

Часть II комплексная переработка руд черных металлов
Задача комплексного использования сырья в черной металлургии – это рациональная полнота извлечения основного и сопутствующих элементов в экономически оправданных пределах, утилизация отходов добычи, обогащения и металлургических переделов без нанесения экологического урона окружающей среде. Черная металлургия оказывает значительное влияние не только на загрязнение окружающей среды, но является земле- и водоемкой отраслью народного хозяйства.
В настоящее время технология извлечения ценных попутных компонентов из железных руд разработана почти для всех крупных комплексных месторождений, однако на большинстве из них полезные компоненты не извлекаются и сбрасываются в отвалы вместе с породами вскрыши и хвостами обогащения.
Использование первичного железа в производстве лишь немногим превышает 41% добытого количества, а с учетом возвращаемой части потерь в производстве 56,3%.
Усложнение горно-геологических условий добычи и недостатки технической, технологической оснащенности обогатительных фабрик приводят к увеличению потерь железа при добыче и уменьшению его извлечения при обогащении. Утилизация же отходов всех процессов переработки руд осуществляется недостаточно, хотя по данным Минстройматериалов СССР, примерно 60 – 70% вскрышных пород и отходов обогащения принципиально пригодны для производства различных стройматериалов. Не решена полностью также проблема переработки отходов различных металлургических переделов. В настоящее время в СССР утилизируется около 80% железорудных отходов металлургического передела. Однако, если переработка доменных шлаков составляет 82 – 84%, то сталеплавильных – всего 20 – 30%, а железосодержащих шламов – немногим более 50%. Отвалы различных отходов занимают огромные площади сельскохозяйственных угодий, ухудшают экологию и обходятся государству в десятки миллионов рублей. Так, по данным академика Б. Н. Ласкорина и др., только транспортирование шлаков черной металлургии в отвалы и их содержание обходится ежегодно в 10 млн. руб.
11.1. ХАРАКТЕРИСТИКА РУД ЧЕРНЫХ МЕТАЛЛОВ И ОТХОДОВ
К рудам черных металлов относятся железные, марганцевые и хромовые. Среднее относительное содержание железа в земной коре – 4,2%, марганца – 0,1%, хрома – 0,035%. Крупные месторождения железных руд расположены практически на всей территории СССР (КМА, Кривбасс, Казахстан, Урал и т. д.).
По химическому и минералогическому составам железные руды подразделяются на четыре типа: бурый (Fe203*nH20), красный (Fe2О3), магнитный (Fe3O4), шпатовый – сидерит (FeC03) – железняки. Бурые железняки – обычно это сравнительно бедные руды (≈30—50% Fe), содержащие глинистую или кремнистоглинистую пустую породу, загрязненные фосфором, серой, иногда мышьяком, часто – с примесями хрома, марганца, никеля, ванадия. Обычно, перед использованием такие руды должны подвергаться обогащению.
Красный железняк (гематит) обычно представлен богатыми рудами (50 –65% Fe) с небольшим содержанием в пустой породе серы и фосфора. При более низком содержании железа (≈35%) и высоком (до 60%) кремнезема они называются железистыми кварцитами и должны быть подвергнуты глубокому обогащению.
Магнитный железняк (магнетит) характеризуется относительно высоким содержанием железа (до 59%), но и значительным – вредных примесей, особенно серы и фосфора. Разновидностью магнетита являются титаномагнетиты, содержащие магнетит и ильменит (FeO*Ti02).
Шпатовый железняк (сидерит) характеризуется низким содержанием железа (≈ 30—40%) с песчано-глинистой пустой породой.
Марганцевые руды. Марганец способствует снижению концентрации серы в металле и вводится в сталь как раскислитель и легирующая добавка. В зависимости от типа марганецсодержащего минерала марганцевые руды делятся на окисные—марганец в виде оксидов: пиролюзита (МnO2), браунита (Мп2O3), псиломелана (RMnO2*MnO*nH20), гаусманита (Мn3O4) и манганита (Мn2O3*Н2O); карбонатные — марганец в виде минерала родохрозита (МnСO3); силикатные – содержащие родонит (MnSiO3); окисленные — продукт окисления марганцевых карбонатных и силикатных руд. Содержание марганца в минералах находится в пределах от 41,9 до 72,1%, а в добываемых рудах — обычно не превышает 45%.
Наиболее крупные месторождения СССР (Чиатурское, Никопольское, Полуночное, Большетокмакское) – осадочного морского происхождения; наиболее распространены в СССР карбонатные и смешанные руды (≈ 70%). Все добываемые, руды подвергаются обогащению.
За рубежом крупные месторождения марганцевых руд имеются в Австралии, ЮАР, Бразилии, Габоне, Гане, Индии и ряде других стран.
Хромовые руды. Хром является одним из важнейших легирующих металлов. Черная металлургия потребляет примерно 60% всего добываемого хрома. Основными хромосодержащими минералами являются хромшпинелиды (Хромиты), которые образуют несколько разновидностей: собственно хромит— FeCr2O4, магнохромит—(Mg, Fe)Cr2O4, алюмохромит — Fe(Cr, A1)2O4, хромпикотит – (Mg, Fe) • (Cr, Al)2O4. В этих рудах содержится 33 – 46,5% хрома. Все потребности отечественной черной металлургии в хромовом сырье покрываются рудами Донского месторождения. Крупные запасы хромовых руд имеются в ЮАР, Зимбабве, на Филиппинах, в Бразилии, Турции и других странах.
При добыче, обогащении и переработке руд (концентратов) черных металлов образуется огромное количество отходов, отличающихся большим разнообразием физико-химических и других свойств. В природе нет мономинерального сырья и железные руды большинства месторождении, как упоминалось выше, содержат промышленные количества таких ценных компонентов как ванадий, титан, кобальт, никель, цинк, медь, редкие металлы и др. В процессе обогащения этих руд или в процессах их обработки часто целесообразно выделять эти ценные
компоненты в отдельный концентрат или извлекать их в специальные шлаки, которые могут быть использованы, например, в производстве ферросплавов.
При обогащении и металлургической переработке железных и марганцевых руд образуется большое количество отходов (хвосты, шламы, шлаки, металлургические пыли и др.), которые при соответствующей обработке могут быть превращены в товарный продукт.
По имеющимся в СССР и за рубежом технико-экономическим данным высокий уровень концентрации и комбинирования производства за счет создания совмещенных предприятий для переработки попутно добываемых полезных ископаемых, вскрышных пород и отходов обогащения в единый технологический комплекс не только способствует увеличению выпуска валовой продукции, но и резко повышает рентабельность предприятий.
В мировой практике железные руды добываются преимущественно (>80%) открытым способом, причем непрерывный рост добычи (в 1985 г. — >1,5 млрд. т) связан с увеличением объема вскрышных пород. Если объемы выплавки стали за последнее десятилетие (1976 – 86 гг.) изменяются в сравнительно небольшом диапазоне (примерно 670 – 750 млн. т), то объемы обогащения железных и марганцевых руд непрерывно возрастают, что объясняется ухудшением качества добываемых руд. В СССР – более 80% железорудного сырья подвергают обогащению.
В породах вскрыши, относящихся к категории нерудных полезных ископаемых, встречаются разнообразные материалы, которые представляют собой сырье для различных отраслей промышленности (сланцы, кварциты, суглинки, глины, известняки, гранаты, гнейсы и др.), некондиционные бурые железняки, железистые кварциты (Fe<10%) и др. Состав отходов обогащения зависит от различных факторов и в первую очередь от состава исходных руд и способа их обогащения. Данные по ряду отечественных и зарубежных рудных обогатительных фабрик показывают, что химический состав шламов изменяется примерно в следующем диапазоне (в %): Fe(общ) – 10 – 12; СаО – 1 – 3,5; SiО2 – 50 – 65; А1203 – 0,5 – 3; МnО – 0,05 – 0,3; S03 – 0,1 и т. д.
Шлаки в доменной печи образуются за счет пустой породы рудной части шихты, флюсов и золы кокса. Химический состав доменных шлаков зависит от состава исходной руды и оборотных продуктов (колошниковая пыль, окалина, пиритные огарки и др.), вида применяемого, топлива и выплавляемого чугуна. Шлакообразование, состав и консистенция образующихся шлаков оказывают решающее влияние на состав выплавляемого чугуна. В состав доменных шлаков входят оксиды СаО, SiO2, FeO, MgO, A1203, сульфиды CaS, MnS, FeS, соединения фосфора, иногда и ТiO2, причем преобладают оксиды CaO, SiO2 и Аl2O3.
По химическому
составу доменные шлаки делятся на
основные, нейтральные и кислые. К
основным относятся шлаки с модулем
основности![]() ,
равном или большем единицы, к кислым
— меньше единицы. Средний удельный
выход шлаков составляет примерно
320 – 800 кг/т чугуна, а количество
чугуна, теряемого со шлаком, – 1 – 4% от
массы шлака. В отвалы ежегодно
сливается более 80 млн. т шлаков черной
металлургии, из которых около 45 млн. т
(по другим данным – около 50 млн. т)
составляют доменные шлаки.
,
равном или большем единицы, к кислым
— меньше единицы. Средний удельный
выход шлаков составляет примерно
320 – 800 кг/т чугуна, а количество
чугуна, теряемого со шлаком, – 1 – 4% от
массы шлака. В отвалы ежегодно
сливается более 80 млн. т шлаков черной
металлургии, из которых около 45 млн. т
(по другим данным – около 50 млн. т)
составляют доменные шлаки.
Примерный химический состав доменных шлаков следующий (в %): SiO2 –30 – 40; CaO – 30 – 50; А1203 – 4 – 20; МnО – 0,5 – 2; FeO – 0,1 – 2; SO3 – 0,4 – 2,5 и т. д.
Сталеплавильные процессы различаются технологическими условиями, методами ведения плавок и типами плавильных печей. Важнейшими в настоящее время являются основной мартеновский скрап — и скрап-рудные процессы (около 40% от общего производства), кислородно-конвертерный (≈ 40%) и выплавка стали в дуговых и индукционных печах. В связи с этим шлаки сталеплавильных производств заметно отличаются по химическому составу и также могут быть основными или кислыми.
Кислые шлаки имеют основность (CaO/SiO2) меньше единицы, а основные – в пределах 1,3 – 3 и выше. Основные шлаки позволяют удалять из металла вредные примеси – серу, фосфор, поэтому основной сталеплавильный процесс получил наибольшее распространение. В среднем выход сталеплавильных шлаков составляет 150 – 160 кг/т стали. При средней ежегодной выплавке стали в СССР 170 млн. т примерный выход сталеплавильных шлаков составит около 25,5 – 27 млн. т, в том числе примерно 10 – 12 млн. т мартеновских и столько же конверторных.
Основные
сталеплавильные шлаки имеют следующий
химический состав (в %): при выплавке
низкоуглеродистых марок стали —![]() (СаО
+ МnО
+ MgO) – 60% и
(СаО
+ МnО
+ MgO) – 60% и
![]() [SiO2
+ P2O5
+ Fe(общ)] –30 – 32%, а при выплавке углеродистых
– соответственно примерно 65 и 35%.
[SiO2
+ P2O5
+ Fe(общ)] –30 – 32%, а при выплавке углеродистых
– соответственно примерно 65 и 35%.
Среднее содержание железа в мартеновских шлаках – 8 – 20%, в конверторных – 2 – 13%, электросталеплавильных– 8 – 17%.
В процессе выплавки ферросплавов образуется большой объем шлаков (более 5 млн. т/год), химический состав которых также зависит от состава исходного сырья. Максимальное количество шлаков (>90% выхода всех шлаков плавки ферросплавов) образуется при выплавке хромовых и марганцевых ферросплавов. В то же время, основные потери, например марганца, в производстве ферросплавов связаны с недостаточным восстановлением его в процессе плавки и потерями при выпуске и разливке, причем 30% всех потерь составляют корольки металла, попавшие в шлак [1].
Обычно, при выплавке марганцевых и хромовых сплавов шлаки содержат 20 – 40% SiО2, до 30% A12О3, CaO, FeO, С, Р и др. Марганцевые шлаки содержат 40 – 66% МnО, а хромовые < 8% Сr2O3.
На всех предприятиях черной металлургии при работе доменных, сталеплавильных, ферросплавных печей и агломашин выделяется большое количество пылей. Эти пыли улавливаются в системах газоочистки с помощью различных пылеуловителей (электростатические сепараторы, мокрые скрубберы, фильтры и др.). Из пылей (сухая газоочистка) и шламов (мокрая газоочистка) выделяют значительные количества вторичного железосодержащего сырья. Так, в США при выплавке стали около 125 млн. т/год образуется до 14 млн. т железосодержащих пылей, в ФРГ эта величина составляет более 2 млн. т. При выплавке в электропечах малоуглеродистой и нержавеющей сталей улавливание пылей в фильтрах составляет соответственно 14 и 20 кг/т стали. За период рафинирования плавки в конверторах масса улавливаемой пыли изменялась от 8,5 при очистке газа в мокрых скрубберах до 20,5 кг/т выплавляемой малоуглеродистой стали при очистке в электростатических сепараторах [2]. Следует отметить, что пыль, извлекаемая из систем очистки доменных газов, без предварительной обработки может использоваться в агломерационном процессе, заменяя (100 кг пыли) около 67 кг руды и 40 кг кокса.
Все металлургические пыли весьма существенно отличаются по физико-химическим свойствам и гранулометрическому составу. Ниже приведена примерная характеристика пылей [2]:
|
Химический состав |
% |
Плотность, т/м3 | |
|
Fe |
36,6 – 69 |
Истинная тонких фракций |
4,2 – 5,1 |
|
Мn |
0,34 – 5 |
Истинная более крупных (> 15 мкм) |
|
|
СаО |
0,86 – 6,3 |
Кажущаяся тонких фракции |
1,1 –2,2 |
|
Mg |
0,08 -1,8 |
Кажущаяся более крупных |
3,5 |
|
S |
0,02 – 0,73 |
Гранулометрический состав, % [2]: | |
|
Р |
0,29 – 0,82 |
Фракций > 15 мкм |
1 – 8 |
|
Zn |
0,4 –18,3 |
Фракций > 2 мкм |
42 – 80 |
|
Рb |
0,06 – 2,9 |
Фракций > 1 мкм |
74 – 95 |
|
Si |
0,19 – 2,03 |
|
|
|
С |
0,23 – 1,7 |
|
|
Пыли более широкого диапазона химического состава выделяются при выплавке ферросплавов, что вызвано, в первую очередь, резким различием исходного сырья (Fe – Si, Fe – Al, Fe – Cr, Fe – Мn и др.). Так, в г. Тояма (Япония) примерный состав улавливаемых пылей при выплаве высокопроцентного ферросиликохрома шлаковым методом в открытой печи и низкоуглеродистого феррохрома следующий (%):
|
Состав |
Ферросиликохрон |
Феррохром |
|
Cr |
0,7 – 1,56 |
25 – 30 (Cr2O3) |
|
SiO2 |
64,8 – 87,4 |
8 |
|
CaO |
0,46 – 1,3 |
22 |
|
MgO |
7,4 – 16,5 |
25 |
|
FeO |
0,5 – 1,1 |
– |
Примерная масса пылей, улавливаемых в доменном и сталеплавильных процессах, составляет соответственно 2,5 и 1,5т на 100 т произведенного железа и стали.
В работе [3] приводятся обобщенные данные о структуре отходов и потерях железа по основным переделам черной металлургии СССР.
При расчете сквозного извлечения железа его потери на стадиях добыча – подготовка руды к доменной плавке достигают 34,9% добытого железа без учета и 32,5% с учетом частичного возврата. На последующих стадиях передела: доменная плавка – производство проката эти потери составляют соответственно 23,5 и 11,2%. Наибольшие потери железа наблюдаются в горно-подготовительных стадиях производства, а возврат потерь здесь составляет лишь 2,4%. Использование первичного железа в производстве равно всего лишь 41,6% от добытого количества, а с учетом возвращаемой части потерь возрастает до 56,3%. Необходимо отметить также, что в настоящее время при добыче руды потери железа несколько возрастают, а извлечение железа при обогащении руд – снижается, что объясняется усложнением горно-геологических условий добычи, недостатками технологии и несовершенством обогатительного оборудования.
В табл. II. 1 приводятся обобщенные данные о структуре усредненных отходов по основным переделам черной металлургии CCCP [3].
Горнодобывающая промышленность является наиболее капиталоемкой отраслью. На добычу минерального сырья и топлива приходится около 25% основных производственных фондов, а на 1 руб. затрат производится приблизительно в 2— 3 раза меньше продукции, чем в перерабатывающей промышленности. Этот разрыв может быть значительно уменьшен при комплексной переработке сырья, к которой следует отнести и операцию по доизвлечению железа из различных отходов. Увеличение же содержания железа в рудной шихте для доменного процесса на 2% позволяет уменьшить расход кокса примерно на 5—6%; флюсов — на 10—12% и выход шлака на 12—13%. При этом производительность доменных печей возрастет примерно на 5%.
Таблица II. 1. Структура усредненных отходов (% от общего объема операций)
|
Предел |
Общие усредненные отходы |
В том числе | |
|
Безвозвратные потери |
Используемые отходы, % | ||
|
Добыча руды |
4,5 |
4,5 |
– |
|
Подготовка руды |
27,5 |
26,1 |
1,4 |
|
Окускование руды |
6,0 |
3,0 |
3,0 |
|
Доменная плавка |
7,2 |
4,5 |
2,7 |
|
Выплавка стали |
12,5 |
9,5 |
3,0 |
|
Производство проката |
21,3 |
3,6 |
17,7 |
11.2. ПЕРЕРАБОТКА И УТИЛИЗАЦИЯ СОПУТСТВУЮЩИХ ЭЛЕМЕНТОВ И ОТХОДОВ
11.2.1. Вмещающие породы
Основным способом добычи железных руд является открытый (>80%), причем рост глубины карьеров сопровождается постоянным увеличением добываемой попутно пустой породы.
В работе [4] дается подробный анализ геологических условий залегания и состава вмещающих, боковых вскрышных пород, отходов обогащения и возможные пути их использования (ГОКи УССР).
Сопутствующие породные полезные ископаемые весьма разнообразны и насчитывают более 10 видов сырья. Большую группу сопутствующих пород составляют нерудные материалы, пригодные для производства строительного и дорожного щебня. В состав этих материалов входят сланцы и безрудные кварциты, некондиционные железистые кварциты, амфиболиты, граниты, мигматиты и гнейсы. Уникальными являются тальковые сланцы в сопутствующих породах Ингулецкого месторождения, представляющие собой ценное сырье для производства дустов, ситаллов и вяжущих.
Лессовидные суглинки и красно-бурые глины, встречающиеся на всех месторождениях железных руд Украины, представляют собой ценные породы для рекультивации земель и являются сырьем для производства кирпича и черепицы местного значения. В породах вскрыши встречаются и спондиловые мергельные глины — сырье для цементной промышленности и др. Сводные данные комплексного использования пород вскрыши железорудных месторождений УССР приводятся в табл. II.2.
