М инистерство
образования и науки Украины
инистерство
образования и науки Украины
Харьковский национальный автомобильно-дорожный
университет
Кафедра технологии машиностроения и ремонта машин
КУРСОВАЯ РАБОТА
по дисциплине
«Взаимозаменяемость, стандартизация и технические измерения»
Выполнил ст. группы __________________________________________
(подпись, дата, первая буква имени, фамилия)
Проверил _________________________________________________________
(уч.степень, уч.звание, подпись, дата, первая буква имени, фамилия)
2015
Содержание
Задача № 1……………………………………………………………………………..4
Задача № 2…………………………………………………………………………….12
Задача № 3…………………………………………………………………………….15
Задача № 4…………………………………………………………………………….21
Задача № 5…………………………………………………………………………….26
Задача № 6…………………………………………………………………………….28
Список литературы…………………………………………………………………...33
Приложение А………………………………………………………………………...34
Задача № 1
Для цилиндрического соединения с номинальным размером посадки D = 4 мм и заданными значениями наибольшего и наименьшего натягов Nmax= 31 мкм, Nmin= 7 мкм подбираем по ДСТУ ISO 286-2002 числовые значения допусков на обработку вала и отверстия.
Определяем вид посадки. Так как заданы предельные значения натягов, то, следовательно, посадка с натягом.
Допуск посадки с натягом
TП = Nmax – Nmin = 31 – 7 = 24 мм.
На первом этапе расчета принимаем допуски отверстия и вала равными, т. е. соответствующими одному квалитету
![]() .
.
Ближайшие стандартные значения допусков вала и отверстия
12 Мкм, квалитет it7;
12 Мкм, квалитет it7.
Правильность принятых допусков проверяем соблюдением условия
![]()
![]() ;
;
![]() =12
+ 12 = 24 мкм.
=12
+ 12 = 24 мкм.
По
условию задачи
![]() 24
мкм. Так как равенство не соблюдается,
принимаем квалитет отверстие на один
грубее вала.
24
мкм. Так как равенство не соблюдается,
принимаем квалитет отверстие на один
грубее вала.
Б лижайшие
стандартные значения соответствуют
квалитетамIT7
и IT7 и
значениям допусков вала
лижайшие
стандартные значения соответствуют
квалитетамIT7
и IT7 и
значениям допусков вала
![]() 12
мкм и отверстия
12
мкм и отверстия![]() 12
мкм. Еще раз проверяем правильность
равенства
12
мкм. Еще раз проверяем правильность
равенства
![]() ;
;
24= 12 + 12.
Определяем числовые значения верхних и нижних отклонений отверстия и вала.
Основное отклонение отверстия в системе отверстия EI=0. Для определения основного отклонения вала строим графическое изображение посадки в такой последовательности (рис. 1.1):
проводим нулевую линию, условно обозначающую номинальный диаметр соединения
 =
4 мм;
=
4 мм;
строим поле допуска отверстия Н8 и проставляем его предельные отклонения от нулевой линии ES = - 19 мкм; EI = - 31;
строим поле допуска вала выше поля допуска отверстия, исходя из заданных значений параметров посадки с натягом;
определяем предельные отклонения вала
![]() - 12-7 = -
19 мкм;
- 12-7 = -
19 мкм;
![]() =
- 31 мкм.
=
- 31 мкм.
Следовательно, численное значение основного отклонения вала равно -19 мкм.
Для D =4 мм предельные отклонения вала es = -19 мкм и ei = -31 мкм в седьмом квалитете соответствуют полю допуска u7.
В ыбранная
нами стандартная посадка
ыбранная
нами стандартная посадка![]() обеспечивает заданные значения
функциональных натяговNmax=
31 мкм и Nmin=
7 мкм.
обеспечивает заданные значения
функциональных натяговNmax=
31 мкм и Nmin=
7 мкм.
Определяем предельные размеры отверстия и вала.
Предельные размеры отверстия
Dmax = D + ES = 4 +(- 0,019) = 3,981 мм;
Dmin = D + EI = 4 +(- 0,031) = 3,969 мм.
Предельные размеры вала
dmax = D + es = 4 + 0 = 4 мм;
dmin = D + ei = 4 +(- 0,012) = 3,988 мм.
Строим схему расположения полей допусков отверстия и вала (рис. 1.1) и наносим на нее основные обозначения и числовые значения всех параметров соединения.
Выполняем схематический чертеж соединения отверстия и вала, отдельно отверстия и вала (рис. 1.2). Указываем на чертеже размеры соединения, отверстия и вала разными способами.
Строим общую схему полей допусков деталей, предельных рабочих и контрольных калибров (рис. 1.3).
