4. Автоматизированные загрузочно-разгрузочные приспособления
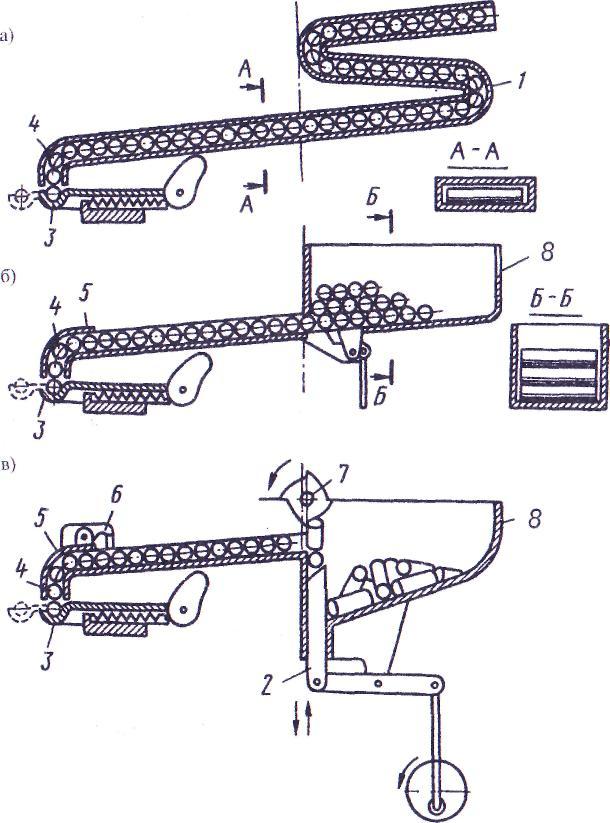
Рис. 1. Схемы основных типов АЗРП для штучных заготовок:
а – магазинное загрузочное приспособление;
б – штабельное загрузочное приспособление;
в – бункерное загрузочное приспособление:
1 – зигзагообразный лоток; 2 – ножевой захват; 3 – питатель;
4 – детали; 5 – закрытый лоток; 6 – отсекатель; 7 – сбрасыватель;
8 – бункер
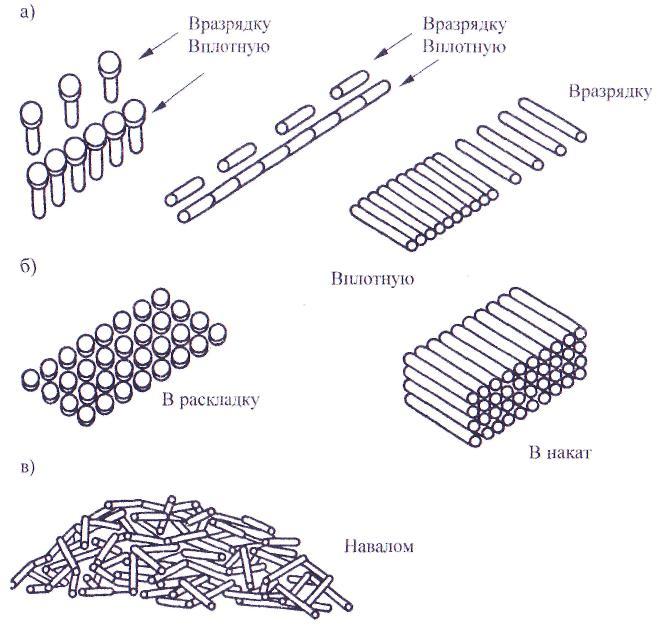
Рис. 2. Способы размещения деталей в емкости