Примером безотходной технологии может служить Лебединское железорудное месторождение, содержащее богатые
Таблица 11.2. Возможные пути утилизации вскрышных пород Украины [4]
|
Горно–обогатительный комбинат |
Вскрышные породы |
Пути возможного использования |
|
Южный |
Сланцы, безрудные кварциты |
Дорожно-строительный щебень |
|
Суглинки, красно-бурые глины |
Производство кирпича, рекультивация земель | |
|
Новокриворожский |
Сланцы, безрудные кварциты |
Дорожно-строительный щебень |
|
Лессовидные суглинки, красно-бурые и бентонито-подобные глины |
Формовочные земли, буровые растворы, производство кирпича, рекультивация земель | |
|
Центральный |
Сланцы, безрудные кварциты |
Щебень |
|
Вспучивающие сланцы |
Керамзит | |
|
Лессовидные суглинки, красно-бурые глины |
Рекультивация земель, строительство дамб, плотин, производство глиняного кирпича | |
|
Северный |
То же |
То же |
|
Некондиционные и безрудные кварциты, сланцы |
Щебень | |
|
Ингулецкий |
Граниты, мигматиты, амфиболиты, безрудные кварциты, сланцы |
Щебень |
|
Амфиболиты |
Каменное литье | |
|
Тальковые сланцы |
Ситаллы, шлакоситаллы, дусты, цементы | |
|
Полтавский |
Амфоболиты, плагнограниты, кристаллические сланцы, безрудные кварциты, мигматиты |
Дорожный и строительный щебень |
|
Суглинки, спондиловые мергельные глины |
Кирпичное и цементное сырье | |
|
Амфоболиты |
Каменное литье |
Fe-руды, неокисленные железистые кварциты и различные породы вскрыши, (глина, мел, кристаллические сланцы и др.). Мел пород вскрыши может быть использован для известкования кислых почв и в качестве наполнителя при производстве красок; кристаллические сланцы – для производства щебня; пески – для производства формовочных песков и т. д. Породы вскрыши Костомушского месторождения (Карелия) могут применяться в производстве фаянса и технической керамики, эмалей, цветного стекла и т. д. Кроме того, породы вскрыши других Fe-рудных месторождений частично или полностью могут быть использованы в качестве закладочного материала, при строительстве дорог и дамб, кварцевые пески – для стекольной промышленности и строительства, мергельные породы – для производства извести и цемента, нерудные глины – для производства керамзитового гравия и т. д.
Производство попутных строительных материалов, в основном щебня, позволяет повысить экономическую эффективность обогатительных комбинатов. Так, в Криворожье 1 м3 щебня обходится потребителю около 6 руб. (в отдельных районах 12 – 15 руб.), в то время как его себестоимость при использовании пород вскрыши составляет всего 1,9 руб. От реализации фракционированного строительного песка комбинат может ежегодно получать более 0,5 млн. руб. прибыли.
Необходимо отметить, что в СССР и во многих других горнодобывающих странах мира скопились огромные запасы отходов. Только на Кольском полуострове во вскрышные отвалы ежегодно поступает до 170 млн. т породы, а на Урале – только вскрышных пород железорудных месторождений – более 160 млн. т ежегодно. По различным оценкам примерно 67% вскрышных пород железорудных месторождений СССР пригодны для производства различных строительных материалов, причем наибольшая доля приходится на щебень (30%), цемент (24%) и керамические стеновые материалы (16%) [5].
В аналогичном положении и некоторые другие ГОКи в СССР и за рубежом, не внедрившие мало- или безотходную технологию с утилизацией пород вскрыши. В то же время на некоторых горнообогатительных предприятиях в СССР и за рубежом уже накоплен опыт промышленного использования пород вскрыши для производства строительных материалов, например, керамзитовый в г. Рудный и камнедробильный заводы, на отвальных породах Оленегорска работает завод по производству щебня, на вскрышных породах КМА (мел, глина Стойлинского рудника, алюминосная добавка – сланцы Лебединского рудника) – Старооскольский цементный завод и др.
Скапливающиеся отвалы вскрышных пород не только оказывают отрицательное влияние на экономику, но и связаны с отчуждением крупных земельных угодий, что наносит большой урон сельскохозяйственному производству. Так, на Урале площади нарушенных земель составляют более 40 тыс. га, а затраты на рекультивацию 1 га составляют для условий Урала и Сибири примерно 3 тыс. руб.
11.2.2. Доизвлечение железа
Экономичность утилизации вскрышных пород, производства из них продукции с одновременным доизвлечением ценных и попутных материалов определяется составом вскрышных пород, концентрацией в рудах сопутствующих элементов, технологической возможностью их доизвлечения и потребностью региона в данной дополнительной продукции.
Как отмечалось, железорудные месторождения часто содержат промышленные количества никеля, меди, цинка, ванадия,
титана и др. По ориентировочным подсчетам установлено, что при переработке железных руд мировые потери составляют (в тыс. т в год): меди – 600, свинца – 300, цинка – 500 и др. В связи с отработкой все более бедных руд эти потери на всех стадиях подготовки руды непрерывно возрастают, а в переработку часто вовлекаются забалансовые руды и отходы обогащения. Так, по данным Фрайбергской Горной Академии (ГДР) за счет переработки вторичного металлургического сырья покрывается 12% потребности страны, причем в производстве стали – 67%, меди – 44%, свинца – 88%, алюминия – 43%.
Подробный анализ доизвлечения железа и извлечения цветных металлов из железных руд и отходов приведены в работе [5]. По имеющимся данным, среднее извлечение железа при обогащении составляет около 75,5%, тогда как 62,8 – 93,4% слабомагнитных минералов железа уходит в хвосты.
Для доизвлечения железа применяют различные процессы обогащения (обратная флотация хвостов, прямая флотация руды, сухая магнитная сепарация, магнитно-флотационный способ и др.). В настоящее время технология обогащения окисленных руд освоена только на Центральных горнообогатительных комбинатах, в отвалах же скопились сотни миллионов тонн этого ценного сырья.
В СССР и за рубежом проводятся исследования в области химической переработки окисленных железных руд. По данным Ждановского металлургического института, потери металлургического сырья от неполного использования только шламов составляют (тыс. т в год): 3300 – железной руды, 107 – марганцевой руды, 1000 – известняка и 380 – твердого топлива для агломерации. Неполное использование шламов уменьшает содержание железа в доменной шихте, снижает производительность доменных печей и увеличивает расход кокса [5]. Только с доменными шлаками в США теряется до 0,9% производимого чугуна, что составляет примерно до 900 тысяч т/год. По различным данным, потребление стали в мире к 2000 г при среднегодовом росте 3 – 4% составит 1,7 – 1,9 млрд. т. Доля конвертерного передела достигнет 60 – 92%. По экономическим оценкам, 1 т отходов стали, пущенная в оборот, может заменить 2 т железной руды, 600 кг кокса и 350 кг флюсов.
В отличие от шлаков доменных печей шлак кислородных конвертеров не представляет большой ценности и его повторное использование в доменных печах весьма ограничено из-за значительного содержания вредных примесей. В то же время сравнительно высокое содержание в нем железа (до 13 – 15%) обусловливает необходимость его выделения и использования. В настоящее время из шлаков металлургических производств ежегодно извлекается 1,7 – 2 млн. т железа.
11.2.3. Извлечение попутных металлов
Современная техника и технология позволяют извлекать из железных руд ряд ценных сопутствующих металлов. Разработано, опробовано и внедрено много способов извлечения различных металлов из железных руд. Большая часть способов основана на выделении сопутствующих компонентов в отдельный концентрат при обогащении. Так, при обогащении железных руд Ковдорского месторождения в хвосты ежегодно переходило более миллиона тонн апатита и баддаленита. Апатит является сырьем для производства фосфорных удобрений, а баддалит — ценный огнеупорный материал. В 70-х годах была введена в эксплуатацию промышленная фабрика по переработке хвостов — для производства апатитового концентрата и отделение — для получения баддалитового концентрата. На Соколовско-Сарбайском комбинате в это же время введен в эксплуатацию опытно-промышленный цех по переработке хвостов мокрой магнитной сепарации для извлечения цветных металлов. Комплексная переработка качканарских железных руд (Fe – до 17%) не только обеспечила рентабельное производство сырья из бедных руд, но и позволила получать ванадий. Здесь же при обогащении титаномагнетитов извлекается не только железо, но ванадий и титан.
Большие работы по попутному извлечению металлов из железных руд, хвостов обогащения и рудных отвалов проводятся и за рубежом. Комплексная переработка сульфидно-магнетитовых руд осуществляется на предприятиях «Гроссмайнз» (США). Эта руда (Fe(общ) = 41,5 – 44,5%) обогащается с получением железорудного (Fe(общ) = 67 – 68%) и пиритного концентратов; из последнего получают медь и серную кислоту. В ФРГ достигнуты успехи в области извлечения из железных руд кобальта и меди, большая часть которых содержится в пирите. В исходной железной руде (Fe – 57%) содержится 0,05% меди и 0,02% кобальта; при обогащении этой руды в сочетании с металлургической обработкой металлы выделяются в виде самостоятельных продуктов [7].
В Японии фирмами «Ниссен сэйко» и «Ниппон дзюкагаку коге» разработан и внедрен способ извлечения металлов (Fe, Cr, Ni) из пыли, окалины и шламов, количество которых достигает 60 кг/т коррозионностойкой стали. Организация этого процесса извлечения связана с определенными сложностями вследствие тонкой дисперсности пылей из систем газоочистки и шламов, образующихся при переработке отработанных травильных растворов и промывочных сточных вод. Кроме того, шламы содержат большое количество влаги, а отходы при выплавке различных сталей имеют широкий диапазон химического состава и содержат вредные примеси (Zn, S и др.).
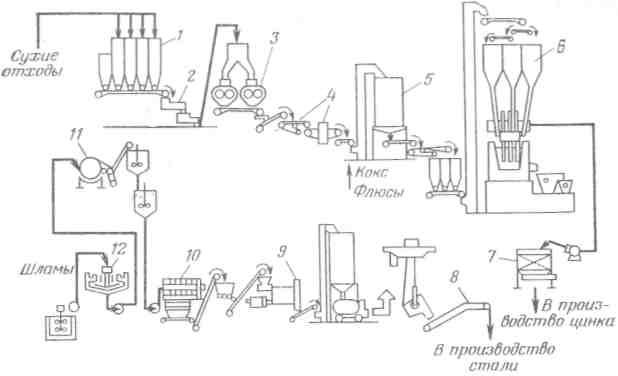
Рис. 11-1. Технологическая схема переработки отходов производства
Технологическая схема, внедренная на заводе фирмы «Ниссен сэйко», состоит из четырех основных стадий: обезвоживания, сушки, брикетирования и плавления (рис. 11-1). Суспензия, образующаяся в процессе нейтрализации отработанного травильного раствора (98% Н20) частично обезвоживается (до 91 – 92% Н20) в отстойниках, затем – повторно в вакуум-фильтрах (до 75 – 80% Н20) и окончательно – в фильтр-прессе (до 45% Н20). Кек с фильтр-пресса поступает во вращающуюся барабанную сушилку и сушится нагретым (до 700°С) воздухом. Из высушенного кека, сухих пылей и окалины изготавливают брикеты со связующим на вальцовых прессах.
Г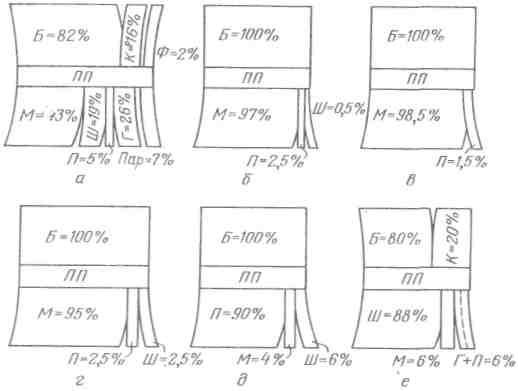 отовые
брикеты подсушивают до влажности
примерно 2% и упрочняются в конвейерной
сушилке при температуре воздуха –
теплоносителя 250°С. Из сушилки брикеты
автоматически подаются в плавильную
электропечь с флюсом и коксом. В печи
металлы (Fe, Ni, Cr) восстанавливаются, а
неметаллические компоненты переходят
в шлак. Цинк в печи испаряется и
улавливается в виде оксида. Его содержание
в уловленной пыли достигает 10 – 20%,
поэтому она используется как сырье для
выплавки цинка. Большая часть серы
переходит в шлак, и ее содержание в
металле резко снижается (примерно до
0,05%), что позволяет его использовать в
качестве сырья при производстве
коррозионностойкой стали.
отовые
брикеты подсушивают до влажности
примерно 2% и упрочняются в конвейерной
сушилке при температуре воздуха –
теплоносителя 250°С. Из сушилки брикеты
автоматически подаются в плавильную
электропечь с флюсом и коксом. В печи
металлы (Fe, Ni, Cr) восстанавливаются, а
неметаллические компоненты переходят
в шлак. Цинк в печи испаряется и
улавливается в виде оксида. Его содержание
в уловленной пыли достигает 10 – 20%,
поэтому она используется как сырье для
выплавки цинка. Большая часть серы
переходит в шлак, и ее содержание в
металле резко снижается (примерно до
0,05%), что позволяет его использовать в
качестве сырья при производстве
коррозионностойкой стали.
Средняя степень извлечения Fe, Ni и Сг из отходов высока и достигает соответственно 97, 98,5 и 95%. Материальный баланс плавильной печи приведен на рис. II-2 [8].
Рис. 11-2. Материальный баланс плавильной печи ПП (а), железа (б), никеля (б), хрома (г), цинка (д) и серы (е). Обозначения: Б – брикеты; М – металлы; Ш – шлак; Г – газ; К – кокс; П – пыль; Ф – флюсы
Разработан метод удаления цветных металлов из оксидного железного концентрата (Fe – до 60 – 62%), достигаемый путем комбинирования процессов хлоридовозгонки и гранулирования с добавками к концентрату хлорида кальция и кокса. На первой стадии – восстановления – удаляется и улавливается мышьяк, а на второй – при окислении и хлорировании – удаляются и улавливаются свинец, серебро и некоторые другие металлы. На третьей стадии мелкий оксидный концентрат подвергают окомкованию в смеси с хлоридом кальция в качестве связующего и упрочняющему обжигу гранул (1300°С). Полученные гранулы характеризуются высоким содержанием железа (64%) и высокой механической прочностью (200 кг на гранулу диаметром 10 мм). Содержание же примесей заметно снижается: свинец и мышьяк – с 1 и 2% до <0,07%, медь и цинк – с 0,04 и 0,03% до 0,03 и 0,01%, серебро – на порядок – с 0,0043 до 0,0004% и др. [9].
Комплексные руды Волковского месторождения (Средний Урал) при обогащении образуют медный, железованадиевый и апатитовый концентраты.
При обогащении ильменит-магнетитовых руд комбинированным – магнитно-флотационным способом получают железный (Fe – 68%) и ильменитовый концентраты – с высоким содержанием диоксида титана.
Большое количество полезных металлов содержится в тонкодисперсной фракции (0,05 мм) Никопольского завода ферросплавов (оксиды железа, марганца, кальция, магния), часть которых при соответствующей обработке можно возвращать потребителям.
Ряд исследователей отмечает, что наиболее существенным источником вторичного хрома являются нержавеющие стали, из которых, например, в США извлекают более 60% общего количества этого продукта [10].
Истощение запасов богатых хромовых руд вызвало необходимость постоянно наращивать мощности по добыче и обогащению бедных хромовых руд (30 – 45% Сr2О3). Для части бедных руд, например Донского месторождения, высокие показатели обогащения достигаются гравитационными методами (с 45 до 54 – 57% Сr2O3). Другие хромовые руды, наоборот, недостаточно хорошо обогащаются механическими методами, поэтому для них разработан специальный процесс, предусматривающий прокалку на воздухе (630 – 750°С) дробленой руды (менее 15 мм), доизмельчение спека (до 0,1 мм), приготовление из него водной суспензии, ее карбонизация и др. Освобожденный от оксида магния и окускованный концентрат может быть использован для выплавки углеродистого феррохрома вместо кондиционной руды и кварцита [5].
По ТУ 14-9-220–81 донские хромовые руды для производства ферросплавов должны содержать примерно 7 – 9% кремнезема, <0,005% фосфора, <0,05% серы при содержании хрома 47 – 50% (Сr2O3). В то же время, в этих рудах в заметных количествах содержатся марганец (до 0,29% Мn), никель (до 0,23% NiO), кобальт (до 0,16% СоО), ванадий (до 1,17% V2O5), титан, медь и др., что должно стимулировать их комплексное использование.
На севере Швеции (Кируна, Сваппавары, Мальмбергета) разрабатываются месторождения железных руд с высоким содержанием фосфора. Для получения апатитового концентрата из хвостов обогащения этих месторождений Fe-руд разработана технологическая схема, в которой предусматривается сгущение хвостов после магнитного обогащения Fe-руд, их обесшламливание, повторная магнитная сепарация для извлечения оставшихся частиц магнетита и флотация хвостов с шестью перечистными операциями. В результате получают апатитовый концентрат, содержащий 15,5% Р (35,5% Р2O5), который подвергается контрольной магнитной сепарации, фильтрации и сушке.
В качестве исходного сырья для производства апатитового концентрата могут служить также действующие отвалы Fc-рудных обогатительных фабрик и другие месторождения Fe-руд с высоким содержанием фосфора [11].
Аналогичные процессы разрабатываются и для некоторых бурохромистых руд, которые содержат оксиды хрома, никеля, марганца, алюминия и кремния. Однако извлечение попутных металлов должно проводится только в тех случаях, когда но существующей технологии получается товарный продукт, соответствующий ГОСТ или техническим условиям.
11.3. УТИЛИЗАЦИЯ И ИСПОЛЬЗОВАНИЕ МЕТАЛЛУРГИЧЕСКИХ ПЫЛЕЙ И ШЛАМОВ
Во всех металлургических переделах образуется значительное количество пылей, которые необходимо улавливать и утилизировать с целью извлечения содержащихся в них металлов и поддержания необходимого уровня охраны окружающей среды. Для улавливания тонкодисперсных пылеватых частиц применяются системы сухого и мокрого пылеулавливания; в результате этого в последующие процессы переработки поступают сухие или мокрые шламы. Основной проблемой при использовании металлургических пылей является повышенное содержание в них цинка, свинца, особенно в связи с расширенным использованием оцинкованного скрапа в кислородно-конвертерном производстве.
В то же время, повышенное содержание цинка в составе аглошихты ухудшает работу и снижает производительность доменных печей, поэтому часто основной задачей является выделение из пылей цинка и свинца, а затем их утилизация и использование.
В настоящее время используется большая часть колошниковой пыли, шламов фабрик окомкования, агломерационных фабрик и часть пылей и шламов систем газоочистки доменных и сталеплавильных цехов. Значительная же доля этих шламов газоочистки с высоким содержанием железа (до 50 – 60%), а также цинка и свинца, поступает в шлаконакопители и не перерабатывается. Проблема использования шламов затруднена также из-за нестабильности их химического и гранулометрического составов и высокой влажности, что при любом способе утилизации вызывает необходимость их предварительной сушки.
Кроме оксидов железа, цинка и свинца пыли и шламы содержат оксиды марганца, магния, кальция, а некоторые, кроме того, оксиды хрома, никеля, кадмия и других металлов. Эти примеси можно отделить от Fe-содержащей части, утилизировать и использовать. По имеющимся данным, это целесообразно осуществлять тогда, когда содержание таких металлов сравнительно велико и процессы их выделения не сопровождаются большими затратами. Так, в ФРГ [12] ежегодно в черной металлургии образуется от 1 до 1,8 млн. т (по различным источникам) пылей и шламов, в которых содержится более 450 тыс. т железа, более 24 тыс. т цинка, 7 тыс. т свинца и др.
Над проблемами очистки Fe-содержащих пылей от Zn и Рb, их утилизации и использования работают во многих странах мира, но решают эти задачи по-разному. Общие решения относятся только к пылям, содержащим минимальные количества цинка и свинца, которые рекомендуют использовать в составе аглошихты и в других металлургических переделах.
Особое место занимают пыли и шламы ферросплавного производства.
Отходящие газы закрытых ферросплавных печен очищают, как правило, в установках мокрого типа. Концентрация пыли в отходящих газах этих печей обычно составляет 10 – 30 г/м, а в очищенном газе – 30 – 50 мг/м3. На печах открытого типа применяют сухую очистку с тканевыми фильтрами и различными циклонами. При среднем содержании пыли в отходящих печных газах 3 – 4 г/м3 выбросы ее составляют около 20 т/сут от одной печи. Более полное извлечение ценных компонентов из пылей и шламов газоочистки ферросплавных печей достигается путем их повторного использования или включения в шихту различных отходов (пыль, шлам, мелочь ферросплавов и т. д.). Пыль ферросплавных печей состоит главным образом из аморфного диоксида кремния, который нашел широкое применение в металлургии, жилищном и промышленном строительстве.
