом; 2. за предметним принципом – облад-ня або вир-чі процеси вистроюються по ходу тех. опер-ій, через які виріб послідовно проходить при виготовленні; 3. за принципом групової тех.-гії.
Найбільш широке застосування отримав порівняльний метод комп’ютерного розміщення вир-х об’єктів (CRAFT). Поточні лінії є прикладом орг-ції вир-го процесу, що орієнтований на вибір. Окремі ланки потокової лінії пов’язані між собою пристроями для транспортування матер-ів. Метою удосконалення розміщення (планіровки) приміщень сервісних підпр-в і підрозділів роздрібної торгівлі є max-ція чистого прибутку, що отримують з 1 м2 зайнятої площі.
-
Проект-ня вир-го і обслуговуючого потоків: методи, засоби, інструменти. При проект-ні вир-го потоку осн-на увага зосереджується на окремих процесах, через які проходять матер-ні комплектуючі та складальні вироби їх виготовлення. Інструменти план-ня процесів: 1. опер-ні маршрутні карти – вказують маршрути руху заготовок по опер-ям тех. процесу; 2. схеми тех. процесу – наочно відображається усе, що відбувається з продук-єю протягом послідовного вигот-ня на відпов-му вир-му обладнанні; 3. складальні схеми – в них викор-ся ін форм-ія, що надана у складальному кресленні, й вказується в якому порядку повинні складатися окремі компоненти продукції під час їх збірки; 4. складальне креслення – детальне зображення всії окремих компонентів прод-ії.
-
Проектт-ня робіт і норм-ня праці. Одним із найважливіших аспектів проект-ня робіт є розробка точних специфікацій, що визначають порядок взаємодії роб-ків з машинами, споживачами або ін. ел-ми вир-го середовища. Проект-ня робіт вкл-є точне визначення змісту кожного виду роботи в орг-ції і побічно порядок розподілу роботи в ній. Норми часу мають велике значення як в сфері матер-го вир-ва, так і у сфері надання послуг. Норми часу дозволяють планувати роботу персон-у, устаткування і оцінювати працю роб-ків.
-
Стратег-не, тактичне та опер-не план-ня опер-ій, агрегативне план-ня. Стратегія опер-ої сис-ми – одна із складових частин заг-ї страт-ії підпр-ва. Специфіка її полягає в : - об’єкті упр-ня; - процедурах форм-ня стратег-х пріоритетів; - орг-ній побудові стратег-ї опер-ої сис-ми. Особлива роль опер-ї стратег-ї полягає в тому, що min необхідна довгострокова стабільність функ-ня опер-ої сис-ми є необхідною умовою побудови заг-ї стратег-ї. мистецтво кер-ка полягає в тому, щоб знайти баланс між min необхідною стабільністю сис-ми і її змінами. Практично названа вимога реалізується шляхом формування 2-х груп стратег-х повноважень: 1. базові повноваження опер-ої стратег-ї передаються першому заступнику; 2. повноваження, що пов’язані з прийняттям рішень на зміни ціною зниження поточної еф-ті, залишаються у першого кер-ка. 3 етапи опер.-календарного план-ня: 1. об’ємне план-ня - полягає у рівномірному розподілі вир-ої програми заводу в об’ємному, труд-му і натур-му виразі між цехами і дільницями; 2. календарне план-ня – продовження і розвиток об'ємного план-ня окремих виробів, вузлів, деталей, деталоопер-ій; 3. опер-не план-ня – передбачає визначення в остаток-й формі переліку відпов-х назв робіт по всіх робочих місцях і завдань конкретним викон-цям на кожну зміну.
-
Упр-ня матер.-тех. забезпеченням. Воно зумовлює викон-ня наступних осн-х робіт: - установлення прогресивних норм і нормат-ів, витрат і сировини, матер-ів і комплектуючих виробів на од-цю прод-ії або роботи; - розрахунок потреб в матер-х рес-х для вик0ня вир-ої програми; - визначення строків поставки гот-х виробів споживачам; - встановлення зв’язків з постачальниками і споживачами; - облік, контроль і ан-з вик-ня планів забезпечення; - поточне регул-ня забезпечення цехів стосовно опер-ої підготовки до вик-ня планів вир-ва і випуску гот-ї прод-ії.