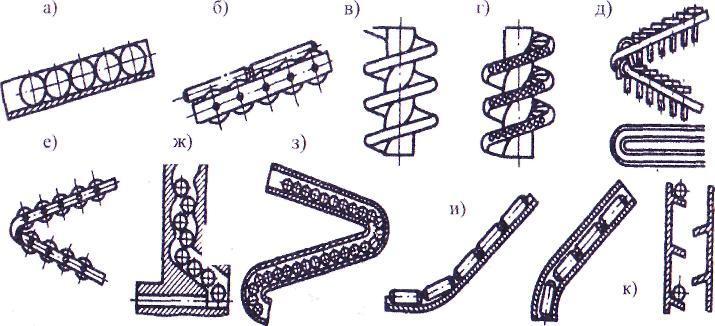
Рис. 3. Схемы основных типов магазинных самотечных загрузочных приспособлений с однорядным размещением деталей
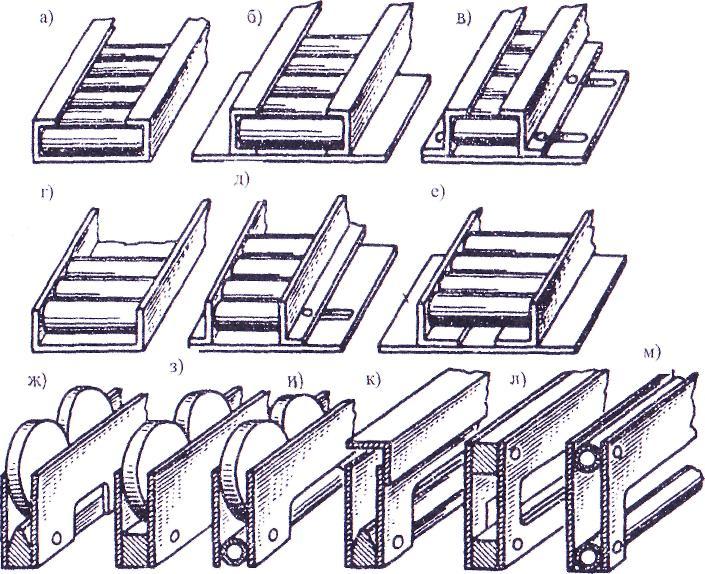
Рис. 4. Типовые конструкции одноручьевых открытых и закрытых лотков
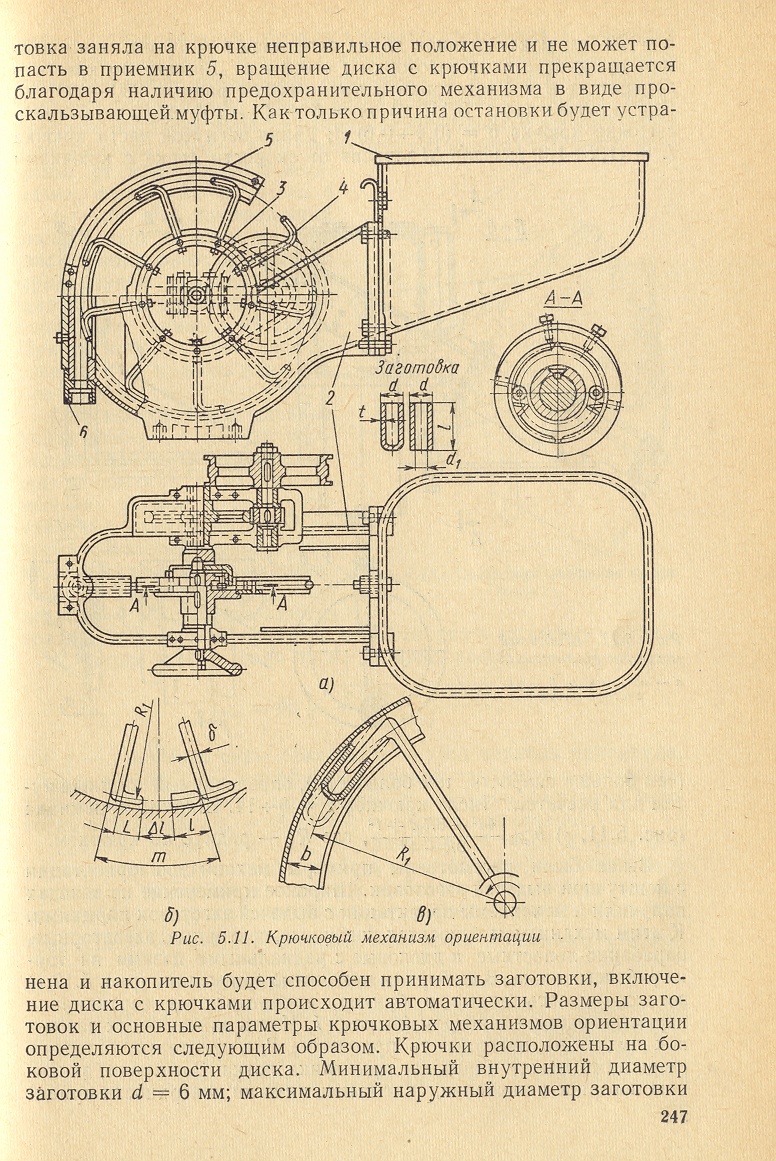
Рис. 5. Крючковый механизм ориентации
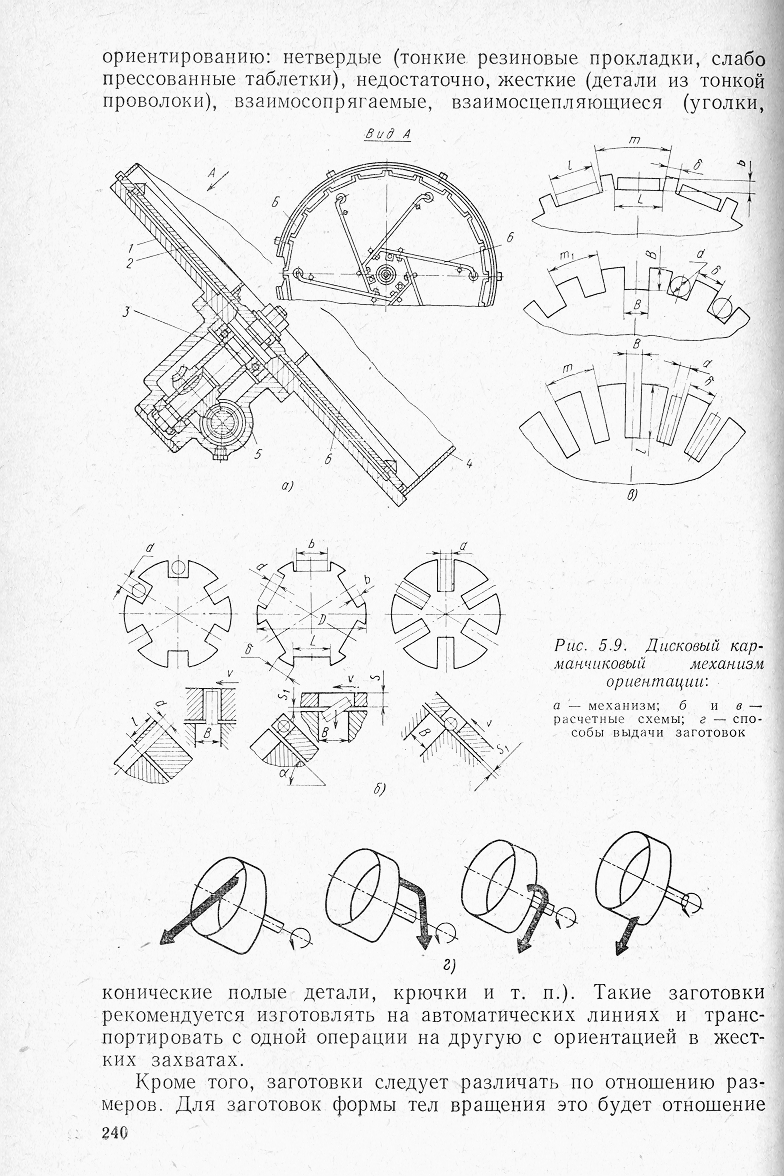
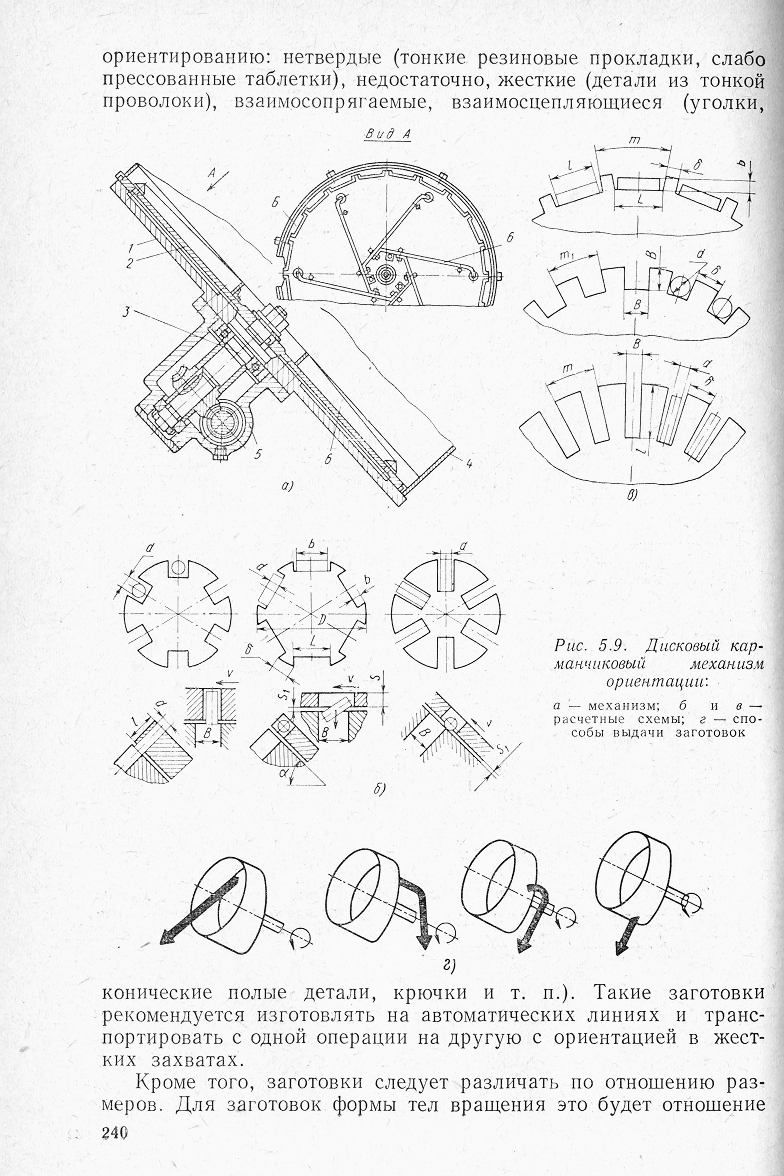
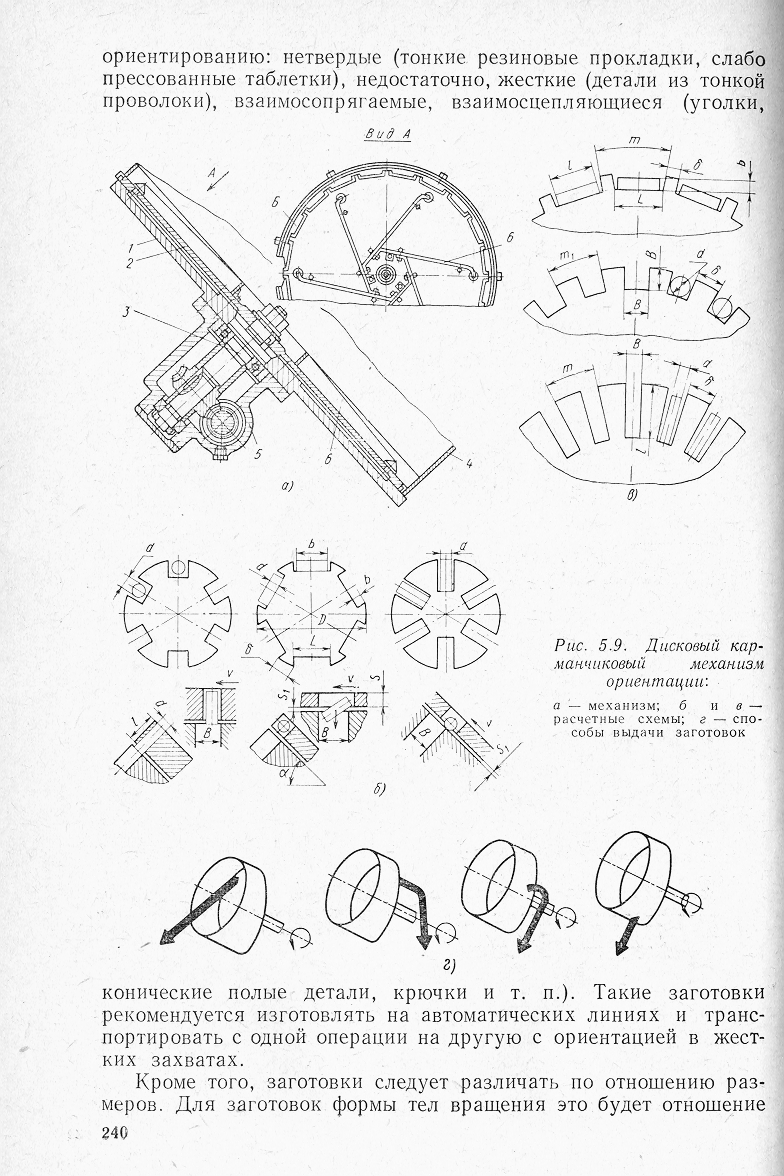
Рис. 6. Дисковый карманчиковый механизм ориентации:
а – механизм; б, в – расчетные схемы; г – способы выдачи заготовок
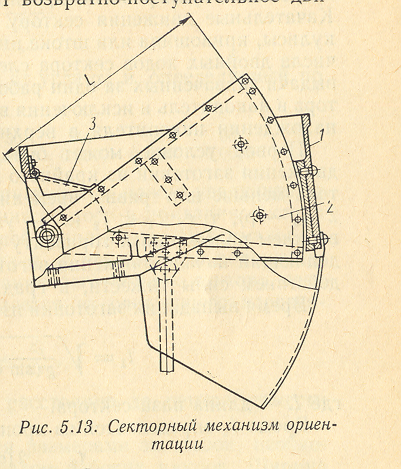
Рис. 7. Секторный механизм ориентации

Рис. 8. Ножевой бункер
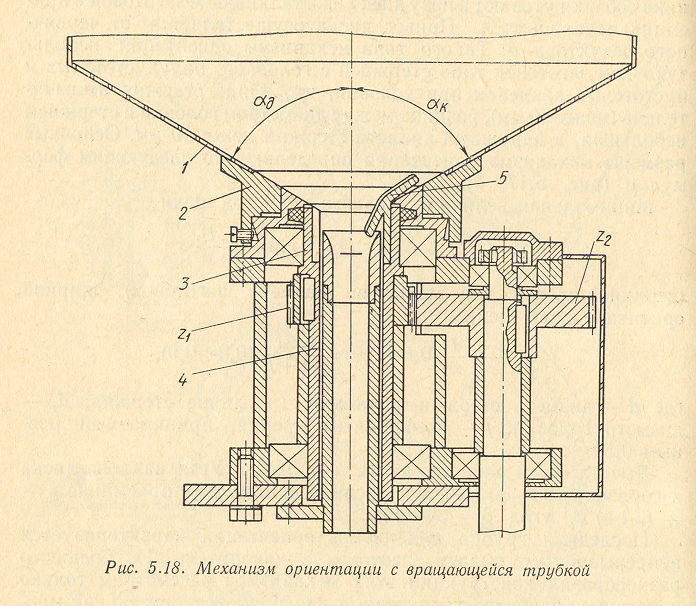
Рис. 9. Механизм ориентации с вращающейся трубкой
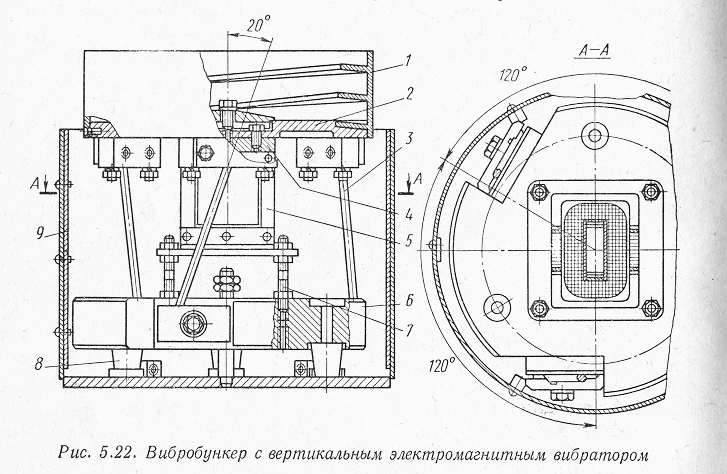
Рис. 10. Вибробункер с вертикальным электромагнитным вибратором

Рис. 11. Схемы питателей

Рис. 12. Схемы отсекателей
5. Автоматизированный контроль
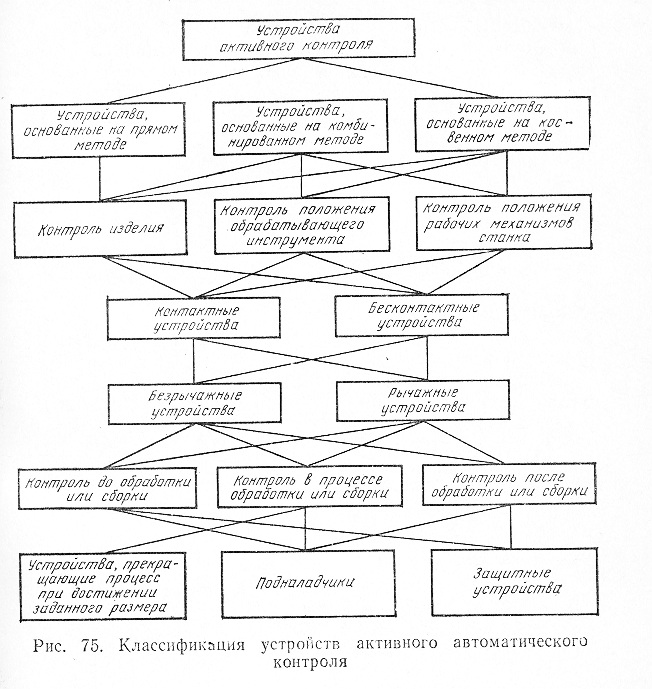