Допуски на изготовление скоб Н1, пробок Н и контркалибров Нр, износ проходных скоб у1 и у, смещение середины полей допусков проходных калибров z и z1 находим из таблиц стандартов.
Т.к. D < 180 мм, параметры a и a1 равны 0.
Для вала D = 4 мм квалитета IT 7 параметры скобы: Н1 = 2,5 мкм; z1 = 2 мкм; у1 = 1,5 мкм; a1= 0, а параметр контркалибра Нр = 1 мкм.
Для отверстия D = 4 мм, квалитета IT 7 параметры пробки: Н = 2,5 мкм; z = 2 мкм; у = 2 мкм; a = 0.
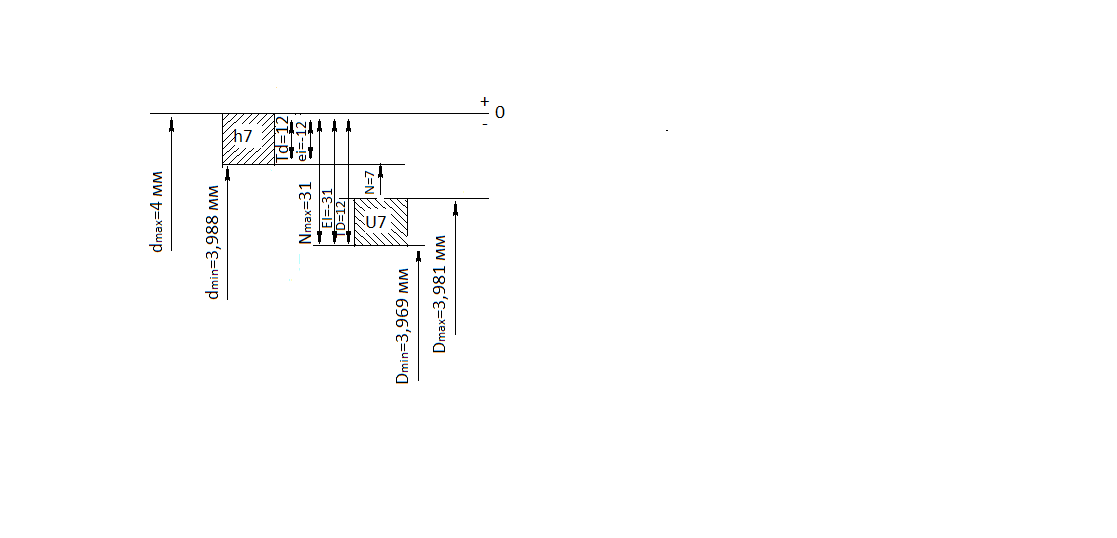
Рисунок 1.1 – Схема расположения полей допусков отверстия и вала
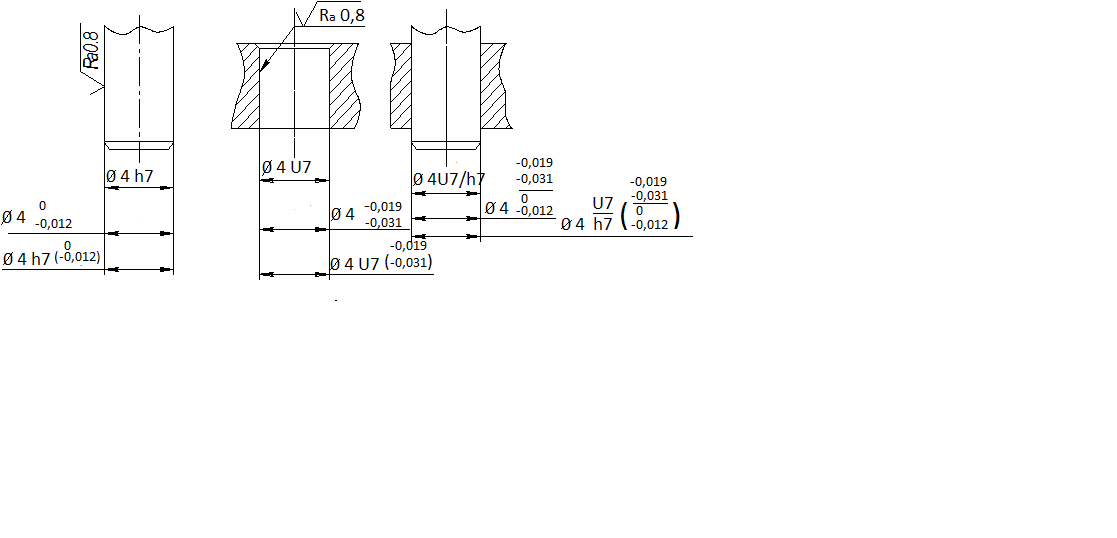
Рисунок 1.2 Обозначение размеров, полей допусков и предельных
отклонений на чертежах
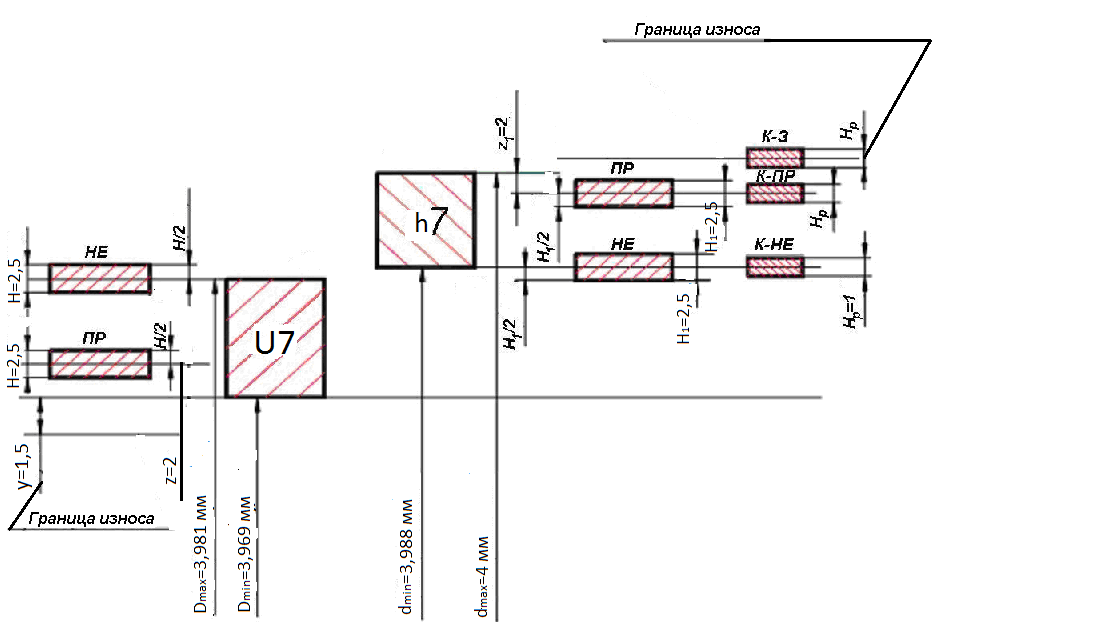
Рисунок 1.3 Схема расположения полей допусков деталей,
калибров и контркалибров для посадки Æ 4 Н7/u7
По построенной схеме рассчитываем предельные и изношенные размеры калибров и контркалибров и заносим результаты в таблицу 1.1.
Предельные размеры калибра-пробки:
ПРmax = Dmin + z + H/2 = 3,969 + 0,002 + 0,00125 = 3,97225 мм;
ПРmin = Dmin + z – H/2 = 3,969 + 0,002 – 0,00125 = 3,96975 мм;
ПРизн = Dmin – y + = 3,969 – 0,0015 = 3,9675 мм;
НЕmax = Dmax – + H/2 = 3,981 + 0,00125 = 3,98225 мм;
НЕmin = Dmax – – H/2 = 3,981 – 0,00125 = 3,97975 мм.
П редельные
размеры калибра-скобы:
редельные
размеры калибра-скобы:
ПРmax = dmax – z1 + H1/2 = 4 – 0,002 + 0,00125 = 3,99925 мм;
ПРmin = dmax – z1 – H1/2 = 4 – 0,002 – 0,00125 = 3,99675 мм;
ПРизн = dmax + у1 - 1 = 4 + 0,0015 = 4,0015 мм;
НЕmax = dmin +1+ H1/2 = 3,988 + 0,00125 = 3,98925 мм;
НЕmin = dmin +1 – H1/2 = 3,988 – 0,00125 = 3,98675 мм.
Предельные размеры контркалибров:
К-ПРmax = dmax – z1 + Hp/2 = 4 – 0,002 + 0,0005 = 3,9985 мм;
К-ПРmin = dmax – z1 – Hp/2 = 4 – 0,002 – 0,0005 = 3,9975 мм;
К-Иmax = dmax +y1 – 1+ Hp/2 = 4 + 0,0015 + 0,0005 = 4,002 мм;
К-Иmin = dmax +y1 – 1 - Hp/2 = 4 + 0,0015 – 0,0005 = 4,001 мм;
К-HEmax = dmin + 1 + Hp/2 = 3,988 + 0,0005 = 3,9885 мм;
К-HEmin = dmin +1 – Hp/2 = 3,988 – 0,0005 = 3,9875 мм.