-
Ф-ції, завдання та осн-і вимоги до опер-го упр-ня вир-вом. Орг-ція диспетчеризації вир-ва. зміст оепр-го упр-ня полягає у: 1. визначенні місця (дільниця, роб. місце) і часу (квартал, місяць) виготовлення вир-ів. 2. обліку фактичного часу вир-го процесу. 3. встановленні відхилень від раніше наміченого плану. 4. регул-ні ходу вир-ва для лік від-ії наслідків відхилень і забезпеченні своєчасного вик-ня осн-х завдань опер-го упр-ня. Опер-не упр-ня являє собою складну орг-но-планову сис-му, в яку входять такі підсис-ми: 1. функ-на підсис-ма – визначає коло ф-цій, які має вик-ти сис-ма опер-го упр-ня вир-вом у межах певного часу на рівні підпр-ва; 2. поелем-на підсис-ма – хар-є осн-і ел-ти сис-ми опер-го упр-ня. 3. орг-на підсис-ма – хар-є побудову сис-ми опер-го упр-ня.
-
Контроль за вик-м робіт. Контроль опер-го процесу. Кінцева мета контролю полягає у вирішенні задач, що стоять перед орг-цією. Щоб бути еф-ним, контроль повинен інтегруватися з ін. ф-ціями упр-ня. Опер-ний контроль – процес забезпечення еф-го і каліф-го викор-ня конкретних задач.
-
Роль та завдання упр-ня матер-ми рес-ми та запасами. Тов.-матер-і запаси – запаси будь-яких рес-в або предметів, що викор-ся в орг-ції. Сис-ма упр-ня запасами – сук-ть правил і способів регул-ня, за допомогою яких можна контролювати рівні запасів і визначити, які рівні доцільно підтримувати, який запас слід поновлювати і який повинен бути обсяг замовлення. Вир-чі запаси підрозділяються на: - сировину, -готову кінцеву прод-ію, - комплектуючі, - допоміжні матер-ли, - незавер. вир-во.
-
Упр-кі рішення у сфері упр-ня зап-ми та пов’язаними з ними витратами. Приймаючи рішення по вибору розміру тов.-матер-х запасів, доцільно врахувати пов’язані з ними наступні витрати: 1. витрати зберігання; 2. витрати по освоєнню нов.-ї прод-ії; 3. витрати, пов’язані з пусконалагоджувальними роботами при зміні прод-ії; 4. витрати, пов’язані з розміщенням замовлень; 5. витрати, пов’язані з нехваткою запасу (дефіцит).
-
Особливості упр-ня запасами залежного і незалежного попиту. При орг-ції упр-ня тов.-матер-ми запасами важливо мати на увазі різницю між залежним і незалежним попитом. Предмет має залежний попит, якщо його вик-ня прямо пов’язано з планами вир-ва др. вир-в. Сис-ма з незалежним попитом: має дві осн-і сис-ми – сис-ма фіксованої кількості; - сис-ма фіксованого часу. Сис-ма із залежним попитом: дана сис-ма носить назву план-ня матер-х потреб.
-
Робоче середовище та визначення умов праці, режим роботи. За визначенням, робота опер-го мен-ра полягає в упр-ні перс-лом, що створює прод-ію або послуги фірми.
-
Осн. норм-ня праці. Методи норм-ня праці. Вимірювання праці виступає осн. розрах-ку норм вик-ня робіт. Осн-і методи: 1. хронометраж – виконують за допом-ю секундоміра безпосередньо на роб-у місці або шляхом ан-зу відеозапису труд-го процесу. Норма часу – сума нормального часу й додаткового часу, взята у відсотках. 2. ел-ні нормативи – отримують із рез-тів хронометражу, їх класиф-ть у вигляді таблиць або комп’ютерної бази даних. 3. мікроел-ні сис-ми норм-ня – вони визначають тривалість вик-ня базових ел-тів руху, ширину ручної праці, займають набагато більше часу, ніж метод ел-них норм-вів. 4. метод вибіркового спостереження за труд-м процесом – складається із дослідження, або вибірки, якоїсь робочої діяльності4 викор-ся для визначення коеф-ту простоя, вимірювання продуктивності, визначення нормативів часу.