Рис. 1. Классификация устройств активного автоматического контроля

Рис. 2. Блок-схема контрольного автомата
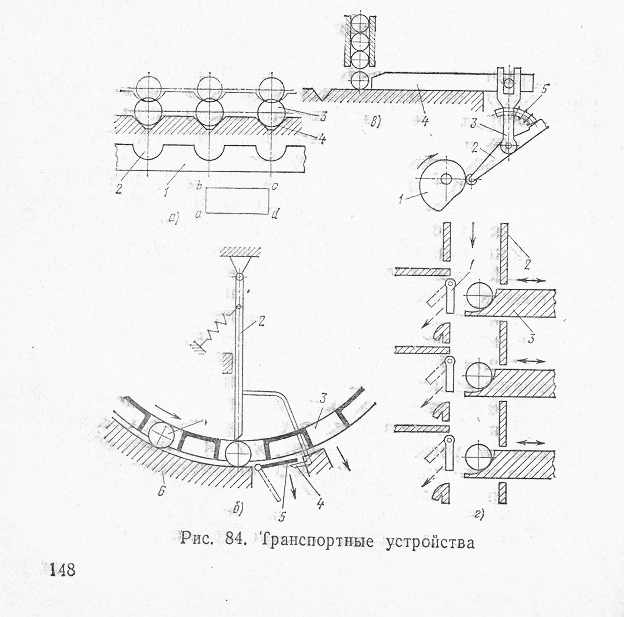
Рис.3. Транспортные средства
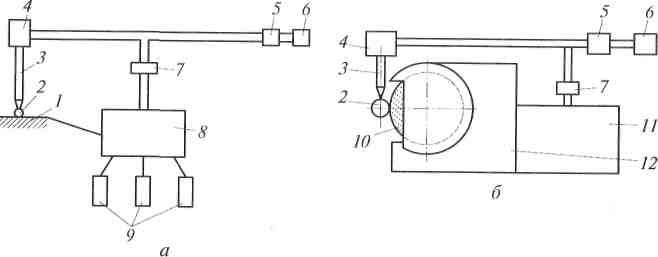
Рис. 4. Схемы автоматов пассивного (а) и активного (б) контроля:
1 — измерительное приспособление; 2 — деталь; 3 — шток; 4 — размерный датчик; 5— счетчик; 6 — сигнализация; 7— промежуточное звено;
8 – сортировочное устройство; 9 — ящики для рассортированных деталей;