Наиболее эффективным способом утилизации пылеватых отходов и мелкой марганцевой руды является процесс агломерации, а для хромовых отходов – окомкование и брикетирование [13]. Окускование отходов не только позволяет обеспечивать дополнительные ресурсы металлов и охрану окружающей среды, но и, как правило, стабилизировать работу электроферросплавных печей.
Особое место занимают установки сероулавливания, причем большая часть соединений SOx и NOx от всех их выбросов в черной металлургии, приходится на агломерационные и коксохимические цехи (40 – 50%), где широко используется уголь. При производстве 1 т проката тоже выделяются значительные количества диоксида серы (6 – 7,5 кг), сероводорода (~0,15 кг) и NOx (2 – 3,5 кг). Диоксид серы, наряду с оксидами азота является одним из основных вредных загрязнителей атмосферы, но их улавливание в черной металлургии сопряжено с большими трудностями из-за низкой концентрации (до 1 – 2% SO2). Вместе с тем такие низкоконцентрированные газы составляют основу (около 80%) всех серосодержащих газов черной металлургии и обычно они улавливаются только с целью обезвреживания выбросов, а не утилизации серы.
Есть опыт использования шламов сероочистки для мелиорации и удобрения кислых почв. Так, шлам после мокрой известняковой сероочистки увеличивает в почве содержание таких элементов как кальций, магний, кремний, и уменьшает содержание алюминия, меди, цинка, мышьяка, марганца. Действие шлама практически не ослабевает на протяжении пяти лет и дает прибавку урожая зерновых и кормовых культур на 25 – 30% (4 – 5 т шлама на 1 га) [5].
СССР. При переработке железорудного сырья на предприятиях образуется большое количество различных Fe-содержащих отходов: пылей и шламов газоочистных сооружений, окалины, сварочного шлака, отсевов окатышей и агломерата. В больших количествах накапливаются также шламы и пыли систем газоочистки ферросплавных заводов и цехов. Утилизации подвергаются и отсевы извести (как правило, фракция 0 – 10 мм). Кроме того, в отвалах металлургических предприятий скапливаются запасы Fe-содержащих шламов, разбавленных золами ТЭЦ и хвостами углеобогатительных фабрик, которые практически не используются. Для извлечения дополнительного количества железа из шламов разработано несколько технологических операций, в которых предусматривается их магнитная сепарация.
Анализ результатов исследований с магнитной сепарацией и перечисткой хвостов показал, что полученный магнитный концентрат пригоден для использования в аглошихте. Недостаточно полная утилизация шламов приводит к уменьшению содержания железа в доменной шихте, снижению производительности доменных печей и увеличению расхода кокса [5].
В настоящее время в СССР утилизируется 80% железосодержащих отходов, однако, если колошниковая пыль, окалина, сварочный шлак, отсевы агломерата и окатышей используются практически полностью, то Fe-содержащие шламы – только на 53%. В связи с этим основной проблемой черной металлургии является полная утилизация Fe-содержащих шламов.
Аналогичная проблема возникает и при производстве ферросплавов. Так, одно из основных направлений снижения потерь марганца со шлаками и увеличение степени его использования является возвращение в процесс пылей и шламов из систем газоочистки аглофабрик и ферросплавных цехов. В работе [14] приводится анализ процессов переработки Fe-содержащих отходов с созданием безотходной технологии.
Основными критериями пригодности Fe-содержащих шламов к применению в производстве металла является их химический состав и влажность, определяющая их сыпучесть, транспортабельность, возможность дозирования и перегрузок шламов в технологическом цикле аглофабрики, способность равномерно распределяться в массе агломерационной шихты. Оценка спекаемости Fe-содержащих шламов предприятий полного металлургического цикла показала, что для большинства предприятий технологически допустим высокий (до 120 –200 кг/т агломерата) расход подготовленных сыпучих шламов, превышающий их предельные значения на заводе. Полная утилизация шламов в условиях агломерационных фабрик не ухудшает технологические показатели производства и качество агломерата.
Результаты химических анализов Fe-содержащих шламов текущего выхода от отдельных переделов металлургических предприятий показали, что основная масса шламов и пылей агломерационного, доменного и сталеплавильного производств содержит от 45 до 70% железа с учетом повышенного содержания CaO, MgO, Mn и С по сравнению с исходным железорудным сырьем. Содержание кремнезема в шламах составляет от 1– 2 (сталеплавильное производство) до 8 – 10% (агломерационное и доменное производства); серы – 0,2 – 0,7%; фосфора – 0,02 – 0,06%.
Как уже упоминалось, прямое использование Fe-содержащих шламов затруднено из-за повышенного содержания в них цинка, свинца и щелочных металлов. Повышенное содержание этих металлов снижает стойкость футеровки доменных печей, приводит к разрушению агломерата, окатышей и кокса, из-за чего резко ухудшаются газодинамические условия процесса и снижается производительность доменных печей. Содержание цинка в шламах доменного производства на металлургических предприятиях УССР изменяется в широких пределах: от 0,02 – 0,18 до 0,51% в шламах комбината Азовсталь», 3,9% – на Нижнетагильском комбинате и до 5,3% на Кузнецком металлургическом комбинате. Аналогично содержание свинца в доменных шламах: от 0,008 – 0,11% (по УССР) до 0,04 – 0,64% (по другим предприятиям Минчермета СССР).
Анализ показал, что основная масса цинка в шламах доменной газоочистки сосредоточена в тонкодисперсных фракциях, не содержащих большого количества железа, что, по мнению авторов, предопределяет целесообразность применения гравитационных процессов для извлечения цинка из шламов доменных газоочисток [14].
Поведению цинка в доменном процессе и его влиянию на состояние печей посвящены различные исследования, как в СССР [15], так и за рубежом. На основе исследований Урал-НИИчермета и Липецкого металлургического комбината (ЛМК) сформулированы следующие выводы:
существует зона циркуляции цинка в рабочем пространстве доменных печей, причем содержание цинка в этой зоне в десятки раз превышает его концентрацию в исходных шихтовых материалах;
цинк может оказывать значительное влияние на состояние огнеупорной кладки;
удаление цинка из печи с чугуном и шлаком при нормальном ее ходе невелико;
основная масса цинка (до 90 – 95%) удаляется через колошник с газом и др.
Автором работы [15] предложена гипотеза, объясняющая механизм образования настылей и распределение цинка, отлагающегося в кладке по высоте печи. Для предотвращения или уменьшения образования настылей в доменных печах рекомендуется создавать на периферии шахты термодинамические условия, исключающие возникновение жидкой фазы, — снижение
температуры колошникового газа и понижение в нем содержания С02. Вредное воздействие цинка на ход и состояние доменных печей можно существенно снизить выведением из оборота цинксодержащих металлургических шламов, что уменьшает поступление цинка в доменные печи с шихтой на 55 – 60%.
В СССР, как и во многих странах за рубежом, проводятся и специальные исследования по обесцинковыванию шламов. Так, в институте «Уралмеханобр» разработан процесс обесцип-ковывания шламов в центробежном поле гидроциклона (уменьшение количества цинка более, чем в 4 – 4,5 раза).
На Челябинском металлургическом комбинате осуществлена утилизация шламов доменного, конвертерного и мартеновских шламов и части шламов электросталеплавильного производства. С учетом конвертерного шлака (Fe = 15 –20%) на комбинате ежегодно образуется около 1,5 млн. т Fe-содержащих отходов, в том числе 113,7 тыс. т шламов газоочисток доменного (Fe≈40%, С – 10%, SiO2 – 10% и др.) и сталеплавильного цехов, 55,8 тыс. т шламов конвертерного (Fe – 56 – 57%, CaO – 5 – 6%, SiO2 – 2 – 3% и др.) производства. Наибольшая доля в отходах приходится на колошниковую пыль (222,5 тыс. т), конвертерный шлак (760 тыс. т) и окалину из первичных отстойников (≈200 тыс. т). В отделение утилизации шлам поступает из радиальных отстойников оборотного цикла, пульпа (200 г/л) сгущается (до 600 г/л), а после вакуум-фильтров (влажность шлама – 32 – 36%) шлам сушат в сушильных барабанах и направляют в порошкообразном виде (W≈10%) на аглофабрику. Использование шламов осложняется нестабильностью их химического и гранулометрического составов, что связано с разработкой оптимальной технологии для каждого конкретного случая. В результате исследований было установлено, что для различных агломерационных руд добавка шлама в количестве 40 – 60 кг/т агломерата повышает производительность установок на 3 – 7,5% и улучшает качество агломерата.
Внедрение технологии подготовки шламов и пыли к спеканию агломерата позволило довести их расход без учета окалины первичных отстойников прокатных цехов до 200 кг/т агломерата. Однако полное использование шламов сдерживается из-за высокого содержания в них цинка: в конвертерном шламе – около 1%, в шламах газоочисток доменного, мартеновского и электросталеплавильного цехов – 0,4 – 0,6%. Поэтому в агломерате Челябинского металлургического комбината содержится 0,05 – 0,06% Zn. Применение такого агломерата приводит к образованию цинкосодержащих настылей и гарнисажа, что ухудшает работу доменных печей. Для уменьшения поступления цинка в печь рекомендуется периодически выводить шламы из аглошихты [16].
В результате широких исследований процесса брикетирования пылей, очищенных шламов и мелких руд была показана перспективность использования этого процесса для утилизации рудной мелочи и различных металлосодержащих отходов производства (пыль аглофабрик, колошниковая пыль, металлизованная рудная мелочь, прокатная окалина и др.). Так, были разработаны процессы холодного брикетирования с различными связующими (сульфитные щелока, сульфитспиртовая барда, чугунная стружка, жидкое стекло и др.), «горячего» брикетирования без связующих, термобрикетирования с различными восстановителями [17, 18]. Используя один из указанных методов применительно к технологической схеме с вальцовыми прессами обычного типа (удельное давление – 19,6 – 39,2 МПа) или с предварительной подпрессовкой материала (удельное давление – до 100 МПа/см2), были получены качественные брикеты практически из всех мелких или сравнительно мелких (менее 10 мм) отходов черной металлургии. По некоторым показателям процесс брикетирования может быть более рентабельным, чем процессы окомкования этих же отходов с последующим обжигом сырых окатышей. Кроме того, процессы брикетирования часто более технологичны, так как качество брикетов в меньшей степени зависит от гранулометрического состава и влажности исходного материала (шихты). Поэтому шламы, например, можно не подвергать глубокой сушке, особенно при использовании «горячего» процесса или процесса с применением некоторых связующих.
Часть разработанных процессов прошли опытно-промышленную проверку, которая в основном подтвердила результаты исследований. Так, детально изучен процесс термобрикетирования двух- и трехкомпонентных шихт с различными видами сырья и отходов. В качестве связующего—восстановителя были использованы недефицитные виды восстановителей и углеродсодержащие отходы производства и сельского хозяйства (торф, газовый уголь, гидролизный лигнин и др.). Эти связующие – восстановители при нагреве до определенных оптимальных температур переходят в пластическое состояние; образующийся коллоидный раствор после охлаждения цементирует структуру брикетов. Это явление объясняется тем, что переход в пластическое состояние характеризуется постепенным уменьшением вязкости пластической массы и достижением ею состояния максимальной текучести, за которым наступает охлаждение и быстрое затвердевание.
Для установления закономерностей в поведении восстановителей этих видов изучали их восстановительную способность, состав газов пиролиза при различных температурах. Так, исследования газовой фазы при 300 – 350 °С (для торфа) и 400 – 450 °С (для углей) показало, что газовая фаза состоит преимущественно из диоксида углерода (57,2 и 49,4%), азота (31,2 и 34,5%) и кислорода (8,8 и 7,1%)соответственно. С повышением температуры количество С02 в газовой фазе заметно снижается (для угля – с 49,4 до 18,8%), но примерно в десять раз возрастает количество метана (с 1,2 до 12%) и незначительно – азота [19].
Для процесса термобрикетирования весьма характерны, например, результаты, полученные при работе с мелочью ферросплавов и различными торфами. Аналогичные или близкие зависимости получают и при замене мелочи ферросплавов Fe-coдержащими отходами. Анализ торфов как сырьевой базы показал, что в СССР имеются достаточные ресурсы торфов с низким содержанием фосфора. Это является одним из основных показателей при выборе восстановителей для производства ферросплавов. В качестве связующих — восстановителей применяли разнообразные торфы с различными свойствами, преимущественно с высокой степенью разложения (≥15%), и низким и даже весьма низким содержанием фосфора в золе (0,002 – 0,08%).
Зольность всех торфов (Ad) составляла от 4 до 8%, содержание углерода (Сг) – 55 – 59%, водорода (Нг) – 5,6 – 6,1%. В состав золы торфов входят SiO2 (34 –64%), Fe2O3 (7 – 11,3%), CaO (11 – 26%) и А12O3 (8 – 16%). Расчетное количество твердого углерода, определявшего компонентный состав шихт, изменялось в торфах от 23 до 30% при влажности 15 – 20%.
Основные оптимальные параметры процесса термобрикетирования мелочи ферросплавов с различными торфами:
Крупность компонентов шихты, мм 0,05 (0—0,25)
Температура нагрева шихты с торфом, 0С 300
Удельное давление прессования, МПа 49
Характеристика термобрикетов приведена в табл. 11.З. Анализ приведенных в табл. 11.3 данных показывает, что крупность компонентов шихты в указанных пределах не оказывает существенного влияния на качество термобрикетов, однако при уменьшении крупности прочность брикетов при сжатии возрастает. Увеличение содержания в шихте восстановителя повышает прочность термобрикетов, но оптимальное его количество должно быть не ниже 30—35%- Более прочные брикеты получены при использовании в качестве связующих — восстановителей различных верховых торфов со степенью разложения более 15%.
Таблица 11.3. Качество термобрикетов
|
Состав шихты, % |
Rсж, кН/см2
|
Сопротивление истиранию (Rист),% |
Состав шихты, % |
Rсж ,кН/см2 |
Сопротивление истиранию (Rист),% | ||||||||
|
рудная мелочь |
торф |
через 5 мин |
через 1 5 мин |
рудная мелочь |
торф |
|
через 5 мин |
через 1 5 мин | |||||
|
Шихта крупностью С 0 – 0,25 мм |
Шихта крупностью 0 – 0,5 мм | ||||||||||||
|
50 |
50 |
4,0 |
94,6 50 |
91,5 |
50 |
50 |
2,25 |
95,8 |
91,0 | ||||
|
60 |
40 |
4.0 |
94,0 |
85,4 |
60 |
40 |
2,60 |
94,7 |
89,6 | ||||
|
70 |
30 |
4 0 |
92,3 30 |
78,0 |
70 |
30 |
2,20 |
92,7 |
84,8 | ||||
|
75 |
25 |
3,0 |
90,1 25 |
72,0 |
75 |
25 |
2,00 |
88,2 |
73,0 | ||||
Хорошие результаты получены и при термобрикетировании двухкомпонентных шихт с Fe-содержащими мелкими рудами и отходами и трехкомпонентных – с введением в состав шихты флюсов (5 – 15%). Как уже отмечалось, для термобрикетирования и качества брикетов химический состав и физические свойства рудного сырья не имеют существенного значения, в основном влияет их гранулометрический состав и параметры процесса брикетирования (давление и температура процесса). Анализ данных, полученных при термобрикетировании различных мелких железных руд, концентратов и Fe-содержащих отходов [от 32 до 69% Fe (общ)] с торфом указывает на наличие общих закономерностей в изменении физико-механических свойств термобрикетов (рис. 11.3 – 11.5).
Удовлетворительные результаты получены и при использовании в качестве связующих – восстановителей гидролизного лигнина различных сортов, некоторых недефицитных углей и шихт с комбинированным восстановителем.
Необходимо отметить, что термобрикеты с торфом обладают и хорошими металлургическими свойствами, за исключением термомеханической прочности, которая заметно снижается при повышении температуры [испытания проводили в восстановительной среде при температурах 400—1000 (1400) °С]. При нагревании от 400 до 1000 – 1200°С сопротивление сжатию (в раскаленном состоянии) снижается примерно в 2 – 3 раза. Этот показатель значительно выше при введении в шихту около 20 – 25% газовых углей или при полной замене торфа некоторыми видами газовых или слабоспекающихся углей. Удельное электрическое сопротивление р определяли только для сырья и мелочи ферросплавов при постоянном и переменном токах и нагревании до температур 900 – 1000°С, а также на установке УкрНИИспецстали при постоянном токе и нагревании до температуры 1600°С. Изменение удельного сопротивления термобрикетов при различной температуре показано на рис. 11.6 и 11.7.
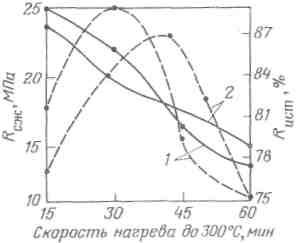

Рис. 11.3. Зависимость качества термобрикетов от количества торфа в шихте (сплошные линии для торфа крупностью 0 – 3 мм; пунктирные – 0 – 1,5 мм)
Рис. 11.4. Зависимость качества термобрикетов от скорости нагрева:
1 – 60% руды + 40% торфа; 2 – 65% руды + 35% торфа.

Рис. 11.5. Зависимость качества термобрикетов от крупности известняка.
Полученные значения р для термобрикетов с торфом, недефицитными углями и их смесями в различном соотношении близки к значениям электрического сопротивления для коксика-орешка (2,4 – 3,4 Ом*см) – одного из основных восстановителей в производстве ферросплава. Из результатов исследования следует, что скорость восстановления термобрикетов с некоторыми угольными восстановителями – связующими в среднем в 5 – 10 раз выше, чем у аналогичной по составу шихты.
При определении восстановимости термобрикеты с торфом вели себя неодинаково. В печи сопротивления с графитовым нагревателем в атмосфере очищенного азота (до 1500°С) не рассыпались и хорошо восстанавливались (через 4,5 мин – 94—98%), а в атмосфере аргона (до 1050 – 1100 °С) – резко снижалась прочность и определить их восстановимость не представлялось возможным. Высокая прочность термобрикетов при температурах восстановления в атмосфере очищенного азота объясняется быстрым образованием прочного металлического каркаса, толщина которого с подъемом температуры восстановления постепенно увеличивается. Это подтверждается фронтально-слоевым механизмом восстановления термобрикетов, т. е. реакционная зона, в которой отсутствует градиент концентрации реагентов, постепенно продвигается от периферии к центральным слоям брикетов. Восстановленные термобрикеты являются непирофорным материалом и могут охлаждаться на воздухе, так как выделяющийся оксид углерода и газы пиролиза предохраняют их от вторичного окисления. Было исследовано и участие пиролизного газа в процессах восстановления термобрикетов, так как при низком исходном отношении [CTB/Fe (общ) =0,151—0,219] достигались высокие степени восстановления. Ранее было установлено, что верховые торфа различной степени разложения при температуре 900 °С и выше являются эффективными восстановителями. Газы пиролиза торфа при температурах 900—1000 °С состоят преимущественно из водорода и оксида углерода. Поэтому можно предположить, что разложение торфа и тяжелых углеводородов пиролизного газа во внутренних слоях термобрикетов приводит к выпадению частиц сажистого углерода, который при подъеме температур в реакционном слое постепенно переходит в СО (С02 + С = 2СО) и одновременно реагирует с оксидами железа.
Р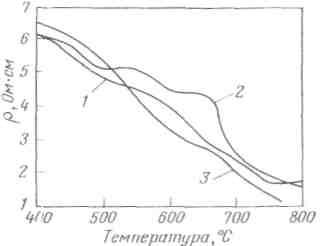 ис.