-
Сутність проект-го підходу до упр-ня орг-цією. Упр-ня проектом – здійснюється за допомогою спец-х графіків, які утворюють якби скелет величезного промислового конгломерату. Осн. задача із застосуванням методу критичного шляху полягає не тільки в тому, щоб визначити чітку послідовність вик-ня робіт. Проект – послідовність взаємопов’язаних опер-ій, спрямованих на досягнення конкретного значущого рез-ту, для їх вик-ня потрібен тривалий час. Упр-ня проектом – процедура план-ня, розподілу і регул-ня рес-в і устаткування з урах-ням усіх обмежень даного проекту (тех.., бюдж-х і часових). Кожний проект починається із складання переліку робіт. Ел-том проекту виступають роб-і завдання. Проектом робіт наз-ть набір опер-ій, що поєднуються у спільну групу і повинні вик-ся 1-м орг-ним підрозділом. Стр-рою робіт проекту визначається ієрархія проект-х завдань, підзавдань і пакетув робіт:


 Для
правильної розробки стр-ри робіт проекту
доцільно вик-ти наступні параметри: -
щоб над вик-ням кожного ел-ту стр-ри
можна було працювати незалежно від ін.;
- щоб розміри ел-тів стр-ри дозволяли
еф-но ними упр-ти.
Для
правильної розробки стр-ри робіт проекту
доцільно вик-ти наступні параметри: -
щоб над вик-ням кожного ел-ту стр-ри
можна було працювати незалежно від ін.;
- щоб розміри ел-тів стр-ри дозволяли
еф-но ними упр-ти.
-
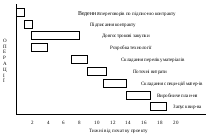
Жит-ий цикл проекту. Мен-т проекту. Розроб-на досить велика кількість зручних стандартних форм для контролю ходу робіт. Нині створена велика кількість графічних комп’ютерних програм. Кер-во компанії, замоники і мен-ри проектів отримали можливість вибирати різні варіанти для процесу контролю за ходом проекту. На рис. наведено приклад графіка Г. Ганта,представлений у вигляді столбікової діаграми, на якому зображується час початку й закінчення кожної опер-ії проекту і послідовність, в якій всі ці опер-ії вик-ся. Життєвий цикл проекту- процес розвитку у послідовності взаємопов’язаних опер-ій розподілу і регул-ня рес-ів, який скл-ся із 4-х етапів: 1. розробка та план-ня; 2. удосконалення; 3. зрілості; 4. упаду. Мен-т проекту дозволяє прив’язати даний проект до орг-ної стр-ри фірми з викор-ням однієї з трьох стр-р.
За відокремленого проекту над проектом постійно працює самостійна група спеціалістів, яка стає автономною. Переваги: - мен-р проекту отримує всі повноваження по його реалізації; - члени групи звітують перед одним кер-м; - процедура обміну думками значно скорочується. Повною протилежністю попередньої орг-ої стр-ри є функ-ний проект, який здійснюється в існуючих функ-х підрозділах. Переваги: - члени проект-ї групи можуть одночасно працювати над декількома проектами; - тех. досвід зберігається в межах конкретної функ-ої зони; - внаслідок насиченості групи висококваліф-ми спец-ми підвищується еф-ть вирішення різних тех. проблем. Класична матрична орг-на стр-ра хар-ся поєднанням якостей двох попередніх проектів.
Незалежно від вибраної орг-ої стр-ри безпосередній контакт із замовником здійснюється через мен-ра проекту.
-
План-ня проектів. Створення робочих графіків за допомогою діаграм Г. Ганта. Поняття «Сітьовий графік» відноситься до набору графічних методів, що викор-ся при план-ні. Осн-і фактори любого проекту: - час, - витрати, -наявність рес-в. Спеціалісти опрацювали численні методи: 1. «час-витрати» і 2. «упр-ня обмеженими рес-ми». Метод PERT (оцінки і перегляду програм) і метод CPM (критичного шляху) зобов’язані своєю появою широко відомому графіку Г. Ганта. Цей графік дозволяє зв’язати опер-ії з часом.