10 — инструмент; 11 — исполнительный механизм; 12 — шлифовальная бабка
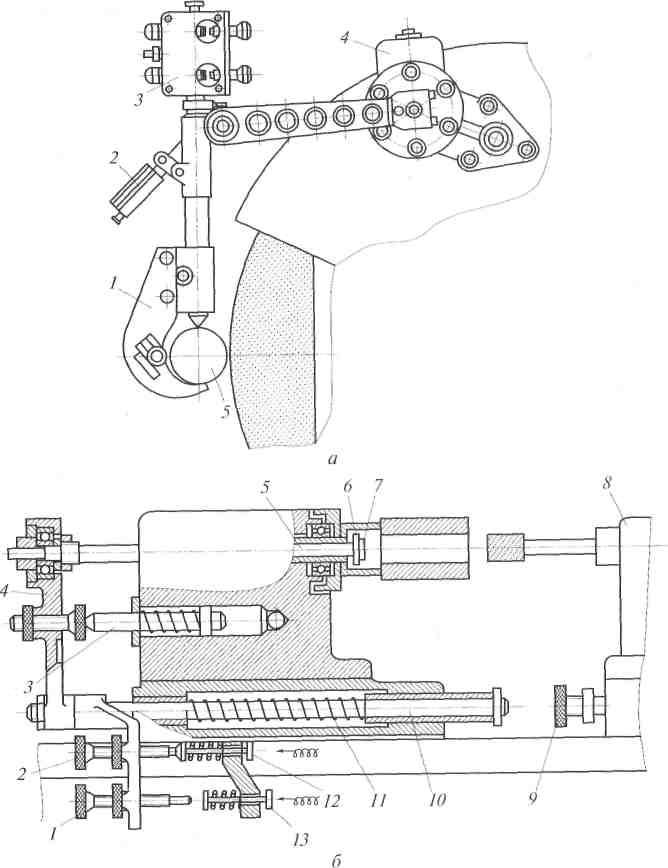
Рис.
5. Активный контроль прямым способом с
помощью:
а — трехконтактной скобы: 1 — накидная скоба; 2 — индикатор; 3 — электроконтактный датчик; 4 — амортизатор; 5 — деталь;
б — калибров: 1,2 — микрометрические винты; 3, 5, 10 — штоки; 4 — кронштейн; б, 7 — калибры; 8 — шлифовальная бабка; 9 — упор; 11 — пружина;
12, 13 — контакты
6. Транспортные устройства автоматических линий
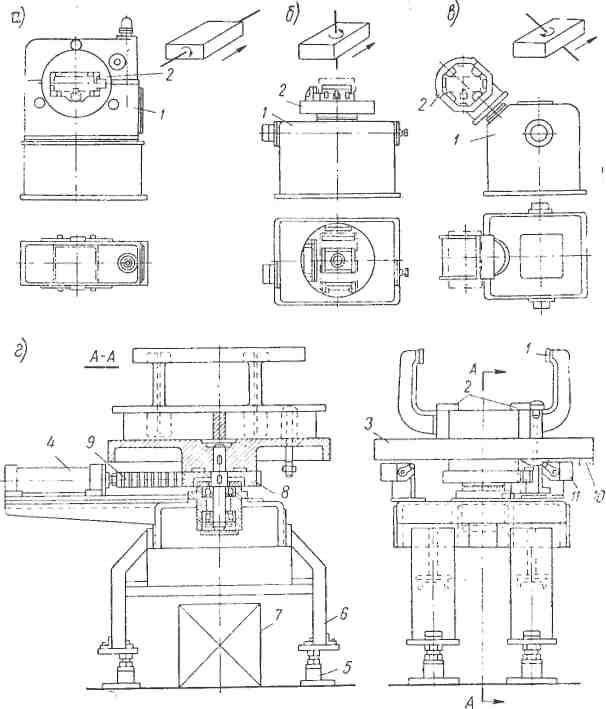