11.6. Зависимость УЭС термобрикетов с
торфом от температуры: 1 – 70% руды + 30%
торфа; 2 – 60% руды + 40% угля; 3 – 60% руды +
50% угля
ис.
11.6. Зависимость УЭС термобрикетов с
торфом от температуры: 1 – 70% руды + 30%
торфа; 2 – 60% руды + 40% угля; 3 – 60% руды +
50% угля
Это подтверждает также предположение, что газы пиролиза и сажистый углерод компенсируют недостаток восстановителя – твердого углерода торфа.
Процесс термобрикетирования может быть осуществлен и несколько в ином режиме. Например, мелкозернистую руду или отходы металлургического производства можно использовать в качестве теплоносителя, нагревая их до более высоких температур (до 500 – 600 °С), а восстановитель – связующее – до более низких (до 90 – 120 °С) с таким расчетом, чтобы температура смешанной шихты соответствовала температуре перехода восстановителя в пластическое состояние. Температура рудной части шихты для основных видов торфа — восстановителя должна составлять примерно 450 – 500°С, для углей – 550 – 600 °С, причем эти температуры зависят от соотношения компонентов в составе шихты и ее гранулометрического состава. В тех случаях, когда необходимо получать термобрикеты повышенной прочности и пористости, может быть рекомендована их термическая обработка, но для каждого вида шихты, составляющей термобрикеты, параметры их обработки должны выбираться экспериментальным путем [17].
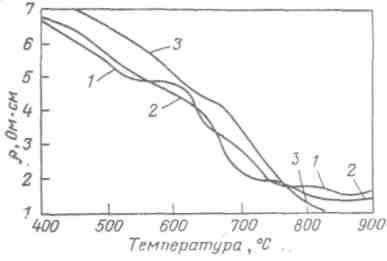
Рис. 11.7. Зависимость УЭС термобрикетов с углем от температуры:
1 – 70% руды + 30% угля; 2 – 60% руды + 40% угля; 3 – 50% руды + 50% угля
Ниже будут рассмотрены существующие способы очистки и утилизации металлургических пылей, принятые в странах мира.
США. Установлено, что содержание цинка в шихте доменных печей не должно превышать 0,165 кг/т чугуна, поэтому в агломерационную шихту вводятся только пыли с более низким содержанием цинка, свинца, никеля, хрома и кадмия.
При среднегодовом объеме выплавки стали примерно в 125 млн. т образуется 14 млн. т (по другим источникам 16 – 17 млн. т) Fe-содержащих пылей и шламов, из которых используется лишь не более 55%. Кроме того, образуется 13 млн. т неметаллических пылей, которые почти не используются [20].
В США предложено несколько способов выделения и утилизации ценных цветных металлов из металлургических пылей (в первую очередь Zn и РЬ). Один из таких процессов основан на различии в твердости, хрупкости и других свойствах соединений Zn, Pb и Fe. Пыль, выходящая из металлургических печей, осаждается последовательно в электрофильтрах, а затем в скрубберах мокрой очистки и после удаления части влаги – направляется в дробилку, где происходит селективное дробление. Конечный мелкий продукт состоит в основном из соединений Zn и Pb, а более крупный – в основном из Fe2О3.
Для разделения материалов по крупности применяют специальные вакуумные сепараторы, в которых осаждаются более мелкие частицы; крупные частицы направляются в фильтр-прессы, затем на сушку, агломерацию и возвращаются в металлургический передел. Осевшие частицы цветных металлов из сепараторов направляются в систему обработки сточных вод и после отделения жидкой фазы – на повторное использование.
Фирма «Бетлехем Стил Корпорэйшн» внедрила процесс утилизации пылей, содержащих железо и минимальное количество примесей цветных металлов с присадкой примерно 8% связанной извести и оксида магния. Мелкие пылеватые частицы поступают в окомкователь, где к ним добавляют влагу в количестве, обеспечивающем полную гидратацию извести и оксида магния. Время окатывания 8 мин; влажность окатышей 7 – 12%. Прочные окатыши направляются для повторного использования в сталеплавильные агрегаты. На рис. П-8 представлена схема этого процесса. Окомкователь закреплен на основании 3. Главная составная часть его – диск 2 – вращается от привода 4 по направлению движения часовой стрелки.
Пыль подается транспортером 5 в нижнюю часть окомкователя – на диск 2. При вращении диска «зародыши» окатышей и пескомковавшаяся пыль обрызгивается водой до достижения влажности 7 – 12% из форсунок 7 и образует комки, в которых гидратирует известь и оксид магния, являющиеся комбинированными связующими. Готовые окатыши сбрасываются па транспортер 6 и транспортируются потребителю.
По способу фирмы «Карад, Инкорпорейтед» сухую мелкую пыль увлажняют до 8 – 16%, добавляют гидравлический цемент (4 – 15%) и агломерируют; готовый агломерат – направляют в доменные печи. Фирма «Пенсильвания Инженеринг Корпорейшн» предлагает подавать газы с пылью, отходящие из печей рафинирования сталей, в газоочистительную систему, в которой пыль улавливается мокрым способом и собирается в виде суспензии. Суспензию сушат и подают в накопитель, из которого пневматическим транспортером она подается к печи для рафинирования стали и через фурмы – в расплавленный металл.
Утилизация пылей с высоким содержанием железа позволяет увеличить выход стали в печи для рафинирования и значительно снизить загрязнение окружающей среды. По мнению фирмы, этот метод пригоден для конвертеров или печей любого типа, в которых имеется возможность инжектирования порошкообразного материала [10].
Существуют и другие варианты использования очищенных пылей для производства агломерата, окатышей и брикетов, полученных «холодным» процессом.
Для очистки пылей от цинка и свинца используется восстановительный обжиг обычно окускованных пылей, возгонка их с последующим улавливанием конденсата, магнитная сепарация или флотация, сочетание нескольких обогатительных процессов и др.
Существуют аналогичные схемы и для переработки шламов, в которых предусматривается его предварительная подсушка, окускование и восстановительный обжиг (1050 – 1200 °С) в печах различной конструкции. Отмечается, что если содержание цинка и свинца сравнительно невелико, но их извлечение связано с большими затратами, целесообразно эти пыли и шламы сбрасывать в отвалы.
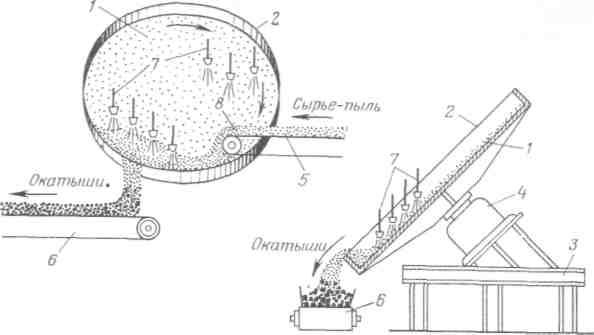
Рис. 11.8. Технологическая схема окомковывания пылей:
1 – окомкователь; 2 – диск окомкователя; 3 – основание; 4 – привод окомкователя; 5 –транспортер для пыли; 6 – транспортер готовых окатышей; 7 – форсунки; 8 – рудная пыль.
Фирмой «Бетлехем Стил Корпорейшн» разработан процесс извлечения оксидов железа из пылей и шламов и удаления из них оксидов цинка и свинца. Процесс заключается в восстановительном обжиге пылей во вращающихся печах при нагревании до 1200—1480°С. При этом оксиды железа и магния и известь спекаются, образуя агломерат. Оксиды цинка и свинца восстанавливаются углем и возгоняются, а затем утилизируются из возгонов. При этом из пылей удаляется и часть серы. Эта же фирма предложила флотационный процесс выделения Fe-co-держащих материалов из пылей. Оседающие во флотомашинах Fe-содержашие материалы используются для производства окатышей.
Для удаления оксида цинка из колошниковой пыли ее смешивают с отработанным травильным раствором. При этом большая часть ZnO растворяется, превращаясь в хлорид и сульфат цинка. Нерастворимый осадок оксида железа и менее 0,5% (масс.) ZnO затем используют в шихте для окускования.
Предварительное окомкование очищенной конвертерной пыли используется на предприятии фирмы «Бетлехем Стил». Особенность производства окатышей заключается в их самоупрочнении в естественных условиях за счет значительного количества в них оксида кальция. Окатыши используются в аглошихте. Проводятся исследования по производству безобжиговых окатышей из конвертерных шламов металлургического завода фирмы «Кайзер стил» с низким содержанием цинка (Fe2О3 — 90%, ZnO — следы и др.). В качестве связующего используют измельченный клинкер и портландцемент.
Аналогичные исследования с конвертерными и мартеновскими пылями проводит фирма «Инленд»; при этом окатыши упрочнялись обжигом. Отмечается, что для производства обожженных окатышей можно использовать пыли и шламы, содержащие большое количество примесей цветных металлов. Для более полного их удаления необходимо вводить такие добавки, которые переводят эти металлы в соединения, возгоняющиеся при обжиге [21]. Шламы, образующиеся при осаждении в отстойниках для сточных вод пылей от прокатных станов, имеют влажность 20 – 30%, содержание смазок 2 – 3%. Содержание железа в шламах составляет 60 – 70%, поэтому целесообразно применять его в качестве вторичного железосодержащего сырья.
Такие шламы могут использоваться только после удаления смазки. Удаляют ее промывкой химическими реагентами или обычным выжиганием. Химический метод удаления смазки не всегда эффективен, а эксплуатация печей обжига связана с высокими эксплуатационными расходами. Кроме того, при обжиге (700 – 800°С) происходит агломерация, т. е. укрупнение шла-мов. В соответствии с данными исследований (Пат. США 4091545, 30/V—78), влажность шламов доводят примерно до 1 – 10% путем сушки при 140—150°С, а затем их обрабатывают в потоке горячих газов от агломашин на обогреваемом грохоте. В результате большая часть смазки удаляется за счет испарения. Дегидратированный и дегазированный шлам, а также мелкие частицы агломерата смешивают в смесителе, направляют на грануляцию и добавляют в агломерационную шихту. Рассматриваются методы брикетирования металлургических пылей, шламов и использование брикетов в различных металлургических процессах. В конце 70-х годов количество Fe- и углеродсодержащих отходов составили в США около 6 млн. т в год.
Процесс «Ferro-Carb», разработанный в США, обеспечивает, по мнению металлургических фирм, утилизацию всех Fe- и С-содержащих пылей, очищенных от цинка, путем изготовления брикетов для доменного производства. Такой способ утилизации обеспечивает сохранность окружающей среды. Процесс состоит из четырех основных стадий: сухое смешивание Fe- и углеродсодержащих пылей практически в любом соотношении, нагрев шихты с введением расплавленного (или нагретого) связующего и перемешивание, брикетирование, нагрев брикетов в окислительной среде. Пыли, шламы и другие отходы должны иметь крупность не более 4,76 мм при содержании влаги не выше 8%; допустимое содержание смазочных материалов (прокатная окалина, шлам) не выше 6%. В том случае, если в шихте (на контрольном грохоте) появляются более крупные материалы, их доизмельчают, а более влажные (>8%) – подсушивают.
Содержание Fe- и углеродсодержащих отходов в шихте может изменяться в широких пределах в зависимости от их наличия па предприятии или требований к качеству брикетов. Шихта с углеводородным связующим брикетируется на вальцовых прессах обычного типа (Р = 30 – 40 МПа) или, при меньшем расходе связующих, под более высоким давлением (до 80 – 90 МПа). Сырые брикеты, выходящие из пресса, имеют механическую прочность 35—45 кг на 1 брикет (Rсж). Они подвергаются термической обработке в окислительной среде для дегидратации и полимеризации связующего. Прочность охлажденных брикетов после такой обработки составляла от 86 до 500 кг на 1 брикет и зависела от состава шихты, расхода связующего и продолжительности термообработки (крупность исходной шихты 3,36 мм).
Готовые брикеты устойчивы при хранении на открытом воздухе, обладают удовлетворительной водо- и термостойкостью, механической прочностью, стойкостью при тепловом ударе (погружение в расплавленный чугун с температурой выше 1500°С), хорошей восстановимостью (94,7 – 99% по сравнению с 42 – 66,4% для обожженных окатышей – по Линдеру). По мнению фирмы-производителя этот метод связан со значительно меньшими капитальными и эксплуатационными расходами по сравнению с другими способами получения окускованного сырья [22].
Более половины мощностей для прямого получения железа приходится на процесс «Мидрекс», в котором осуществляется непрерывный процесс производства губчатого железа в реакторах шахтного типа или противоточных шахтных печах с восстановлением железорудных материалов конвертированным природным газом (800°С). При этом выход мелочи (– 3 мм) составлял примерно 4%, а количество пылей, улавливаемых в. самом процессе, около 3%. Таким образом, к 1990 г. только в этом процессе ожидается получение более 1,2 млн. т металлизованной мелочи и пыли в год, большая часть которой с целью повторного использования должна брикетироваться. Объясняется это тем, что металлизованная мелочь (степень металлизации около 92,5%) состоит из относительно крупных частиц, что предопределяет целесообразность ее брикетирования.
В фирме «Мидрекс» была разработана промышленная технология холодного брикетирования металлизованной мелочи и пыли с комбинированным связующим. Эта технология позволила при минимальном снижении степени металлизации получить брикеты с высокими физико-механическими свойствами. Отличаясь большой механической прочностью, они характеризовались небольшими потерями при транспортировании и высокой водоустойчивостью, позволяющей хранить их в открытых складских помещениях. Кроме того, разработанное связующее не вносило в состав брикетов вредных примесей. Брикеты почти не склонны к вторичному окислению, в результате которого степень металлизации может снизиться до значения, при котором металлизованный продукт обесценится. Физические и химические свойства брикетированного металлизованного материала приближаются к свойствам компактного металла.
В разработанном процессе холодного брикетирования фирмы «Мидрекс» связующее вещество содержит 20 – 40% смолы и 15 – 30% гашеной извести в виде порошка крупностью менее 0,149 мм, 15 – 20% жидкого силиката натрия и до 50% воды. Оптимальный состав связующего, при котором брикеты обладают наиболее высокими механическими свойствами: 15 – 20% смолы, 15 – 20% гашеной извести, 30 – 35% жидкого силиката натрия, 30 – 35% воды. Наиболее экономичное производство брикетов при их кондиционной прочности обеспечивается при применении связующего следующего состава: 3 – 5% смолы, 30 – 35% гашеной извести, 15 – 20% жидкого силиката натрия и до 50% воды. Вместо гашеной извести может быть использована влажная прокатная окалина.
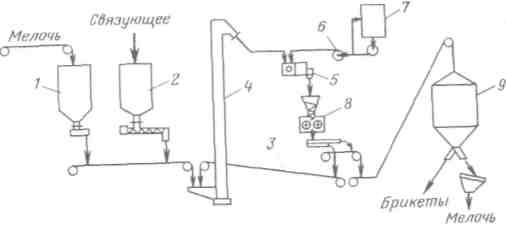
Рис. 11. 9. Технологическая схема стандартной установки «Мидрексх» :
1 – бункер металлизованной мелочи; 2 – бункер твердого связующего; 3 – конвейер рециркуляции мелочи; 4 – ковшовый элеватор; 5 – смесительные бегуны; 6 – дозирующий насос; 7 – емкость жидкого связующего; 8 – вальцовый пресс; 9 – контейнер для хранения брикетов.
Схема стандартной установки фирмы «Мидрекс» показана на рис. 11.9.
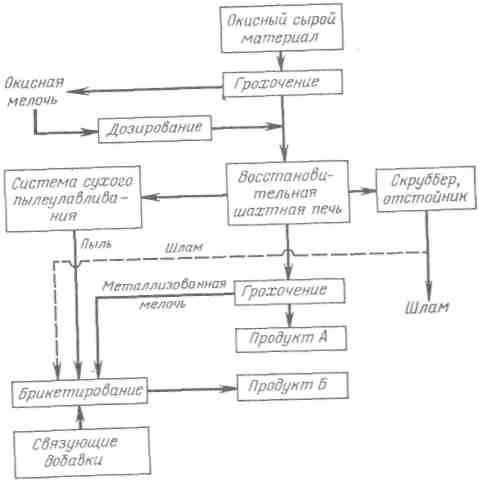
Рис. 11.10. Технологическая схема с брикетированием мелочи.
Технологическая схема процесса «Мидрекс» для брикетирования металлизованной мелочи показана на рис. 11.10. Брикеты на основе комбинированного связующего успешно применяют в различных металлургических переделах.
Первая крупная промышленная установка по этой технологии была пущена в эксплуатацию в 1975 г. на металлургическом заводе в Джорджтауне (США).
В США разработано еще несколько процессов прямого получения железа (ФИОР, Шипли, Эссо-Литл, RN и др.), причем часть мелкого губчатого железа в этих процессах утилизируется путем брикетирования. Фирма «Юнайтед Стейтс Стил» совместно с другими фирмами разработала процесс горячего брикетирования различных Fe-содержаших отходов и мелких руд. Процесс заключается в нагреве Fe-содержащего сырья до 816 – 1038°С и брикетировании его в горячем состоянии в вальцовых прессах закрытого типа. При оптимальном составе шихты (главным образом, по крупности) и правильном выборе параметров процесса получаемые брикеты обладают высокими физико-механическими свойствами (водо- и атмосфероустойчивость, механическая прочность и др.), а после охлаждения почти не разрушаются при транспортировании.
Первые установки по горячему брикетированию Fe-содержащих отходов появились в США в конце 50-х годов. Их производительность составляла 5 т/ч брикетов. В 1966 г. на одном из заводов фирмы «Грей айрон фаундри» была пущена в эксплуатацию установка производительностью 30 т/ч. Аналогичная установка для утилизации Fe-содержащих пылей и шламов работает с 1966 г. на заводе фирмы «Доминион фаундри энд стил». На этой установке нагрев шихты, состоящей из доменной пыли, прокатной окалины и тонкоизмельченного металлического лома, осуществляют в печах кипящего слоя до 800 – 1000°С. Образующуюся массу в горячем состоянии брикетируют па вальцевых прессах (размеры брикетов — от 25 x 38 x18 до 37x118 x 43 мм).
Фирма «Дофаска» предложила вводить в состав Fe-содержащих отходов перед брикетированием определенное количество восстановителя или колошниковой пыли, содержащей углерод, для более быстрого восстановления этого сырья при последующем переделе. Кроме того, введение углерода в той или иной форме позволило снизить температуру нагрева шихты для получения равнопрочных брикетов по сравнению с использованием в шихте только Fe-содержащих материалов. По методу этой фирмы уже работает несколько промышленных установок производительностью 5 т/ч [17].
Промышленная установка большой производительности (65 тыс. т в год) по брикетированию Fe-содержащих отходов эксплуатируется на заводе фирмы «Люкене стил» в г. Котсвиллс. Брикеты используются в дуговых электропечах.
Фирма «Крупп» (ФРГ) по соглашению с фирмой «Хеккет Энджиниринг» (США) эксплуатирует промышленное предприятие (400 тыс. т в год) по брикетированию различных рудных отходов – от мелочи рудных окатышей до высоковлажных шламов мокрой газоочистки. Металлизованные брикеты из отходов используются в сталеплавильном и литейном производствах. Технологическая схема предприятия приведена на рис. 11.11. Имеются и другие установки и небольшие промышленные объекты для утилизации и брикетирования различных металлургических отходов [18].
Применяемые в качестве флюса в металлургии мягкие карбонатные породы при обжиге образуют более 30% мелкой фракции (менее 10 мкм). Использование такого материала в сталеплавильном производстве невозможно без его утилизации процессом брикетирования. Отмечается, что особенно важно соблюдение требований к качеству извести для кислородно–конвертерного производства (химический состав, активность и т.д.), причем важнейшую роль играет гранулометрический состав. В США для обжига известняка применяют главным образом вращающиеся противоточные печи производительностью до 1000 т/сут. Такие печи обеспечивают равномерный обжиг известняка, при этом известь содержит минимальное количество примесей.