-
Розклад проектів. Контролінг проектів. PERT і CPM призначені для виявлення найбільш тривалого за часом шляху в ланці робіт, які стають основою при плануванні й контролі за ходом вик-ня робіт. Різниця між ними: PERT розроблявся для роботи із важкими проектами, які хар-ся високою ступінню невизначеності, а CPM – для складання графіків рутинних опер-ій, пов’язаних із заводським тех. обслуговуванням. Етапи складання графіку з однозначною оцінкою тривалості опер-ій: - ідентифікація опер-ій, -визначення послідовності опер-ій і побудова сітьового графіку, - визначення критич-го шляху, т.т. ланцюга послідовно ув’язаних операцій у сітьовому графіку з найбільшою тривалістю. Для вірного складання графіку потрібно враховувати для кожної опер-ії 4 часові параметри: 1. ранній строк початку опер-ій від початку проекту; 2. ранній строк закінчення опер-ій; 3. пізній строк закінчення опер-ій без затримки всього проекту; 4. пізній строк початку опер-ій.
-
Методи сітьового план-ня: недоліки і переваги. При здійсненні ан-зу з викор-ням методів PERT і CPM приходиться базуватися на відпов-х допущеннях. Одним із найбільш складних для упр-го перс-лу моментів є той, який пов'язаний з розумінням статис-них методів, на яких базується ан-з з викор-ням трьох оцінок тривалості опер-ій: 1. оптимістична, 2. песимістична, 3. найбільш ймовірна.
-
Тех.-ка упр-ня проектами методом оцінки та розгляду програми та методом критич-го шляху. На практиці мен-ри проектів приділяють затратам не менше уваги, ніж строку вик-ня робіт. Моделі представ-ть собою розширений вар-нт методів PERT і CPM та викор-ся для створ-ня графіків min затрат для всього проекту в цілому і контролю над витратами в ході реаліз-ії проекту (контролінг).
-
Програмне забезпечення упр-ня проектами. Крім складання графіку необхідно вірно розподіляти рес-си між усіма завданнями і контролювати їх вик-ня. Завдяки суч-м комп’ютерним програмам мен-ри мають можливість з max-ю оперативністю визначити надлишкове витрачання рес-ів. Комп’ютерні інф-ні сис-ми для упр-ня проектами (програмний продукт MS Project) дозволяє скоординувати викор-ня рес-ів за рах-к встановлення відпов-х пріоритетів.
-
Заг-й мен-т якості (TQM). Заг-не упр-ня якістю – запропоноване для описання філософії, у відпов-ті до якої критерії якості стають осн-ми факторами для кер-ва при проект-ні, план-ні й модернізації. Осн-а доктрина даної філ-фії – для досягнення довгострокового фін-го успіху компанія повинна забезпечити високу якість випускаємої продукції. Стандарти, якими потрібно корис-ся для вимірювання тих чи ін. параметрів, встановлюються Між нар-ою орг-цією по стандартах. В процесі забезпечення якості осн-ми прийомами є статистичні методи: 1. статис-ний контроль процесу; 2. карти вибіркового контролю; 3. ан-з можливостей вир-го процесу.
-
Поняття, значення та фактори забезпечення якості товарів та послуг. TQM : 1. упр-ня орг-цією в цілому для забезпечення max високих рез-тів по всім найбільш важливим для споживача критеріям (для сфери обслуговування). 2. забезпечення відпов-ті тех.-м вимогам (для сфери вир-ва). основні критерії обслуговування, що найбільш важливі для споживача, дають можливість розробити орг-ну культуру компанії, яка б забезпечувала службовців мотивами й стимулами робити все необхідне для досягнення необхідної якості послуг.