Рис. 1. Поворотные устройства:
а — для поворота в вертикальной плоскости; б — для поворота в горизонтальной плоскости; в —для поворота изделия под углом; г — нормализованный поворотный стол; 1 — станина; 2— поворотное устройство
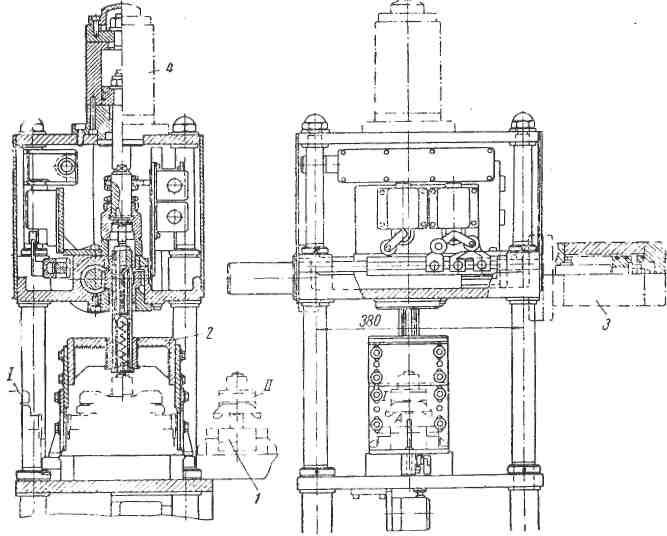
Рис. 2. Поворотный накрывающий ключ:
1 — приспособление-спутник (I — в положении до поворота; II — в положении после поворота); 2 — ключ-колокол поворота; 3 — гидроцилиндр поворота; 4 — гидроцилиндр подъема ключа.