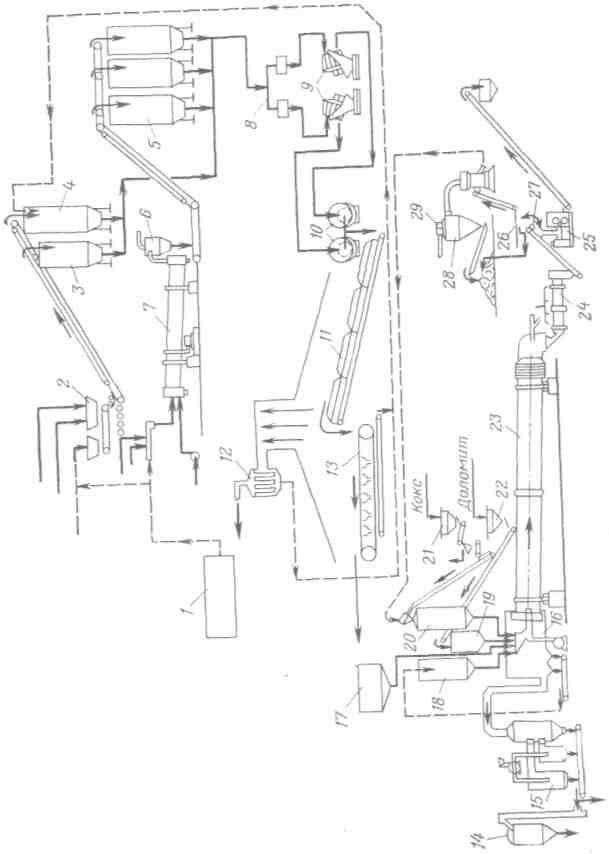
Рис. 11-11. Технологическая схема промышленного предприятия по утилизации отходов:
1 – склад пыли и шлама; 2 – загрузочные бункера; 3 – бункера пыли с высоким содержанием цинка; 4 – бункера пыли со средним содержанием цинка; 5 – бункера пыли с низким содержанием цинка; 6, 12, 15 – пылеуловители; 7 – барабанная сушилка; 8 – ленточные весы; 9 – барабан для смешивания и увлажнения пыли; 10 – окомкователи; 11 – конвейерная сушилка; 13 – конвейер; 14 – бункер для пыли оксида цинка; 16 – радиационный охладитель; 17 – бункер окатышей; 18 – бункер возврата: 19 – бункер доломита; 20 – бункер кокса; 21 – приемный бункер кокса; 22 – приемный бункер доломита; 23 – обжиговая вращающаяся печь; 24 – барабанный охладитель сырья; 25 – брикетная установка; 26 – грохот; 27 – весы; 28 – циклон.
В настоящее время в США работает более 60 промышленных установок по брикетированию мелких фракций активной извести в холодном и горячем состояниях. На этих установках используются шесть различных технологий, из которых наибольший интерес представляют две. Так, по холодной технологической схеме производства кусковую известь охлаждают после обжига и подвергают грохочению. Надрешетный продукт является готовой продукцией, а подрешетный – брикетируется. Брикеты и просыпь вторично подвергается грохочению, а выделенная мелочь возвращается на брикетирование.
По другой схеме горячая свежеобожженная известь из обжиговой печи поступает сразу на брикетирование. В США на всех установках для брикетирования известковой мелочи используют валковые брикетные прессы фирмы «Комарек – Грейвз», производительностью 5 –7 т/ч (размер брикетов 29х19х13 мм). Известковые брикеты вместе с кусковой известью используются в качестве флюса в металлургии и производстве стекла [23].
ФРГ. Большая часть улавливаемых в газоочистных устройствах пылей и шламов (более 1 млн. т в год, 60%) черной металлургии используется в составе агломерационной шихты. Трудности утилизации всех пылей и шламов объясняются не только наличием в них цинка и свинца, но и необходимостью дорогостоящей сушки шламов. По результатам исследований сделан вывод о необходимости удаления и утилизации цинка, свинца и щелочных металлов в том случае, если, например, цинка содержится в пылях более 1 – 3%.
Многие фирмы ФРГ (Лурги, Крупп, Хутт и др.) разработали и внедрили различные процессы очистки, утилизации и использования как очищенных пылей, так и выделенных цветных металлов, в частности выщелачиванием в различных средах. Выщелачивание холодной водой позволило перевести в раствор 80 – 85% сульфатов, 99% Na, 89% К, 70% Zn. Оксиды свинца нерастворимы в воде, поэтому этот метод может быть применен только в том случае, если в состав пылей практически не входит свинец.
Серии опытов с выщелачиванием водными растворами различных кислот (серная, азотная, уксусная и др.) показали, что водные растворы серной кислоты способны растворять практически весь цинк колошниковой пыли, но только при определенном его содержании (около 120 г/л). При меньшем содержании снижается растворение цинка и активизируется нежелательное растворение железа.
Водный раствор азотной кислоты (20%) обладает способностью растворять Zn, Pb, щелочные соединения, но и железосодержащие минералы. Водный раствор уксусной кислоты (250 г/л) переводит в раствор 75% Zn, 90% Pb и легко регенерируется. Отмечается, что большие перспективы имеет двухступенчатый процесс выщелачивания, в котором на первом этапе водным раствором уксусной кислоты экстрагируется свинец, а на втором – водой выщелачивается цинк [24].
Фирмой Крупп разработан и внедрен в производство процесс утилизации металлургических пылей и шламов, при котором обеспечивается удаление из них большой части цинка и свинца, окускование и металлизация очищенного продукта. В этом процессе шламы газоочистки (W = 13%) поступают в мельницу-сушилку, где они подвергаются сушке (до W ~ 2%) и доизмельчаются. Окомкование сухой шихты проводится в тарельчатых грануляторах без добавления связующих материалов.
Сырые окатыши, полученные, например, из пылей и шламов сталеплавильных агрегатов, содержат различное количество цинка (3 – 12%) и свинца (0,3 –2%). Эти окатыши вместе с твердым восстановителем (обычно бой буроугольных брикетов) загружаются во вращающуюся трубчатую печь, где при 1050°С протекает восстановление. Для улучшения структуры и качества сырых окатышей иногда в состав шихты вводят более крупнозернистые Fe-содержащие материалы, например, прокатную окалину или мелочь губчатого железа.
Особенность вращающейся печи в том, что по всей длине ее кожуха обычно устанавливают вентиляторы, обеспечивающие подачу в осевую зону воздуха для дожигания газообразных продуктов восстановления. Губчатое железо непрерывно выгружается из печи вместе с остатками восстановителя и угольной золой, охлаждается, рассеивается и подвергается магнитной сепарации для отделения губчатого железа.
Б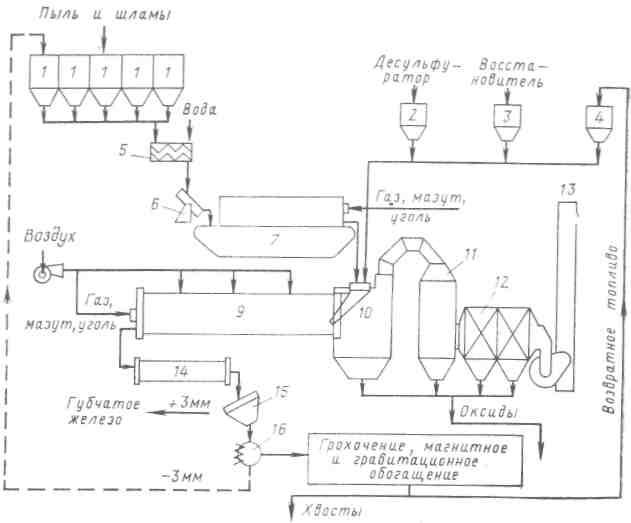 ольшая
часть цинка, свинца и щелочных металлов
возгоняется в печи при восстановлении
окатышей, возгоны обычно улавливаются
в электрофильтрах, утилизируются и
направляются потребителю – на
предприятия цветной металлургии. Степень
удаления цинка и свинца в этом процессе
может достигать 99%, а в уловленных
возгонах их содержание составляет
около 45%. Упрочненные при обжиге
металлизированные окатыши содержат
примерно 70% железа при степени металлизации
92 – 95%. Они используются для выплавки
чугуна и частично – стали (рис. 11.12). Этот
процесс осуществлен и на более крупных
промышленных агрегатах. Фирма «Лурги»
совместно с другими с 1975 г. проводила
промышленные эксперименты на этих
и на вращающихся трубчатых печах длиной
41 м. В последних испытаниях шихта состояла
из 12% доменного шлама, 64% конвертерного
шлама и 24% конвертерной пыли. Наибольшее
содержание Zn (17,3%), Pb (12,2%), S (4,'8%) и С (24,7%)
было в доменном шламе, а щелочей (3,5%) –
в конвертерной пыли. К такой трехкомпонентной
шихте добавляли газовый или бурый
уголь и после тщательного перемешивания
смесь подвергали гранулированию
(диаметр гранулятора 3,15 м).
ольшая
часть цинка, свинца и щелочных металлов
возгоняется в печи при восстановлении
окатышей, возгоны обычно улавливаются
в электрофильтрах, утилизируются и
направляются потребителю – на
предприятия цветной металлургии. Степень
удаления цинка и свинца в этом процессе
может достигать 99%, а в уловленных
возгонах их содержание составляет
около 45%. Упрочненные при обжиге
металлизированные окатыши содержат
примерно 70% железа при степени металлизации
92 – 95%. Они используются для выплавки
чугуна и частично – стали (рис. 11.12). Этот
процесс осуществлен и на более крупных
промышленных агрегатах. Фирма «Лурги»
совместно с другими с 1975 г. проводила
промышленные эксперименты на этих
и на вращающихся трубчатых печах длиной
41 м. В последних испытаниях шихта состояла
из 12% доменного шлама, 64% конвертерного
шлама и 24% конвертерной пыли. Наибольшее
содержание Zn (17,3%), Pb (12,2%), S (4,'8%) и С (24,7%)
было в доменном шламе, а щелочей (3,5%) –
в конвертерной пыли. К такой трехкомпонентной
шихте добавляли газовый или бурый
уголь и после тщательного перемешивания
смесь подвергали гранулированию
(диаметр гранулятора 3,15 м).
Рис. 11.12. Технологическая схема установки для переработки пылей:
1 – 4 – бункера: 1 – пыли и шламов; 2 – десульфуратора; 3 – восстановителя; 4 – возвратного топлива; 5 – смеситель; 6 – окомкователь; 7 – конвейерная машина для сушки и подогрева окатышей; 8 –горелка; 9 – вращающаяся печь; 10 – камера дожигания отходящих газов и осаждения крупных фракций пыли; 11 –башенный охладитель; 12 – электрофильтр; 13 – дымовая труба; 14 – барабанный охладитель; 15 – грохот; 16 – магнитный сепаратор.
Готовые сырые гранулы вместе с буроугольным полукоксом подавались во вращающуюся печь, обогреваемую мазутом, где гранулы восстанавливались (до 1200°С). Весь продукт из печи выгружали в бассейн с водой для охлаждения. Средняя степень металлизации составляла 97,5%; содержание Zn в губчатом железе – 0,06 – 0,09%, Рb – 0,1 – 0,16%. Степень возгонки (удаление из исходного продукта) составляла: (в % ): Zn – 97, Рb – 94, S – 30, Na2O – 18, К20 – 34.
В результате промышленных опытов этими же фирмами была создана промышленная установка для переработки 400 тыс. т/год Fe-содержащих отходов (по сухому исходному материалу). Возможен вариант, в котором продукт из печи, после охлаждения, рассеивают и подвергают магнитной сепарации для отделения Fe-содержащего материала. Восстановленный продукт (около 80% фракции размером 6,35 мм) добавляют в аглошихту или брикетируют со связующим (обычно, сульфитным щелоком), а брикеты (160 кг/т чугуна) используют в доменных печах.
Фирма «Лурги» разработала и внедрила аналогичный процесс утилизации металлургических пылей и шламов, в котором также предусматривается сушка, измельчение и окомкование шихты (конвертерная пыль, доменный шлам и др.) с добавлением присадки – связующего бентонита [0,5% (масс.)]. Восстановление упрочненных окатышей проводят в печах, аналогичных печам в процессе «Круппа», но оборудованных газовыми горелками, что обеспечивает стабильный температурный режим на уровне 1200°С.
Обычный размер печей: длина 70 м, диаметр 6 м. В качестве восстановителя, загружаемого в печь вместе с окатышами, используется в основном газовый уголь. В процессе восстановления удаляется примерно 90% цинка и практически весь свинец, которые затем утилизируются и используются на предприятиях цветной металлургии. Степень металлизации окатышей – около 95%; они используются для выплавки чугуна или стали. По мнению фирмы, этот процесс, включающий стадии сушки и упрочнения сырых окатышей перед восстановлением, будет значительно эффективней при загрузке сырых окатышей непосредственно в печь [21].
Фирма «Hoesch» разработала и внедрила совершенно иной процесс переработки и утилизации пылей из электрофильтров металлургических печей. Пыль из электрофильтров непрерывно подается в бассейн с водой, куда вводится и NaOH, дозируемый таким образом, чтобы рН составляла 9,3 – 9,8. В этих условиях растворимые соли Zn и Рb переходят в нерастворимые соединения. Полученная гомогенная суспензия перекачивается в смеситель, разбавляется водой (1:2) и ее рН доводится до 8,7 – 9,0 введением дополнительного NaOH. После осветления (30 – 60 мин) и обезвоживания шлама в фильтр-прессе образуется кек (W – 40%), в котором содержится 25 – 35% Zn и 8 – 12% РЬ, используемый на заводе цветной металлургии [25].
Большое внимание уделяется утилизации Fe-содержащих пылей и шламов методом брикетирования. Одно из первых предприятий по утилизации металлургических отходов (колошниковая пыль) было пущено в ФРГ еще в начале 60-х годов. Это предприятие производительностью 200 т брикетов в сутки, работает с применением связующего (50%-ные сульфитные щелока) и вальцовых прессов (10—15 т/ч), рис. П-13. Брикеты из колошниковой пыли (около 50%) и других Fe-содержащих отходов и 10% связующих — щелоков для упрочнения подвергают обжигу при 600—900 °С в атмосфере СО : СОг = 3 : 1. Готовые брикеты, обладающие высокими физико-механическими свойствами (сопротивление сжатию более 25 кН/см2), используются для выплавки чугуна.
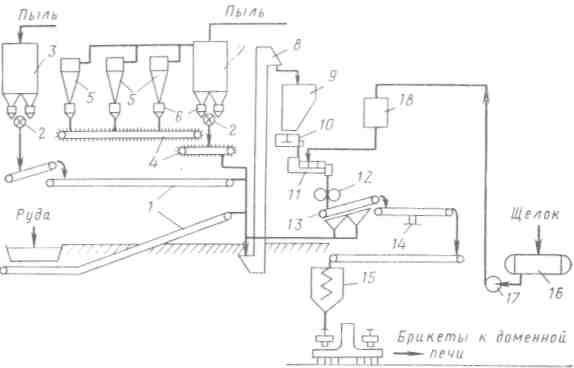
Рис. 11.13. Технологическая схема брикетирования колошниковой пыли: 1 – конвейер; 2 – питатель; 3 – пылеуловитель; 4 – скребковый конвейер; 5 – циклон; 6 – конусный затвор; 7 – пылеуловитель; 8 – элеватор; 9 – загрузочный бункер; 10 – тарельчатый питатель; 11 – смеситель; 12 – вальцовый пресс; 13 – охладительный конвейер; 14 – весы; 15 – бункер для брикетов; 16 – емкость для щелока; 17 – насос; 18 – дозировочная емкость для щелока.
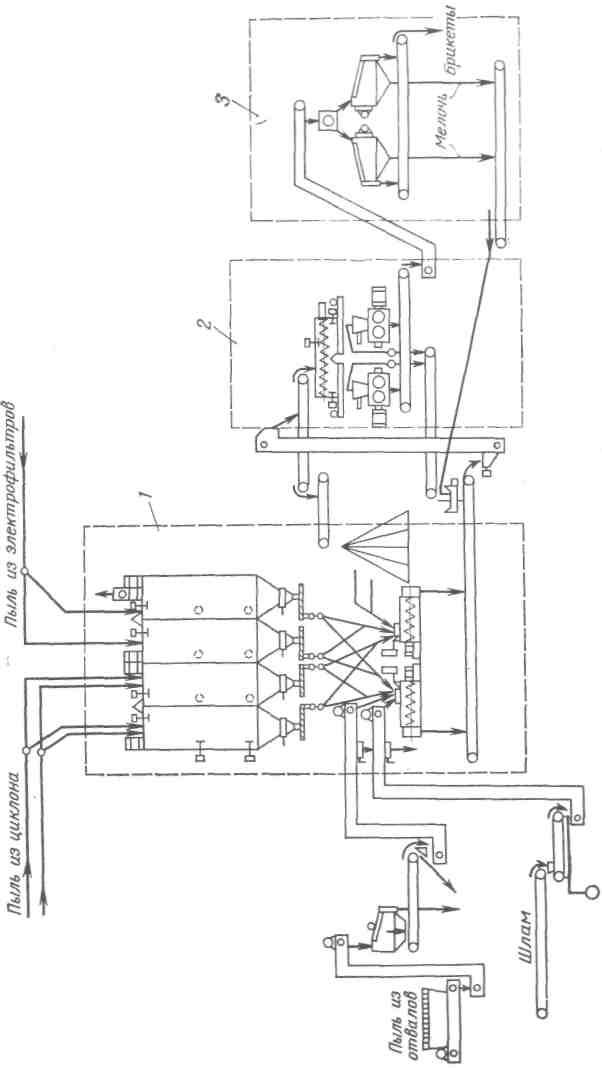 Фирма
«Аугуст Тиссен — Хютте» предложила и
реализовала в промышленном масштабе
метод брикетирования Fe-содержащих
отходов (колошниковая, конвертерная
пыль и др.) в смеси с угольной пылью и
связующими. Если эти отходы содержат
незначительные количества Zn, Pb и щелочей,
то брикеты используют в металлургическом
переделе, восполняя запасы Fe-содержащего
сырья.
Фирма
«Аугуст Тиссен — Хютте» предложила и
реализовала в промышленном масштабе
метод брикетирования Fe-содержащих
отходов (колошниковая, конвертерная
пыль и др.) в смеси с угольной пылью и
связующими. Если эти отходы содержат
незначительные количества Zn, Pb и щелочей,
то брикеты используют в металлургическом
переделе, восполняя запасы Fe-содержащего
сырья.
Рис. 11.14. Технологическая схема холодного брикетирования отходов:
1 – узел загрузки, дозирования и смешивания сырья; 2 – узел брикетирования на вальцовых прессах; 3 – узел сортировки брикетов с возвращением боя и мелочи в процесс.
Фирмой «Хутт» (ФРГ) разработан процесс холодного брикетирования пылей, образующихся при восстановлении латеритовых железоникелевых руд во вращающихся печах. Процесс разработан и реализован по заказу фирмы «Ларко» (Греция) для предприятия, в котором эксплуатируются три вращающиеся печи для переработки латеритовых руд. В пылеулавителях этих печей собирается около 10 тыс. т пыли, содержащей до 30% углерода и до 70% руды (в основном Fe и Ni). Шихта для брикетирования состоит из 63% мокрых и сухих пылей, причем шламы (мокрая пыль) предварительно обезвоживаются в барабанных вакуум-фильтрах, а в качестве связующего используется 30% сухой рудной пыли из электрофильтров дробильно-сортировочного отделения и 7% воды.