-
План-ня якості. Орг-не забезпечення якості. Інструменти контролю якості. Філ-фія TQM визначає якість продукції й послуг як інтегровану категорію. Найбільш поширеними заг-ми інструментами забезпечення якості є різні методи статис-го контролю процесу., які викор-ся групами підтримки якості для вирішення різних задач й безперервного підвищення якості, розгортання ф-ції якості, які викор-ся упр-ким перс-лом для забезпечення обліку споживача. Спеціалісти відділу контроля якості широко викор-ть у роботі такі інструменти, як методи статистичного контролю якості. Заг-не упр-ня якістю вкл-є наступні інструменти: 1. Філ-кі ел-ти: - якість, що відпов-є вимогам споживачів; - упр-ня процесом покращення якості кер-ва комп-нії; - безперервність покращення; - участь перс-лу в процесі забезпеченя й підвищення якості; - швидке реагування; - якість проект-ня й попередження браку; упр-ня за рез-ми; - розвиток партнерських відносин; - відповід-ть й відданість корпорації. 2. Заг-ний інструментарій: - інструменти статистич-го контролю: блок-схема вир-го процесу (показ-є осн-ні етапи, розгалуження й рез-ти процесу), контрольна мапа (засіб регистрації даних), ан-з Парето (графічний спосіб ідентифікації й класиф-ії браку й орг-ції робіт; осн. ціль – виявлення джерел існування відхилень, правило: 80% проблем виникають із-за 20% причин) й гістограма (розподілення, що показує частоту появи подій), причинно-наслідкова діаграма (інструмент, що пов’язує ел-ти процесу ан-зу потенційних джерел відхилень), графік проходження процесу (відображає зміни в часу значень різних хар-к), діаграма розкиду (графічне відображення залежності однієї хар-ки від ін.), контрольні графіки ( графік часової послідовності, що відображає статис-ні значення з вказуванням середнього значення і одного або декількох меж); - розгортання ф-ції якості. 3. Інструменти відділу контролю якості: - методи статистичного контролю якості: план вибірки, ан-з можливостей вир-го процесу, методи Тагучі.
-
План-ня якості. Етапи, ф-ції й інструменти, що викор-ся при план-ні покращення якості: План-ня: Е 1. Оберіть тему; Ф - - визначте тему для покращення, - визначте, чому саме ця тема; І - - стандарт-ція, - підвищення каліф-ії, - негайні заходи й припинення рецидивів. Е 2. Оцініть поточну опер-ію; Ф - - зберіть інф-цію, - визначте осн-ні хар-ки теми, - звузьте проблему, - визначте пріоритети; І - - контрольний графік, - гістограма, - ан-з Pareto. Е 3. Проведіть ан-з; Ф. – скласти список усіх можливих причин по проблемі, - дослідити взаємозв’язок між причинами та між причинами й проблемами, - виберіть деякі причини й запропонуйте відносно можливий взаємозв’язок між ними, - зберіть інф-цію й визначте причинно-слідчий зв'язок; І. - - осн-на стр-ра, - контрольний графік, - діаграма розбросу, - ієрархічне представлення. Е 4. Намітьте контрзаходи; Ф. - - Намітьте контрзаходи для усунення причини проблеми; І. - - внутрішня тех-гія, - опит; Виконання: Ф. - - Намітьте контрзаходи (експериментальним шляхом); Перевірка: Е 5. Підтвердити ефект застосування контрзаходів; Ф. – - зберіть інф-цію про еф-ті вик-ня контрзаходів, - проведіть порівняння «до й після прийняття контрзаходів»; І. – усі сім інструментів. Е 6. Стандартизуйте контрзаходи; Ф. – змініть існуючі стандарти. Реакція: Е 7. Визначити проблеми, що залишилися, й оцінити всі процедури.
-
Аспекти якості. Їх сформував У. Е. Демингс. 14 аспектів упр-ня якістю: 1. Мета підвищення якості прод-ії чи послуг повинна стати незмінною: необхідно для збереження конкурентоспром-ті й позицій у бізнесі; 2. Потрібно прийняти нову філ-фію; 3. Звільнитися від необхідності контролю якості на масовій осн-і, спочатку впроваджувати показники якості в прод-ію як першочергову задачу; 4. Відмовитись від оцінки бізнеса на основі окремих витрат: потрібно зосередитись на скороченні до min заг-ї вартості прод-ії чи послуг; 5. Постійно підвищувати якість вир-ва й обслуговування, а також продуктивність праці; 6. Постійно підвищувати каліф-цію кадрів; 7. забезпечити правильне кер-во: контр-ти повинні не лише вир-чі прац-ки, але й упр-кий перс-л; 8. Знищіти ел-ти страху: кожен повинен працювати еф-но на благо компанії; 9. Знищить бар’єри між відділами; 10. Відмовтесь від лозунгів «нуль дефектів»: знищить всі норми в цехахй замініть їх на правильне кер-во, відмовтесь від упр-ня по кількісним показ-м й цілям; 11. Знищити бар’єри, що позбавляють роб-ків, що працюють за погодинну з/п, права пишатися своєю майстерністю; 12. Знищити бар’єри, що позбавляють упр-кому й інжен-му перс-лу пишатися своєю майстерністю; 13. Постійно реалізуйте програми навчання й самовдосконалення перс-лу; 14. Перетворення – це справа кожного прац-ка.