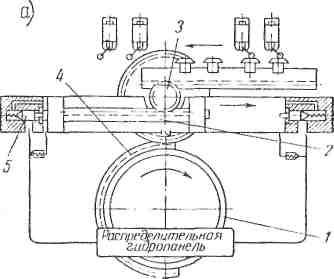
Рис. 3. Поворотный барабан:
а — гидрокинематическая схема
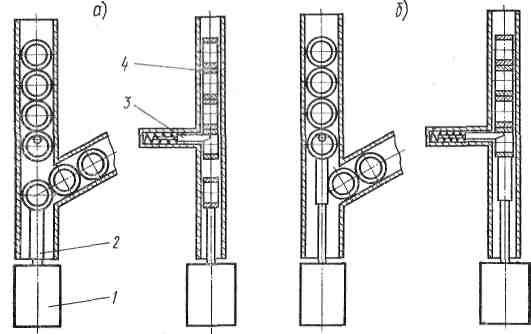
Рис. 4. Транспортер-подъемник толкающего типа:
а — нижнее положение толкателя; б — верхнее положение толкателя
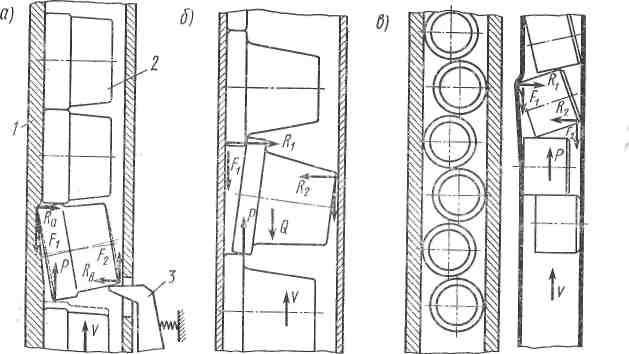
Рис. 5. Схемы возникновения отказов при работе толкающих
подъемников:
а — при местном износе стенок; б — при нарушении ширины шахты; в — при деформациях стенок шахты подъемника; R — опорные реакции; F — силы трения; Р — движущая сила; Q — сила веса изделий; v — направление скорости перемещения изделий
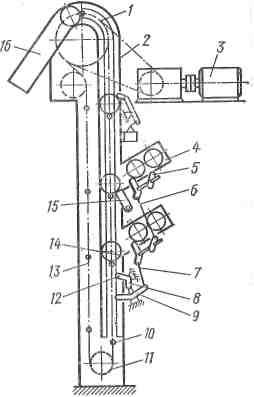
Рис. 6. Транспортер-подъемник элеваторного типа
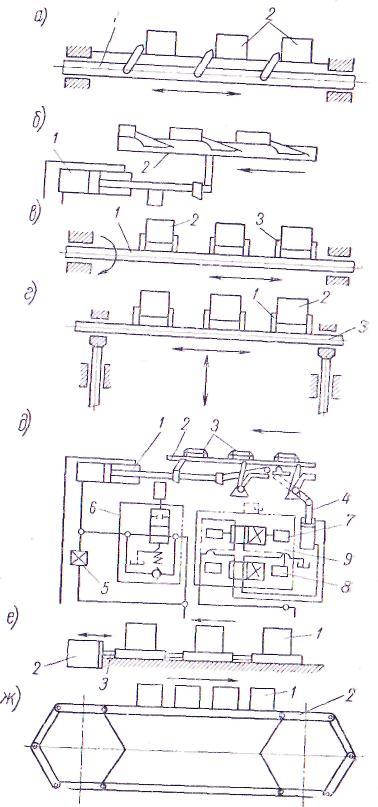
Рис. 7. Шаговые транспортеры
Рис. 8. Транспортер-распределитель с перемещением изделий качением
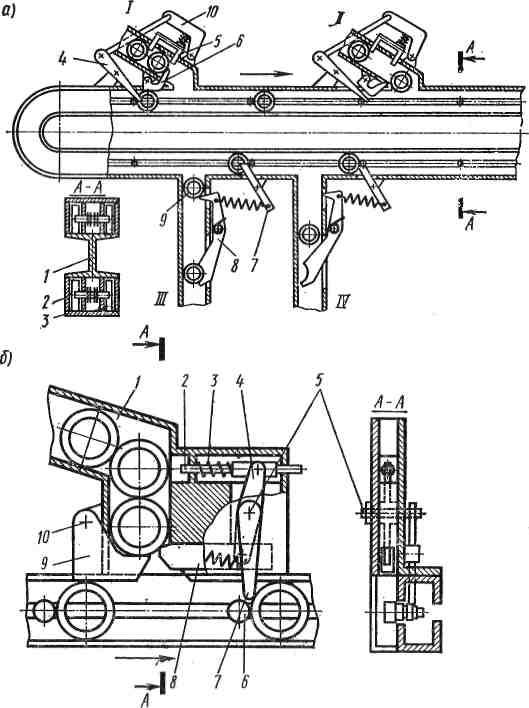
Рис. 9. Транспортер-распределитель цепного типа