Шихту прессуют в вальцовых прессах высокого давления; готовые брикеты добавляют в шихту вращающихся восстановительных печей. Производительность установки – 30 т брикетов в 1 ч. Обслуживает такую установку с центрального диспетчерского пункта 1 чел. Технологическая схема установки холодного брикетирования Fe-содержащих отходов приведена на рис. 11.14.
Работает ряд установок горячего брикетирования Fe-содержащих отходов. В состав установок входят вальцовые прессы закрытого типа с предварительной подпрессовкой шихты и несколько установок по утилизации мелкой (менее 8 мм) извести. Известковые брикеты вместе с кусковой известью используются в качестве флюса в металлургии и в производстве стекла, заменяя дефицитные твердые известняки.
Отмечается, что Fe-содержащие отходы, которые не могут быть по различным причинам использованы в качестве замены части рудного сырья, эффективно используются как наполнители в бетонах и отощающие присадки при производстве обычных и силикатных кирпичей, при сооружении плотин, шоссе и насыпей. Часть шламов и пылей, не содержащих Zn и РЬ, может использоваться для приготовления шлаковых смесей для внепечной обработки металла в ковшах.
Япония. Производство стали составляет более 100 млн. т, а чугуна – 80 млн. т в год. По этим показателям в расчете на душу населения Япония занимает ведущее положение в мире. Аналогичное положение и с производством основных ферросплавов – марганцевых, по выпуску которых Япония значительно превзошла другие зарубежные страны (0,9 – 1 млн. т/год).
Наличие больших производственных мощностей, высокая плотность населения большинства районов и сравнительно небольшая территория особенно остро ставит перед промышленностью вопрос о создании мало- и безотходных производств. В связи с этим в Японии широко ведутся исследования и опытные работы в области утилизации и использования различных отходов черной металлургии.
Особое значение имеют разработки фирм «Кавасаки сэйт цу» и «Кавасаки дзэкоге», которые внедрили несколько процессов утилизации различных Fe-содержащих отходов путем их окомкования или брикетирования с последующей металлизацией окускованного материала во вращающихся печах. В этих процессах одновременно с восстановлением оксидов железа в печах происходит удаление Zn, Pb, соединений щелочных металлов из пылей и шламов, которые улавливаются и утилизируются, причем степень их извлечения может достигать 99%. Ниже приведен примерный состав исходной шихты и получаемого продукта в этом процессе (в %):
|
|
Шихта |
Готовый продукт |
|
Fe (общ) |
49,8 |
74,3 |
|
Fe (мет) |
– |
70,6 |
|
Zn |
0,6 |
0,02 |
|
Pb |
0,1 |
0,01 |
|
S |
0,25 |
0,4 |
Следует отметить, что в этом процессе степень металлизации окатышей может достигать и значительно больших значений, а степень удаления щелочей — до 95%. Некоторое увеличение содержания серы объясняется главным образом удалением кислорода в процессе восстановления.
Эти же фирмы разработали процесс получения из очищенной колошниковой пыли и пыли кислородных конвертеров металлизованных окатышей для доменных печей, получивших название процесса «Кавасаки». Промышленные испытания показали, что производительность доменных печей при использовании металлизованных окатышей возрастает на 8,2% на каждые 10% окатышей в шихте при экономии кокса более 50 кг на 1 т чугуна. Фирма «Кавасаки сэйтэцу» построила промышленную установку производительностью более 240 тыс. т металлизованных окатышей в год из шламов систем газоочистки доменных" печей и сталеплавильных агрегатов. В отдельных случаях в состав шихты вводятся и пыли агломерационных машин. Образующиеся шламы фильтруются, полученный кек сушат до оптимальной влажности и специально обрабатывают с целью регулирования содержания углерода. Компоненты шихты дозируются в нужном соотношении, перемешиваются, увлажняются и подвергаются окомкованию. Отличительная особенность процесса «Кавасаки» – окомкование Fe-содержащих отходов без связующих, роль которых выполняет конвертерная пыль.
Сырые окатыши, после определения их механической прочности, подвергаются грохочению для отсева мелочи, сушке и упрочняющему нагреванию во вращающихся печах (1100°С). В качестве восстановителя в печах используется коксовая мелочь, а процессы восстановления оксидов железа и цинка протекают за счет углерода восстановителя и углерода, содержащегося в окатышах.
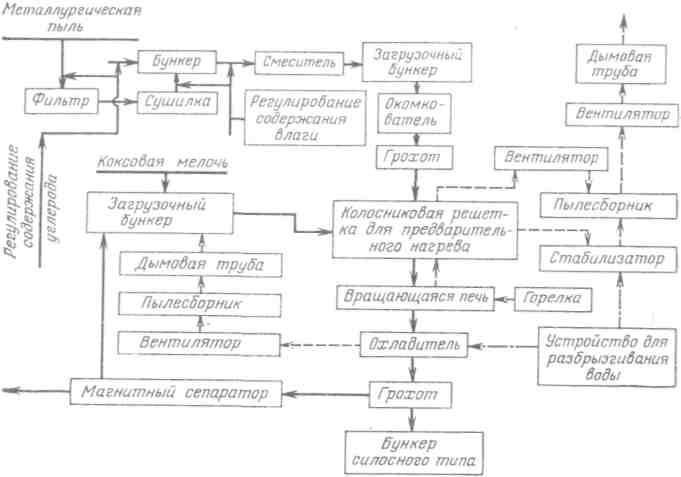
Рис. 11.15. Принципиальная схема установки для получения окатышей (сплошная линия – материал; пунктир – газ; штрихпунктир – вода)
Выгружаемый из печи продукт охлаждается в барабанном охладителе разбрызгиваемой водой до температуры ниже 120°С. После охлаждения продукт подвергают грохочению для отделения мелочи и магнитной сепарации для отделения неиспользованного восстановителя (рис. 11.15). В готовых окатышах со степенью металлизации около 95% содержится 0,02% Zn и 0,01% РЬ; их механическая прочность – более 190 кг на окатыш диаметром 9,5 мм.
Аналогичные установки построены на заводах «Сумитомо киндзоку когё» по способам Dust Reduction и SPM — Sumitomo Prereduction Method производительностью 20 и 18 тыс. т металлургических пылей в месяц соответственно. На этих установках осуществляют окускование пылей и шламов во время их восстановления во вращающихся трубчатых печах с использованием в шихте мелкого антрацита или коксика. Связующим для окомкования служит бентонит (0,5 –1%). Сырые окатыши подвергают предварительному подогреву до 250 °С с целью упрочнения. Оптимальная влажность сырых окатышей около 9,5%. Исследовалось влияние конечной температуры в 80-метровой печи (1050 – 1150°С) на степень удаления цинка, последнее составляло от 90 до 96,4%. В готовом продукте содержание цинка равно 0,075 – 0,095%. На производство 1 т продукта со степенью металлизации 88,8% затрачивается 114,2 м3 коксового газа, 106,8 кг коксика и антрацита. Окатыши используются в доменных печах [21].
Фирмой «Син Ниппон сэйтэцу» разработан процесс производства металлизованных окатышей из колошниковой пыли и пыли отходящих газов конвертеров. Смесь этих Fe-содержащих отходов подвергалась окомкованию со связующим; сырые окатыши упрочняются и восстанавливаются углем на установке решетка – трубчатая печь. Процесс обеспечивает степень металлизации окатышей более 80% и значительное удаление цинка.
На одном из металлургических заводов фирмы «Ниппон Кокан» работает промышленная установка (350 тыс. т в год) для утилизации различных пылей и шламов, к которым добавляется мелкая руда (до 50%). Fe-содержащие отходы, которые ежегодно накапливаются на заводе в количестве 550 тыс. т., высушивают, смешивают, подвергают совместному измельчению в шаровых мельницах и подвергают окомкованию с добавкой бентонита на трех тарельчатых грануляторах (диаметр 6 м). Сырые окатыши направляются в конвейерную обжиговую машину длиной 62 м, где они сушатся, упрочняются и частично восстанавливаются углеродом, содержащимся в доменном шламе.
Горячие окатыши и уголь-восстановитель, отличающийся высоким выходом летучих веществ, загружают во вращающуюся печь длиной 70 м. Из газов печи улавливаются оксиды цинка (3600 т/год), содержащие 50 – 60% Zn. Получаемое губчатое железо содержит до 95% фракции 6,35 мм и может непосредственно применяться в составе шихты доменных печей. Отсеянную мелочь подвергают брикетированию. Оптимальный состав шихты: 30% доменного шлама, 30% конвертерной пыли, 40% тонкоизмельченной железной руды.
На ряде металлургических предприятий работают промышленные установки по подготовке пылей и шламов для ввода их в аглошихту. На заводе фирмы «Син Ниппон Сэйтэцу» работает промышленная установка (1000 т/мес) для окомкования конвертерной пыли. Полученные гранулы (60% Fe) после упрочнения вводят в аглошихту. Аналогичная установка фирмы «Ниппон Кокан» производит мелкие окатыши из различных Fe-содержащих отходов, предназначенных для повышения производительности агломашин и др. Ряд фирм исследует процессы утилизации металлургических отходов с получением безобжиговых окатышей. В качестве шихтовых материалов на предприятиях фирмы «Син Ниппон Сэйтэцу» используют шламы, прокатную окалину, пыль аглофабрик, известковую пыль и др.
Уже на нескольких предприятиях этой фирмы производят высококачественные безобжиговые окатыши (в основном с цементом в качестве связующего) и упрочняют их в естественных условиях – путем выдержки на складе.
Представляет интерес экономичная технология обезвоживания шлама, основанная на его саморазогреве при частичном окислении на воздухе. При этом влажность шлама снижается с 28 до 12%. Основные свойства безобжиговых окатышей следующие: диаметр – 8 – 25 мм, Fe(общ) = 60%, S менее 0,15%, прочность Rсж – примерно 0,57 Н на окатыш. Все установки работают стабильно, а безобжиговые окатыши с успехом используются в доменной шихте [26].
Работает установка, где из сухой колошниковой пыли выделяют цинк путем разделения Fe- и Zn-содержащих продуктов обычной магнитной сепарацией. При этом улавливают до 85% Zn, а очищенную колошниковую пыль в естественном виде используют в доменной аглошихте.
Большие исследования проводятся в Японии по брикетированию мелкого металлизованного сырья, Fe-содержащих отходов, скрапа и металлического лома. Эксплуатируется несколько установок горячего брикетирования этих продуктов. Разработана технология брикетирования отходов производства коррозионно-стойкой стали, количество которых (окалина, шламы) достигает 60 кг/т листовой стали. По этой технологии кек после фильтр-прессов смешивают с окалиной и пылью из систем газоочистки и брикетируют со связующими на вальцовых прессах. Сырые брикеты упрочняют и подсушивают (до W = 2%) в сушилках конвейерного типа. Для повышения их прочности в шихту вводят до 30% крупных частиц прокатной окалины (Rсж до 1 кН/брикет). Готовые брикеты из отходов используются в шихте электропечей.
Как уже отмечалось, Япония занимает ведущее место в мире по производству ферросплавов, большинство которых выплавляется не доменным способом, а в электропечах. Накоплен значительный опыт утилизации различных пылей путем возврата их в шихту для выплавки ферросплавов или использования в других отраслях промышленности. Примером весьма эффективного производства является безотходная технология получения марганцевых сплавов на заводе фирмы «Нихон дзю кагаку когё».
Схема замкнутого цикла (рис. 11.16) состоит из стадий подготовки руды по крупности до фракции менее 5 мм, ее агломерации с коксом (0 – 3 мм). Уловленную сухую пыль и шламовый кек смешивают с рудной мелочью (отношение 3:2:5) и агломерируют. Агломерат используют в качестве сырья для производства силикомарганца.
Примерный химический состав исходных отходов и агломерата приведен в табл. 11.4.

Рис. 11.16. Технологическая схема замкнутого цикла получения ферросплавов:
1 – склад сырья; 2 – участок подготовки сырья; 3 – электропечь для выплавки среднеуглеродистого ферромарганца; 4 – участок разделки готовой продукции; 5 – участок подготовки сырья для получения высокоуглеродистого ферромарганца; 6 – электропечь для выплавки силикомарганца; 7 – электропечь для выплавки высокоуглеродистого ферромарганца; 8 – цех удобрений; 9 – отделение агломерации; 10 – газоочистные устройства.
Шлак от производства силикомарганца после соответствующей обработки используется в качестве удобрения. Загрязненная вода обрабатывается химическими реагентами и используется как оборотная или сбрасывается в водоемы.
При выплавке марганцевых сплавов образуется большое количество газов (700 м3/т углеродистого ферромарганца). Часть газов (С02) весьма эффективно (на 84%) используется в качестве источника тепла для сушки и агломерации сырых материалов, что позволяет экономить до 16 млн. л. в год мазута. Такая безотходная технология обеспечивает эффективное использование сырья, отходов и энергии, значительно снижает стоимость производства ферросплавов и предотвращает загрязнение окружающей среды.
На большинстве заводов Японии марганецсодержащие отходы систем газоочистки используют в агломерационной шихте. Пыль газоочистки ферросилициевых печей, состоящая в основном из аморфного диоксида кремния, подвергается окомкованию или брикетированию со связующим (около 5% асфальта) и в окускованном виде возвращается в шихту электропечей. В отдельных случаях ее упаковывают в специальную тару (по 20 кг) и используют в металлургии, жилищном и промышленном строительстве.
Особенно широкое применение аморфный кремнезем находит при производстве огнеупорных кирпичей, в смесях для торкретирования, в качестве теплоизоляционного материала, задаваемого на расплав в ковш и др.
На заводе фирмы «Куримура киндзоку когё» утилизируют пыль, уловленную в процессе выплавки ферровольфрама, направляя ее в шихту плавильных печей вместе с вольфрамовой рудой. Для удаления олова пыль подвергают восстановительному обжигу и обработке соляной кислотой, что обеспечивает удаление олова более, чем на 90% [13].
Необходимо отметить, что общий выход технологических газов черной металлургии в Японии составляет примерно (млн. т/год): коксового –14 700, доменного – 110 000, конвертерного – 6800. Примерно 70% газов утилизируется в черной металлургии, 30% – используется для выработки электроэнергии и около 1 % – на химических предприятиях. Поскольку в Японии металлургические заводы часто расположены вблизи химических комбинатов, металлургические газы направляются на химическую переработку. Так, доменный газ начинает применяться в производстве метанола, этиленгликоля, этанола, этилена, пропилена, уксусной кислоты, а коксовый – в производстве метанола и аммиака.
Франция занимает одно из ведущих мест среди капиталистических стран по выплавке чугуна – 13,5 млн. т в год и стали – 17,5 – 17,8 млн. т в год (по другим источникам более 20 млн. т в год).
Основные направления утилизации Fe-содержащих отходов черной металлургии такие же, что и в США, ФРГ и Японии. Специфические особенности связаны в первую очередь с составом сырья.
По различным данным, при производстве стали ежегодно улавливается порядка 0,6 млн. т сухих пылей, содержащих 270 тыс. т – Fe, 1400 т – Zn, 4200 т – Pb. Исследования в области утилизации отходов начались во Франции в 1957 г., а к 1963 г. была создана опытно-промышленная установка, состоящая из системы обезвоживания отходов (фильтрация – сушка), установки по окомкованию, печи для восстановления окатышей и аппаратуры для улавливания возгонов цинка и свинца (фирмы «Крупп», ФРГ). Исследования проводились на отходах доменного и сталеплавильного производств примерно следующего состава:
|
|
Доменные отходы |
Сталеплавильные отходы |
|
Fe (общ) |
31,6 |
49,8 |
|
Zn |
4,3 |
1,76 |
|
Pb |
1,5 |
0,46 |
|
K2О + Na2О |
0,47 |
0,31 |
|
CaO + MgO |
— |
17,2 |
|
С |
31,6 |
2,2 |
Таблица 11.4. Химический состав материалов (%)
|
Материал |
Mn |
Fe |
C |
P |
SiO2 |
Al2O3 |
CaO |
K2O+Na2O |
|
Сухая пыль |
30 |
9 |
8 |
0,06 |
17 |
5 |
6 |
2 |
|
Шлаковый кек |
22 |
6,5 |
16 |
0,06 |
13 |
6,5 |
6 |
1,3 |
|
Агломерат из пыли и кека |
40 |
7 |
1 |
0,08 |
16 |
6 |
6 |
1,1 |
В качестве дополнительного восстановителя в печи использовали лигнит. На выходе из печи металлизованные окатыши охлаждались и подвергались магнитной сепарации для отделения непрореагировавшего углерода.
Рабочая температура в печи длиной 14 м поддерживалась на уровне 1050°С, степень металлизации окатышей составляла 92 – 94%, степень улавливания возгонов Zn и Pb – около 98%.
Аналогичные работы
были проведены и с применением мелких
брикетов, получаемых на вальцовых
прессах, и в качестве «дополнительного»
кроме лигнита восстановителя — коксовой
мелочи и тощего угля. Было установлено,
что при использовании смеси лигнита
и тощего угля (30 : 70) удается достичь
наиболее высокой степени удаления
Zn и Pb (до 95%). Степень удаления этих
металлов зависит и от характера охлаждения
брикетов, выходящих из печи. Так, при их
охлаждении азотом степень удаления Zn
и Рb
≥98%, а воздухом —>90%. Эти показатели
были достигнуты только при высокой
основности брикетов
![]() ,
которая обеспечивается добавлением
большего количества Fe-содержащих отходов
в шихту из конвертеров.
,
которая обеспечивается добавлением
большего количества Fe-содержащих отходов
в шихту из конвертеров.
На ряде предприятий шламы без предварительной обработки используются для окомкования, обычно в барабанных окомкователях. На аглофабрике Юнизор в Дюнкерке предусматривается утилизация не только твердых частиц шлама, но и содержащейся в нем влаги. Количество влаги, вносимой шламом, устанавливается в зависимости от его плотности. По имеющимся данным, замкнутый водяной цикл в переработке шламов обеспечивает снижение капиталовложений и эксплуатационных расходов.
Проводятся исследования по утилизации Fe-содержащих отходов путем брикетирования со связующими. Пыль (шламы) сушат до необходимой влажности (обычно не более 2%) во вращающихся печах или в печах с кипящим слоем и при температуре 130 – 150°С вводят в смеситель, где распыляется жидкий битум (≈180°С). Шихту охлаждают примерно до 90°С и брикетируют на вальцовом прессе (масса брикетов 20 – 100 г). Прочные брикеты (Rсж=1 – 2 Н) используют в конвертерах, обычно в небольших количествах (≈3% шихты). Таким способом можно утилизировать в разных соотношениях не только пыли и шламы, но и прокатную окалину. Остальные процессы утилизации и использования Fe-содержащих отходов в основном аналогичны описанным ранее.
Другие страны. В большинстве развитых и развивающихся стран используются способы утилизации Fe-содержащих отходов и их очистку от вредных примесей (Zn, Pb, щелочи и др.), близкие или аналогичные описанным выше. Специфическое отличие обусловлено главным образом качеством исходного сырья, способами его подготовки, качеством и количеством отходов и путями их дальнейшего использования. Так, в Канаде используется свинцовая пыль, уловленная в системах газоочистки при вводе различных добавок (в том числе и свинца) в изложницы при разливке сталей. Эта пыль может содержать до 50 – 80% РbО. Она подвергается агломерации с извлечением и утилизацией металлического свинца.
В Бельгии и Люксембурге проводятся успешные исследования по выделению Zn и Pb из Fe-содержащих отходов методами флотации и экстракции щелочными растворами. Применению флотации предшествует доизмельчение наиболее крупной части отходов, что приводит к увеличению степени извлечения Zn и Pb. Наибольшее влияние на степень извлечения оказывает их содержание в исходном сырье. При суммарном содержании Zn и Pb, равном 3 – 4%, степень извлечения их из Fe-содержащих отходов составляет более 60% (но только Zn), при 10 – 15% Zn и Pb – степень извлечения по тому и другому металлу составляет более 80%. При экстрагировании щелочными растворами степень извлечения значительно выше: до 100% Zn и 95% Pb. В ряде стран (Швеция, Австрия, Бельгия, Канада, ГДР и др.) начинает применяться плазменная технология переработки руд и отходов, главным образом для выплавки легированных и специальных сталей, прямого получения железа, в производстве ферросплавов. Так, в действующем плазменном реакторе в Торонто (Канада) получают Fe–Мn-ферросплавы из Mn-содержащих шлаков с удалением S и Р при температурах до 2800°С.