85. Інструменти контролю якості. План вибірки: викор-ся для перевірки якості гот-ї прод-ії; за його допомогою визнач-ся процент вигот-х вир-ів, що задовольняють заявлені тех. вимоги. Партія вважається якісною, якщо у ній кіль-сть забракованих вир-ів не перевищує визначеної межі, яку наз-ть приемлемийрівень якості. Неякісною вважається партія, в якій відсотковий показник якості перевищує вказані числа, що наз-ть допустимим рівнем дефектів у партії. Вибірки роблять невеликими розмірами, адже : 1. вибірка повинна проводитися у розумних інтервалах часу, 2. чим більше вибірка, тим вище витрати на її здійснення. Ан-з можливостей вир-го процесу: викор-ть шестисигмові контрольні межі, які пов’язують як вир-чі можливості процесу, так і проект-ня прод-ції. При проект-ні тієї чи іншої деталі завжди обговорюються, що її конкретні розміри повинні залишатися у визначеному діапазоні припущень. Відпов-ні проектні межі наз-ть верхніми й нижніми тех. припущеннями або верхніми й нижніми припустимими кордонами. Відпов-но до цих критеріїв, процес, який викор-ся для вигот-ня деталей, проходив так, щоб в проектні припущення вкладали діапазон припущень, що дорівнює 6 сигмам. Для визнач-ня того, наскільки точно вир-ій процес може при випуску прод-ії дотримуватися проектних припущень, викор-ть індекс вир-х можливостей. Методи Тагучі: ці методи потрібні для пошуку найкращого сполучення кіль-них ознак прод-ії й вир-го процесу. Найкраще сполучення – найнижчі витрати при самій високій однорідності хар-к прод-ії. Аби уникнути методу проб й помилок, на думку м-ра Тагучі, необхідно зосередити увагу на декількох комбінаціях, що представляють увесь спектр рез-тів об’єднання хар-к прод-ії й процесу.
86. Ан-з програми забезпечення якост Ш. Шинго. 2 осн-і аспекти: 1. як можливо досягти значного скорочення часу наладки обладнання за допомогою т.з. процедур однохвилинної зміни штампу. 2. контроль джерела й викор-ня сис-ми poka-yoke для досягнення рівня «нуль дефектів». Цей метод говорить, що для попередження випуску браку потрібно впроваджувати ел-ти упр-ня в сам процес. Центральним ел-том методу Шинга є розмежування помилок й дефектів за допомогою контролю, що скл-ся з 3- типів: 1. наступної перевірки – перевіряє спец. роб-к і інф-цію про брак передає роб-ку, що його зробив, і він негайно його виправляє; 2. самоперевірка – перевіряє показники роб-к, що вигот-в прод-ію й ним же виправл-ся помилки; 3. контроль джерела – роб-к перевіряє не дефекти, а компоненти на наявність дефектів, що можуть призвести до випуску бракованої прод-ії. Всі ці поняття відносять до методу poka-yoke.
87. Продук-ть опер-ої діяль-ті як осн-на мета ОМ. Продук-ть – найбільш заг-й критерій еф-ті вик-ня підпр-вом своїх рес-в. Види показ-ків прод-ті:
1. Окремі показ-ки продук-ті = Вихід/Витрати часу або Вихід/Витрати капіталу
2. Багатофакторні показники = Вихід/(Витрати праці+Витрати капіталу+ Витрати матер-ів)
3. Заг-й показник = Вихід/Вхід або Вир-во тов-в і послуг / Всі викор-ні рес-си
Показ-ки продук-ті забезпечують мен-рів інф-цією, що зображена в доступних і звичних для них одиницях. Завдяки такому підходу їм легше порівнювати показ-ки з фактичними рез-ми роботи.