с принудительным перемещением изделий:
а — общий вид; б — механизм приема изделий на транспортер
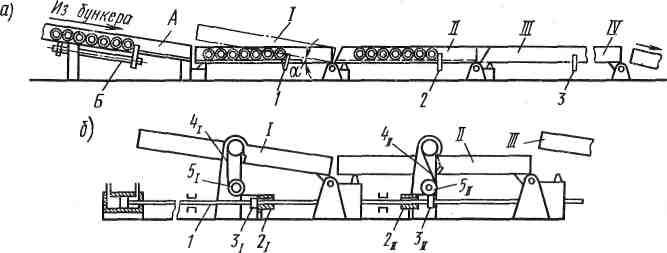
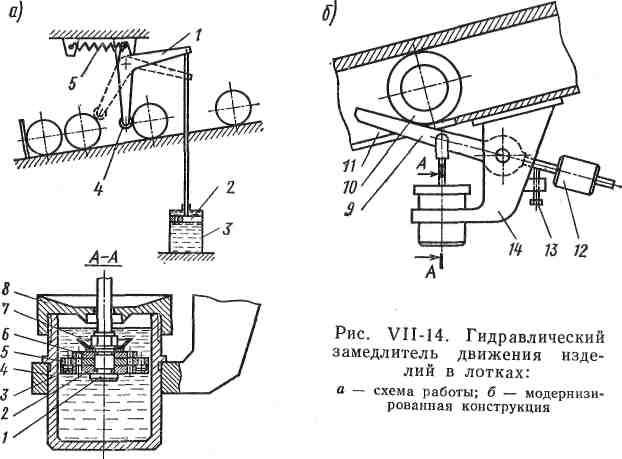
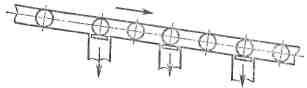
Рис. 10. Гравитационный транспортер-распределитель
а)
б)
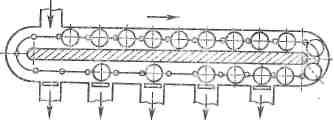
Рис. 11. Одноручьевые транспортеры-распределители:
а – с гравитационным перемещением деталей;
б – с принудительным перемещением детали

Рис. 12. Типовые конструкции одноручьевых открытых и закрытых лотков
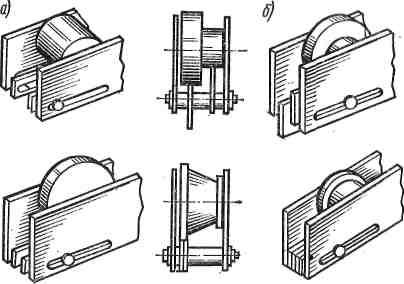
Рис. 13. Конструктивные схемы лотков изделий из нормализованных элементов:
а — для передачи цилиндрических изделий; б — для ступенчатых изделий
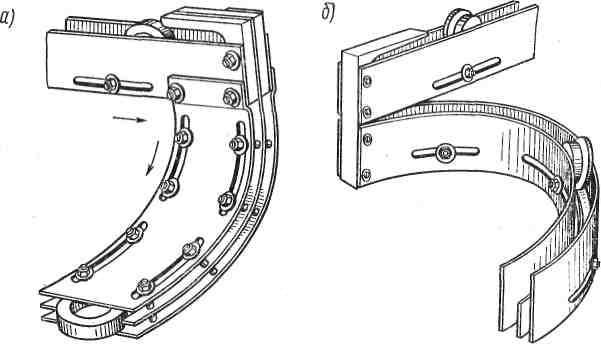
Рис. 14. Лотковые устройства для изменения ориентации транспортируемых изделий: а — изменение ориентации на 90°; б — изменение ориентации на 180°