В Швеции работает несколько установок с плазменными системами. В одной из них для получения Fe-сырья используются различные металлургические отходы, которые восстанавливаются при высоких температурах с возгонкой и утилизацией Zn и РЬ. Установка оснащена тремя плазменными генераторами мощностью 6 МВт, ее производительность 70 тыс. т/год металла из отходов. Заканчивается строительство аналогичной установки в г. Мальме (86 тыс. т/год), на которой будет вырабатываться Fe – Cr.
В Англии проводятся опытно-промышленные работы по утилизации отходов в печи с плазмотроном. Результаты переплава пылеватых отходов Fe – Мn, вводимых со скоростью 1000 кг/ч при температуре в печи 1500°С, показали высокую степень извлечения марганца, потери которого со шлаком не превышали 10%, а с пылью – 3%.
При переплаве отходов (Fe2O3 – 28,8%, ZnO – 22%. Pb3O4 – 3,6%, CaO –24,4% и др.) с добавкой коксика и песка получен Fe – С-расплав, практически не содержащий Zn и РЬ, низкожелезистый шлак (Fe2О3 – 2 – 4%) и возгоны, содержащие 50 – 76% ZnO и до 10% Рb3O4).
Во многих странах (Бразилия, Индия, Канада, Неру, Мексика, Либерия, Турция, Финляндия, ЧССР и др.) значительное внимание уделяется утилизации рудной мелочи и различных металлургических отходов путем окомкования. Так, в Торнио (Финляндия) на базе низкосортных хромовых руд (26% Сr2O3) действует предприятие, обеспечивающее выплавку Fe – Сr-сплава с высокой степенью утилизации пылеватых отходов. Это достигается за счет введения промежуточной стадии получения обожженных окатышей с бентонитом в качестве связующего, которые используются в дуговых электропечах.
В ЧССР при производстве окатышей из шламов их влажность снижается с 35 до 12 – 15% путем добавления негашеной извести. Смесь извести со шламом вылеживается до полного гашения извести, затем подвергается окомкованию.
В Перу фирмой «Серро де Паско» создана и работает промышленная установка для переработки продукта выщелачивания цинковой руды (33% Fe, 25% Zn), подвергаемой сульфидирующему обжигу в кипящем слое. На этой установке исходный тонкодисперсный материал после сушки окомковывают с добавкой мелкого антрацита и серной кислоты в качестве связующего. Сырые окатыши без упрочнения загружают непосредственно во вращающиеся печи конструкции фирмы «Лурги». Степень удаления цинка и металлизация окатышей составляет около 90%. Наряду с цинком и свинцом извлекается также кадмий и индий. Металлизованные окатыши используют для выплавки чугуна [21].
В последние годы в технологии получения окатышей наметились новые пути, заключающиеся в разработке безобжиговых методов их упрочнения. Эти методы имеют ряд существенных. преимуществ: более простую технологию и оборудование, увеличение сроков эксплуатации оборудования, лучшие экологические условия, более низкие капитальные затраты и стоимость передела и др. Особый интерес представляют работы, проведенные в Швеции, по получению безобжиговых железорудных окатышей (способ «Гренгколд»), В нем предусматривается использование в качестве связующего портланд- или шлакового цемента (около 10%), выдержку готовых окатышей на складе для окончательного упрочнения в течение 2 – 3 недель с последующей отгрузкой их потребителям. Учитывая содержание в связующем 60 – 65% СаО, наличие в Fe-содержащих отходах до 15% SiO2 и в рудном концентрате – 4 – 6% SiO2, можно считать, что в этом процессе получают офлюсованные окатыши.
Процесс упрочнения складывается из нескольких периодов. В течение первого – индукционного – прочность окатышей на сжатие незначительна (они выдерживаются примерно 10 ч), во втором – быстром упрочнении – окатыши набирают до 70% конечной прочности (3 – 6 дней), в третьем – окончательное упрочнение – происходит 100%-ное упрочнение (несколько недель). На конечную прочность окатышей основное влияние оказывают влажность и температура среды, удельная поверхность исходного сырья, расход связующего (цемента), размеры окатышей и др. Отмечается, что температура при складском хранении должна быть не ниже 20 °С, так как при более низких температурах скорость реакций гидратации и процессы упрочнения окатышей резко замедляются. Автор процесса (Д. Свенсон) считает, что оптимальные температуры упрочнения должны составлять примерно 30 – 35°С. Существенное влияние на прочность окатышей оказывают химически активные добавки (гипс, хлорид кальция, хлорид железа + соляная кислота и др.). Добавление хлоридов кальция, калия, натрия и железа в количестве до 0,2% от массы шихты повышали прочность окатышей примерно на 20%.
Первая промышленная фабрика безобжиговых окатышей с проектной производительностью 1,6 млн. т была введена в действие в Швеции в 1970 г. Технологическая схема фабрики фирмы «Гренгесберг» приведена на рис. 11.17.
Пульпа (40% твердого) подается в сгуститель 1, а затем частично обезвоженная (75% твердого) – в шаровую мельницу 3. Кек с фильтров (8 – 9% влаги) поступает в бункера для концентрата 10. Связующее (50% цементного клинкера, 50% гранулированного доменного шлака и небольшие количества специальных добавок) измельчается в стержневой мельнице 2, а затем – в шаровой 3. Смешивание концентрата со связующим перед окомкованием осуществляется в полувлажном состоянии в стержневой мельнице – смесителе 9.
Окатывание осуществляется в тарельчатых грануляторах 10 (диаметр 6 м) с подачей в шихту 8 – 9% влаги для получения равномерных по крупности и прочных сырых окатышей. Сырые окатыши с целью предотвращения слипания пересыпаются концентратом.
Р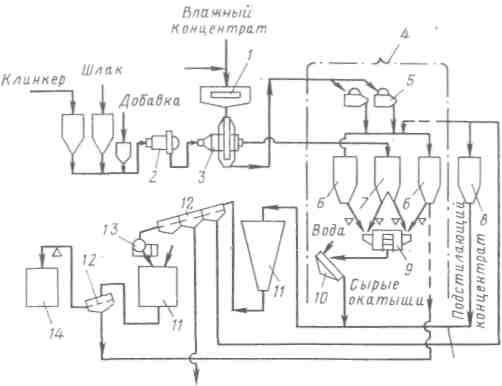 ис.
11.17. Технологическая схема безобжигового
окускования:
ис.
11.17. Технологическая схема безобжигового
окускования:
1 – сгуститель; 2 – стержневая мельница; 3 – шаровая мельница; 4 – четыре линии получения окатышей; 5 – фильтр; 6 – бункера концентрата; 7 – бункера цемента; 8 – бункер подстилающего материала (— 4 мм); 9 – стержневая мельница-смеситель; 10 – тарельчатые грануляторы; 11 – бункеры первичного и вторичного упрочнения окатышей: 12 – грохота сортировки окатышей; 13 – дробилка; 14 – бункер для загрузки окатышей в вагоны.
Смесь окатышей с концентратом (2:1) поступает в бункер 11 высотой 60 м, где окатыши проходят первую стадию упрочнения (30 – 40 ч). Затем они попадают на грохот 12 для отсева рудного концентрата и боя (— 4 мм). Фракцию — 4 мм возвращают в бункер для последующей пересыпки окатышей, а фракцию 4 – 8 мм используют в аглошихте металлургического завода. Отделенные от мелочи окатыши во втором бункере 11 в течение 5 сут приобретают примерно 70 – 80% окончательной прочности. После бункеров окатыши окончательно упрочняются в открытом складском помещении (2 – 3 нед.). Окатыши средней крупности (15 мм) имеют прочность на сжатие 2 кН/окатыш, барабанную пробу по выходу класса + 6,3 мм – 92%, насыпная масса – 2 т/м3, истинная плотность – 3,2 г/см3; основность близка к единице [22]. Эти окатыши прошли серию опытно-промышленных испытаний в различных доменных печах (Швеция, Англия, ФРГ и др.) и показали удовлетворительные результаты (до 30% в шихте).
В целом этот метод является перспективным; его недостаток— длительный цикл упрочнения сырых окатышей. По полуценным данным, этот окускованный продукт примерно на 20 /о дешевле агломерата и на 30% обожженных окатышей, даже в том случае, если в качестве связующего применяется цементный клинкер.
В Швеции же разработан и другой способ частичной утилизации металлургических отходов безобжиговым окускованием (способ СОВО).
Разработанный и освоенный в промышленных условиях процесс СОВО позволяет окусковывать разнообразные материалы и металлургические отходы с большим распределением частиц по крупности, чем при обычных процессах получения окатышей. Шихта состоит из рудных материалов, тонкоизмельченных шлаков и пылей сталеплавильных производств, а в качестве связующего вводится гашеная известь.
Руду последовательно измельчают в стержневых и шаровых мельницах обычно на 80 – 100% до фракции менее 0,05 мм. Измельченная руда смешивается с гашеной известью и кремнистыми добавками (суммарно порядка 6%), в качестве которых используются пыли из пылеулавливающих устройств печей для выплавки силикохрома и тонкоизмельченный шлак сталеплавильного производства. При этом строго контролируется удельная поверхность извести, которая должна составлять не менее 50 тыс. см2/см3. Тщательно перемешанная и увлажненная в смесителе шихта поступает на окомкование в тарельчатые грануляторы, особенностью которых являются высокие борта (1,2 м), значительно превышающие этот показатель у стандартных аппаратов (0,6 – 0,8 м). Среднее время пребывания окатышей в грануляторе порядка 20 мин.
Сырые окатыши из гранулятора классифицируются на роликовых грохотах с отверстиями 8 мм. Подрешетный продукт (менее 8 мм) является циркуляционной нагрузкой и направляется в смеситель шихты. Окатыши, представляющие собой надрешетный продукт (более 8 мм), подсушиваются в течение нескольких минут на конвейерной сушилке от 5 – 6 до 3 – 4% влаги. При этом прочность окатышей при раздавливании возрастает с 0,02 – 0,04 до 0,08 – 1,2 кН/окатыш.
Нагретые и подсушенные окатыши поступают в цилиндрические емкости, а из них – на автоклавную обработку, которая осуществляется при давлении пара 1,6 – 1,7 МПа и температуре 200 – 205 0С. Процесс автоклавной обработки состоит из двух последовательных циклов, включающих подъем температуры до необходимого уровня, а затем ее снижение. Благодаря тому, что в автоклавы поступают нагретые при сушке окатыши, экономится значительное количество тепла и сокращается весь цикл гидротермальной обработки. После автоклавирования окатыши приобретают хорошие физико-механические и металлургические свойства. Особенно необходимо отметить их хорошую восстановимость, так как в процессе гидротермальной обработки в них не образуется трудновосстановимых стекловидных минералов. Скорость восстановления этих окатышей (до степени восстановления 50%) часто более чем вдвое выше, чем у обожженных окатышей аналогичного состава. Схема цепи аппаратов представлена на рис. 11.18.
Р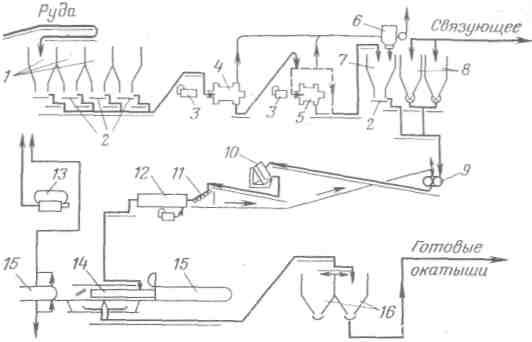 ис.
11.18. Схема цепи аппаратов фабрики для
производства, окатышей:
ис.
11.18. Схема цепи аппаратов фабрики для
производства, окатышей:
1 – бункера; 2 – тарельчатые питатели; 3 – мазутные горелки; 4 – стержневая мельница; 5 – шаровая мельница; 6 – пылеуловитель; 7 – промежуточный бункер; 8 – бункера для связующего; 9 – смеситель; 10 – тарельчатые грануляторы; 11 – роликовый грохот; 12 – ленточная сушилка; 13 – парогенератор; 14 – емкость для автоклавирования; 15 – автоклавы; 16 – бункера готовых окатышей.
Готовые холодные окатыши (диаметр 12 мм) характеризуются высоким сопротивлением сжатию (1,2 кН/окатыш); барабанная проба по выходу класса + 6,3 мм – 92%. Отмечается, что производство автоклавных окатышей с утилизацией части отходов требует меньших капитальных вложений по сравнению с производством обожженных окатышей и они обладают лучшими металлургическими свойствами. Отмечается также, что в шихту этих окатышей вводят небольшие количества коксовой мелочи, особенно при утилизации отходов и производстве некоторых ферросплавов (хромовых, марганцевых и др.). В отдельных случаях целесообразно повышать давление (до 2,0 – 2,2 МПа) и температуру (210 – 220 °С) в автоклаве, изменять состав связующего, размеры окатышей и т. д. [27].
В ряде стран проводятся исследования, строятся опытные и промышленные установки по брикетированию различных металлургических отходов (Венесуэла, Канада, Бразилия и др.). В основном эти работы повторяют описанный выше процесс горячего брикетирования Fe-содержащих отходов без связующих материалов.
11.4. ИСПОЛЬЗОВАНИЕ ШЛАКОВ
Повышение эффективности металлургического производства связано с воспроизводством железа и других металлов из различных отходов металлургического передела (шлаки, пыли, шламы и др.). В процессе доменной плавки железных руд с коксом и флюсами многие сопутствующие элементы переходят в чугун, а при получении стали – окисляются и переходят в сталеплавильные шлаки, из которых извлекаются ванадий, титан, ниобий и другие ценные минералы. Некоторые железные руды содержат в своем составе редкие элементы; они при доменной плавке переходят в шлаки, из которых частично могут извлекаться.
Как упоминалось выше, по химическому составу доменные шлаки делятся на основные, нейтральные и кислые. Основные шлаки отличаются высоким содержанием оксида кальция (46 – 50%) и сравнительно невысоким – глинозема (до 10%), а кислые – сравнительно низким – оксида кальция (35 – 42%) и более высоким – глинозема (до 15%).
Выход шлаков черной металлургии в 1984 г. составил около 80 млн. т, в том числе – около 52 млн. т доменных, 25 – сталеплавильных и 3 – ферросплавных. Из общего количества перерабатывается 61% шлаков, из них около 82% доменных, больше 19% сталеплавильных и порядка 38% ферросплавных. (По другим данным соответственно 84,32 и 56%.) Из этого количества шлаков произведено (млн. т): 27,8 гранулированного шлака, 1,8 – пемзы, 15,3 – строительного щебня, 1,3 – удобрений, 2,1 – оборотного продукта для металлургии и других видов шлаковой продукции (минеральная вата, литые изделия, высокоглиноземистый клинкер). Так, при выплавке чугуна шлаки добавляют в шихту доменных печей и в аглошихту взамен сырого известняка, железных и марганцевых руд. Удельный расход конвертерного шлака в шихте доменных печей достигал 60 кг/т чугуна и в аглошихте – 22 кг/т агломерата [28]. Опыт работы предприятий черной металлургии показывает, что замена известняка и частично агломерата конвертерным шлаком снижает себестоимость чугуна, повышает производительность агломашин, улучшает качество агломерата и т. д.
Из части мартеновского шлака на ЧМК извлекается более 15 тыс. т железа и поставляется доменному цеху полупродукт (46 – 50% Fe) в количестве 34 тыс. т (1981 г.). Добавление этого шлака в агломерационную шихту позволяет увеличить производительность агломашин (на 3,7%) и улучшить качество агломерата.
Доменный шлак на комбинате перерабатывают в отделении грануляции с получением пемзы. В состав обычного шлака входит дикальциевый силикат в форме (2CaO*Si02), одно- и дикальциевые ферриты (CaO*Fe2О3 и 2СаО*Fe2О3) и небольшие количества вьюстита (FeO). Часть конвертерных шлаков используют в качестве флюса взамен известняка при спекании агломерата, однако они отличаются невысокой пористостью (21,4 – 33%) и неустойчивой структурой. Для улучшения физических свойств шлака его подвергали обработке замасленной окалиной с водой (60 л на 1 т шлакового расплава). В результате получают шлак с улучшенными физическими свойствами и резко возросшей пористостью (46 –50%) [16].
Разработана технология передела фосфористого чугуна в конвертерах с использованием шлаков в качестве удобрении. По химическому составу фосфорсодержащие шлаки можно рассматривать как комплексные удобрения, содержащие фосфор, кальций, магний, марганец, ванадий, хром, серу при незначительном содержании нежелательных элементов (свинец, цинк, мышьяк, олово, натрий). Средний состав этих шлаков (%): SiO2 – 11,3 – 18,9; СаО(общ) – 47,25 – 51,7; СаО(своб) – 0,42 – 4,07; MgO – 1,2 – 3,5; Fe (общ) – 9,8 – 13,1; Р2O5 (общ) – 8,7 – 11,8; Р2O5 (раст) – 0,95 – 10,85; МnО – 4,15 – 7,9.
Было установлено, что важное значение имеет вязкость шлаков, причем на уменьшение вязкости оказывает влияние снижение концентрации MgO в шлаке при одновременном увеличении концентрации FeO и МпО. Обширная концентрационная область, в которой шлаки имеют низкую вязкость и температуру начала кристаллизации (1295°С), создают предпосылки для дефосфорации металла и получения шлаков с высоким содержанием Р2O5. Такие шлаки образуются при оставлении в конвертере шлаков предыдущей плавки.
Для выявления эффективности применения фосфатшлаков в сельском хозяйстве были проведены вегетационные испытания на кислых и на нейтральных каштановых почвах. В обоих случаях урожайность культур повышалась даже при сравнении с введением суперфосфата в качестве удобрения [29].
При производстве марганцевых ферросплавов на Никопольском заводе ежегодный выход отвальных шлаков составляет около 1,4 млн. т. Шлаки ферромарганца, содержащие 12% Мn, 34% СаО, 35% SiO2 и другие компоненты, гранулируются и применяются в производстве марганцевого агломерата (22%). Последний отгружают как марганцевое сырье предприятиям черной металлургии (38%) и используют для строительных целей (40%). Отвальные шлаки силикомарганца (Мn – 11%, SiO2 – 50%, СаО – 15%, MgO – 5%) отгружают металлургам (25%); их перерабатывают на щебень и гранулированный шлак для строительной индустрии (70%), используют при выплавке марганцевых ферросплавов (5%). Вовлечение в производство отсевов шлакопереработки (25 тыс. т) позволяет заменить эквивалентное по марганцу количество стандартного сырья [30].
Изучалась возможность восстановления марганца из отвальных шлаков производства силикомарганца путем электроплавки. В опытных плавках был использован дробленый шлак производства силикомарганца (SiO2 – 48 – 52%, МnО – 17 – 20%; СаО – 10 – 15%; А12O3 – 5 – 10% и др.); плавка проводилась в электропечах на 100 – 200 т. Качество металла полностью соответствовало всем требованиям и практически не отличалось от металла обычной выплавки. В результате внедрения этого процесса удалось снизить расход ферромарганца и плавикового шпата [31].