Рассчитываем исполнительные размеры калибров. Исполнительным размеров скобы (ПР и НЕ) служит ее наименьший предельный размер с положительным отклонением, пробки (ПР и НЕ) – наибольший предельный размер с отрицательным отклонением. Таким образом, отклонения проставляют «в тело» калибра, что обеспечивает максимум металла на изготовление.
Поэтому,
исполнительные размеры калибра-скобы:
ПР Æ
3,99675![]() ;
НЕ Æ
3,98675
;
НЕ Æ
3,98675![]() ,
а исполнительные размеры калибра-пробки:
ПРÆ
3,97225
,
а исполнительные размеры калибра-пробки:
ПРÆ
3,97225![]() ;
НЕ Æ
3,98225
;
НЕ Æ
3,98225![]() .
.
Т аблица
1.1
Предельные и изношенные
размеры калибров
аблица
1.1
Предельные и изношенные
размеры калибров
|
Калибры |
Предельные размеры калибров | ||
|
max |
min |
изношенный | |
|
Для отверстия | |||
|
ПР |
3,97225 |
3,96975 |
3,9675 |
|
НЕ |
3,98225 |
3,97975 |
|
|
Для вала | |||
|
ПР |
3,99925 |
3,99675 |
4,0015 |
|
НЕ |
3,98925 |
3,98675 |
|
|
К-ПР |
3,9985 |
3,9975 |
|
|
К-НЕ |
3,9885 |
3,9875 |
|
|
К-И |
4,002 |
4,001 |
|
Выполняем эскизный чертеж рабочих калибров-пробок и калибров-скоб с маркировкой и обозначением исполнительных размеров (рис. 1.4).
Принцип маркировки калибров заключается в том, что на калибре наносится информация, касающаяся только контролируемой детали. На скобе указывается условное обозначение размера вала Æ4u7, а также проходной и непроходной пределы вала (т. е. верхнее отклонение 0 для ПР и нижнее отклонение -0,012 для НЕ). На пробке указывается размер отверстия Æ60U7, а также верхнее отклонение -0,019 для НЕ и нижнее -0,031 для ПР.
На эскизах рабочих калибров указываемдопустимую шероховатость рабочей поверхности калибра, которая не должна превышать 10 % допуска на размер.
Выбираем числовые
значения шероховатости в зависимости
от квалитета по ГОСТ 2015-84. Таким образом,
допустимая шероховатость по
![]() составляет не более 0,16 мкм.
составляет не более 0,16 мкм.
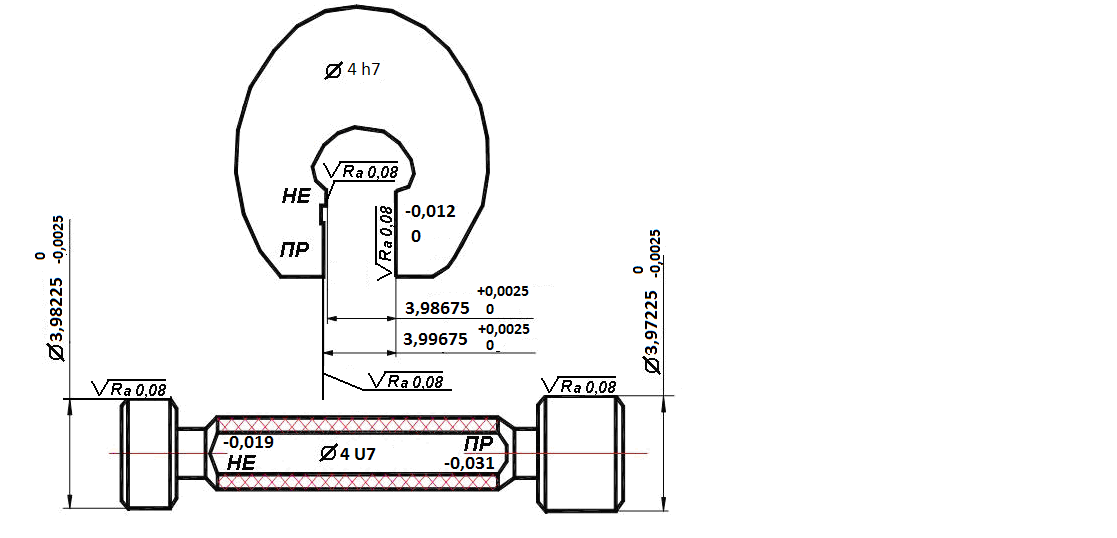
Рисунок 1.4 Исполнительные размеры и маркировка калибров