Таблица 11.5. Основной химический состав шлаков Челябинского электрометаллургического комбината [(% (масс.)]
|
Сплав |
SiO2 |
CaO |
Al2O3 |
MgO |
FeO |
|
Ферросилиций |
36,8 |
19,2 |
23,5 |
1,5 |
4,8 |
|
Ферросиликохром |
31,2 |
16,2 |
21,6 |
1,7 |
3,1 |
|
Феррохром углеродистый |
35,7 |
1,7 |
14,8 |
38,1 |
1,5 |
|
Феррохром низкоуглеродистый |
26,1 |
50,8 |
4,5 |
11,9 |
1,0 |
|
Силикокальций |
25,7 |
61,8 |
3,7 |
2,1 |
0,7 |
|
Ферровольфрам |
52,5 |
13,9 |
8,4 |
0,7 |
8,8 |
|
Ферромолибден |
72,8 |
7,6 |
7,3 |
0,9 |
10,6 |
Рассматривалась также возможность утилизации различных шлаков, химический состав которых приведен в табл. 11.5.
Так, удалось полностью утилизировать шлаки от производства ферросилиция и ферросиликохрома, причем первые содержат 20 – 70% восстановленного кремния и 40 – 45% диоксида кремния и весьма эффективно используются в цветной металлургии, при производстве литья и т. д. Использование на Серовском ферросплавном заводе этих шлаков при выплавке углеродистого феррохрома позволило получить на 1 т используемого шлака экономию 654 кг кокса и 4,15 ГДж электроэнергии, а применение их для раскисления стали в ПО «Вторчермет» (Челябинск) дало экономический эффект, равный 49,4 руб. на 1 т используемого шлака.
Шлаки производства ферросиликохрома (до 30% восстановленного хрома и до 50% восстановленного кремния) полностью утилизируются при выплавке высокоуглеродистого передельного феррохрома, что позволяет повысить сквозное извлечение хрома и снизить расход восстановителя.
Наиболее сложной является проблема полной утилизации самораспадающихся известковых шлаков от флюсового производства низкоуглеродистого феррохрома. Эта задача решается путем сепарации шлака с получением различных его фракций. Мелкая фракция (— 0,4 мм) является весьма ценным продуктом н широко применяется для известкования кислых почв. Так, в Свердловской области внесение шлакового порошка позволило повысить урожайность (в пересчете на зерно) на 2,9 ц на каждый гектар.
Эффективно применение шлакового порошка в литейном производстве и при изготовлении тарного (бутылочного) стекла. Экономический эффект при производстве литья составляет 6 руб/т литья, при производстве стекла – 100 руб/т использованного шлака при цене шлакового порошка – 4,5 руб/т. На основе таких шлаков организовано производство облицовочной плитки. Эффективно применение этих шлаков при производстве силикатного кирпича, стеновых блоков и др.
При сепарации шлаков ежемесячно извлекается около 5,5 тыс. т металла, переплавка которого позволяет увеличить выпуск товарного феррохрома на 5,1 –5,3 тыс. т [32]. Проведены успешные исследования по использованию в качестве высокоглиноземистой составляющей шихты при выплавке известково-глиноземистого сталерафинировочного шлака частично довосстановленного отвального шлака алюмотермического производства ферротитана. Полупродукт из шлака после частичного довосстановления ,Al2O3 – 69 – 74%, СаО – 15 – 20%, TiO2 – 5,8% и т. д.) отличается повышенным содержанием окислов титана (максимально допустимое – 3%).
Стандартный высокоглиноземистый полупродукт, добавляемый в шихту для выплавки синтетического шлака, полностью заменяли частично довосстановленным ферротитановым шлаком, что существенно не повлияло на качество и свойства металла. Экономический эффект составил около 1,2 руб/т стали, рафинированной синтетическим шлаком. Разработана и проверена в промышленных условиях технология выплавки стали (60СГХФА) в дуговых печах с применением для легирования ванадиевого конвертерного шлака вместо феррованадия. В результате расход феррованадия сократился на 3,8 кг, а марганцевых ферросплавов – на 0,8 – 1 кг на 1 г стали.
Для повышения эффективности применения доменных шлаков в строительстве разработана и внедрена технология их обработки порошкообразными реагентами (Р3O5, Сr2O3) в шлаковом ковше. При этом получены шлаковые материалы с улучшенными прочностными и огнеупорными свойствами, нашедшие применение в качестве заполнителя при изготовлении легких и жаропрочных бетонов [13]. Разработана также технология выплавки силикомарганца с применением брикетов из отвального шлака (Мn – 15,8 – 17,1%, SiO2 – 49,7 – 50,7%, А12O3 – 8 – 9,7%, СаО – 10,3 – 10,7% и др.), образующегося при производстве силикомарганца, вместо кварцита, малофосфористого шлака и флюса. Установлено, что такая технология позволяет сократить расход кварцита и малофосфористого шлака в 2 раза и вывести из состава шихты доломит. Извлечение марганца при этом увеличивается на 4 – 6% (Днепропетровский металлургический институт).
Представляет интерес использование различных шлаков в качестве вяжущего для закладки. Так, проведены исследования по применению электросталеплавильных шлаков в качестве вяжущего для твердеющей закладки при добыче руд. Установлено, что степень твердения оказывает значительное влияние на прочность закладки, особенно в смесях с окислительными шлаками без активизатора (портландцемента). В частности, при увеличении срока твердения с 28 до 90 и 180 сут прочность закладки возрастает более чем в 20 раз. Добавка активизатора способствует росту прочности закладки, особенно после 28 сут твердения [16].
Как отмечалось выше, наибольшее количество шлаков образуется в доменном производстве. Основным способом их переработки является получение гранулометрического шлака для замены дорогого и дефицитного клинкера при производстве портландцемента (до 15%) и шлакопортландцемента (21 – 60%). Считается, что наиболее прогрессивной является так называемая полусухая грануляция. На таких установках перерабатывается большая часть (>75%) шлака, направляемого па грануляцию. Из установок полусухой грануляции наиболее эффективны гидрожелобные, отличающиеся высокой производительностью; они надежны в эксплуатации и просты по конструкции.
Гидрожелобная установка состоит из приемной ванны, в которую сливают расплавленный шлак, и наклонного грануляционного желоба. В верхнюю часть ванны под давлением до 0,8 – 1 МПа подводится вода (обычно с помощью гидромонитора с соплом). Шлаковый расплав из ванны попадает в грануляционный желоб, где подхватывается сильными струями воды, охлаждается, разбиваясь на гранулы, и отгружается потребителю. Эти установки успешно работают на многих металлургических предприятиях нашей страны.
Быстротвердеющий портландцемент (БТЦ) получают при совместном тонком измельчении специального портландцементного клинкера, гипса й не более 15% доменных гранулированных шлаков. По своим свойствам БТЦ отличается от обычного прежде всего интенсивным твердением в течение первых трех суток (60 – 70% прочности). В дальнейшем интенсивность нарастания прочности замедляется и через 28 сут и более прочностные показатели БТЦ становятся аналогичными обычным высококачественным портландцементам.
Шлакопортландцементом называют гидравлическое вяжущее, получаемое путем тонкого измельчения портландцемент кого клинкера вместе с гранулированным доменным или электротермофосфорным шлаком, а также дигидратом гипса. Содержание шлаков в шлакопортландцементе должно составлять от 21 до 60% (масс), а в марке 300 – допускается от 60 до 80%. Гипс, вводимый в шихту, регулирует сроки схватывания и является активизатором твердения шлака. При изготовлении шлакопортландцемента гранулированный шлак предварительно сушат (до 1 – 2% влажности), а затем с клинкером и гипсом дозируют, измельчают и т. д.
Процессы твердения шлакопортландцемента более сложные, чем обычного портландцемента, так как в реакции с водой участвуют оба его компонента – клинкер и гранулированный доменный шлак. В затвердевшем шлакопортландцементе преобладают низкоосновные гидросиликаты кальция, образующиеся в высокодисперсном гелевидном состоянии.
Портландцемент и шлакопортландцемент широко применяют в производстве сборных бетонных и железобетонных конструкций и изделий, при гидротехническом и речном строительстве и др.
С применением доменных шлаков изготавливают и ряд вяжущих веществ (известково-шлаковое, шлаковые вяжущие для бетонов, шлакощелочные вяжущие и др.). Так, например, сульфатношлаковый цемент – гидравлическое вяжущее вещество – изготавливают путем помола гранулированного доменного шлака и гипса или ангидрита с небольшими добавками щелочного активизатора его твердения. При этом расходуется 80 – 85% шлаков и 10 – 15% ангидрита.
Одним из наиболее ценных строительных материалов, получаемых из доменных шлаков, является шлаковая пемза, представляющая собой легкий пористый заполнитель. Существует несколько способов получения шлаковой пемзы. Одним из наиболее прогрессивных является гидроэкранный, основанный на обработке расплава шлака струями воды, подаваемой через гидромониторную насадку со скоростью 17 – 20 м/с под давлением 0,6 – 0,8 МПа.
Проводилось большое число промышленных исследований в области наиболее рациональных путей утилизации всех видов шлаков для «собственного» потребления, в строительстве и сельском хозяйстве. Так, по данным Довгопола В. И. и Ягудина А. И. [28], в дорожном строительстве УССР ежегодно используется примерно 3 млн. м3 доменных и сталеплавильных шлаков, в РСФСР – 5 млн. м3. Для переработки шлаков используют серийные передвижные дробильно-сортировочные установки, дополнительно оснащенные магнитносепарационным оборудованием для извлечения металла.
Разработаны три варианта аналогичных типовых установок для переработки отвальных шлаков производительностью 500, 1000 и 1500 тыс. т шлака в год для производства щебня и с извлечением металла до 5% от массы шлака.
Увеличена выработка шлаковой и шлакоизвестковой муки из конвертерных шлаков (до 250 тыс. т в год на Новолипецком металлургическом комбинате), из фосфошлаков (100 тыс. т на Карагандинском металлургическом комбинате) и т. д. Подсчитано, что от переработки шлаков черная металлургия получила в 1984 г. 90 млн. руб. прибыли. По данным УралНИИчермета. эффект от переработки 1 т шлака составляет в среднем (руб.): доменного – 1,1. сталеплавильного – 5,4, ферросплавного – 3,2, а вывоз шлаков в отвалы и их содержание дают убыток – 1 руб/т. Однако при использовании некоторых шлаков (например, от производства силико- и ферромарганца) для выплавки чугуна на большинстве предприятий УССР и Грузии наблюдается повышенный расход кокса, известняка, увеличивается выход доменного шлака, повышается себестоимость выплавки чугуна (33].
В практике черной металлургии за рубежом рациональным методом переработки и использования шлаков уделяется также большое внимание. Это обусловлено теми же причинами, что и в СССР (получение дополнительных сырьевых ресурсов, удобрений для сельского хозяйства, освобождение значительных земельных угодий для сельского хозяйства, улучшение экологических условий и повышение рентабельности предприятий). В настоящее время, например, доменные шлаки в Великобритании, Канаде, Люксембурге и ФРГ утилизируются на 100 %, в США – на 95%. во Франции и Японии – на 90% и т. д.
Ниже приводятся данные о путях переработки и использования шлаков в ряде наиболее развитых стран за рубежом (табл. 11.6).
Япония. В стране образуется доменного шлака в среднем около 300 кг/т чугуна и сталеплавильных шлаков примерно 130 кг/т стали, причем преимущественно конвертерных. В последние годы количество перерабатываемых шлаков в Японии заметно возросло в основном за счет конвертерных шлаков, что связано с увеличением производства конвертерной стали и дефицитом каменных строительных материалов.
В 1983 – 84 гг. резко возросло количество шлаков для производства цемента (43%) и снизилось – для строительства дорог (38%). Доля шлака, продаваемого, в основном строительным фирмам, возросла с 30% в 1981 г. до 42% в 1983 г.
При переработке конвертерного шлака обычно предусматривается извлечение металла и его возврат в производство. Немагнитная часть шлака используется для производства щебня и удобрений для сельского хозяйства. Например, по данным фирмы «Кобэ Сейкодзе», которая создала технологию полной утилизации конвертерных шлаков, из каждой тонны шлаков можно получить 720 кг цемента, 30 кг заменителя железистого песка, 50 кг марганцевой руды, 10 кг оксида ванадия, 107 кг удобрений, 165 кг стали. Фирма считает, что более широкому использованию сталеплавильных шлаков препятствует непостоянство их химического состава и свойств в зависимости от марки выплавляемой стали, условий ведения плавки, а также их набухания и разрушения под действием влаги.
Склонность к набуханию и разрушению у шлаков зависит от содержания в них свободного CaO, FeO и МnО, причем если суммарное содержание двух последних оксидов выше 10%, то шлаки становятся устойчивыми к разрушению даже при высоком содержании в них СаО. Кроме того, высокое содержание СаО в шлаке мешает его использованию для производства щебня.
Снижение содержания свободной СаО в конвертерном шлаке достигается уменьшением его основности, введением доменного шлака, богатого Si02, продувкой его кислородом, добавкой кварцевого песка, А12O3, Fe2O3 и др. При этом до 10%
Таблица 11.6. Использование шлаков
|
Страна |
Примерный выход шлаков, млн. т/год |
Утилизировано, %, доменных/ сталеплавильных |
Использование шлаков | ||
|
Всего |
Доменных |
Сталеплавильных | |||
|
Япония |
>40 |
28 –30 |
>8 – 10 |
>90/80 |
Строительные материалы (щебень, цемент, бетон и др.), дорожное строительство, стекольное производство, удобрения и др. |
|
ФРГ |
15 – 16,5 |
11 – 11,8 |
≈4 |
100/>90 |
Строительные материалы (щебень, цемент, шлаковата, пемза, газобетон и др.), удобрения и др. |
|
США |
≈27 |
≈20 |
>6 |
95/>70 |
Строительные материалы (щебень, цемент, пемза, и др.), тарное стекло, покрытие дорог, удобрения и др. |
|
Франция |
>16 |
≈14 |
2,3 |
>90/н.с. |
Строительные материалы (щебень, пемза, наполнители бетона и др.), покрытие дорог, литейное производство, удобрения и др. |
|
Англия |
>13 |
≈10 – 11 |
>2 |
100/≈90 |
Дорожное, аэродромное и промышленное строительство – щебень (>70 %), шлаковая пемза, бетоны, шлакоситалл, шлаковата и др. |
|
ЧССР |
≈8 |
>5 |
2,5 |
>90/≈50 |
Строительные материалы (цемент, пемза, шлаковата, шлакоситалл и др.), ж.д. и гидротехническое строительство (>90% доменных шлаков) удобрения и др. |
Свободного СаО переходит в связанное состояние с образованием ди- кальциевого феррита (2CaO*Fe2О3). Содержание свободного СаО снижается в шлаках и после охлаждения, классификации по крупности и выдержки в отвалах в течение нескольких месяцев.
Эта же фирма выпускает ферритовый цемент, получаемый при спекании шихты, состоящей из доменных и сталеплавильных шлаков, причем качество цемента регулируется режимом спекания и соотношением шлаков в шихте. Наличие в шлаках различных фаз, способных самостоятельно твердеть (алюмоферриты кальция, основное шлаковое стекло и др.), создает предпосылки к использованию этих вяжущих при обычных температурах или при автоклавной пропарке при невысоких температурах (90—100°С). Если в состав смеси шлаков войдут менее активные компоненты, то требуемый эффект твердения может быть достигнут при более высоких параметрах автоклавной обработки (Р = 0,8 – 1,5 МПа, Т = 174 –200°С).
На рис. 11.19 приведена схема промышленной установки полной утилизации шлаков. Горячий шлак (≈1300°C) сливают в два грануляционных агрегата 1, где под действием сильных водяных струй он гранулируется и охлаждается. Пульпа из грануляторов 1, содержащая 12% твердых частиц, подается шламовыми насосами 2 для первичного обезвоживания на грохот 3. Твердые частицы пульпы, представляющие собой надрещетный продукт, поступают в промежуточный бункер 4, а затем на вторичное обезвоживание — на сетчатый конвейер 5. Гранулированный шлак (W = 9%) поступает на грохот 6, где разделяется на фракции + 15 и –15 мм. Крупная фракция поступает, на склад 7, мелкая — в бункер 8 с питателями 9. Затем шлак дробят в шаровой или стержневой мельницах 10 и загружают в бункера 11.
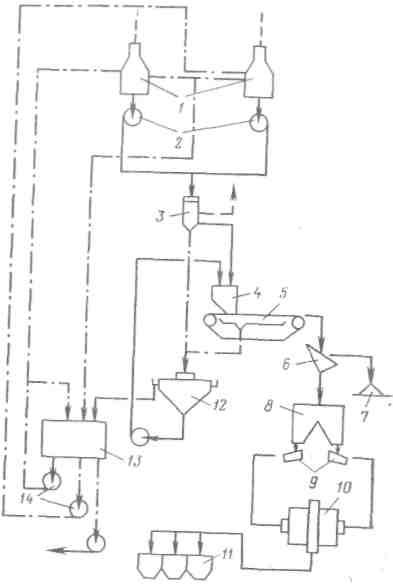
Рис. 11.19. Технологическая схема полной утилизации шлаков:
1 – грануляторы; 2 – шламовые насосы; 3, 6 – грохоты; 4 – промежуточный бункер; 5 – сетчатый конвейер; 7 — склад; 8. И— бункер: 9 – питатели; 10 – стержневая (шаровая) мельница; 12 – отстойник: 13 – резервуар технической воды; 14 – струйные насосы.
Пульпа из-под грохота 3 подается в отстойник 12, а шлам, содержащий 30% твердых частиц, перекачивается в промежуточный бункер 4. Вода из отстойника 12 поступает в резервуар 13 технической воды и струйными насосами 14 вновь подается в грануляционное отделение.
Производительность этой первой промышленной установки 25 тыс. т/мес (по шлаку), давление воды на грануляционной установке – 166,7 кПа, продолжительность грануляции шлака из одного ковша – около 15 мин.
В конце 70-х годов были построены еще две аналогичные установки для утилизации доменных шлаков производительностью 50 и 80 тыс. т/мес [34].
Многие фирмы проводят исследования по разработке наиболее эффективных путей грануляции шлаков. Так, в отличие от водной грануляции фирмы «Кобэ Кейкодзе» фирмой «Ниппон Кокан» и др. разработана и эксплуатируется установка воздушной грануляции шлаков [35]. В 1979 г. была пущена подобная установка для грануляции шлаков, получаемых при выплавке Fe – Ni, а в 1981 г. – для утилизации конвертерных шлаков.
Принцип работы установок почти аналогичен. Шлаки поступают в специальные желоба, куда противотоком направляются струи воздуха, распыляющие шлак на мелкие гранулы, обычно диаметром до 5 мм. Тепло гранул утилизируется во вращающихся трубчатых теплообменниках и используется для различных целей, в том числе и для сушки исходной руды. Гранулированный шлак классифицируют на классы + 3 и – 3 мм, причем подрешетный продукт является товарным и отгружается потребителю. Надрешетный продукт практически не используется, так как содержит повышенное количество свободного СаО, доломитизированный известняк и другие нерасплавляющиеся включения, ухудшающие качество гранул.
В табл. II.7 приводятся некоторые технические данные этих установок.
Таблица 11.7. Технические характеристики установок
|
Характеристика |
Установки
| |
|
утилизации конвертерного шлака |
утилизации шлака выплавки | |
|
Производительность (по шлаку), т/ч |
80 |
140 |
|
Скорость воздуха при грануляции шлака, м/с не более
|
100 |
100 |
|
Расход воздуха, тыс. м3/ч (м3/т шлака): | ||
|
на грануляцию |
56,7 |
170—350 |
|
на охлаждение гранул |
110 |
950 |
|
Температура гранул, °С: | ||
|
поступающих в теплообменник |
1050—1100 |
1050—1100 |
|
выходящих из теплообменника |
~290 |
130 |
|
Выход годного гранулированного шлака, % |
67 |
– |
Несколько иной способ грануляции шлаков предложен фирмой «Сумитомо Метал» (Япония).
Жидкий доменный шлак подается на вращающуюся с определенной скоростью плиту, где образуются небольшие гранулы диаметром 5 мм, которые затем охлаждаются от 1350 до 850°С. Они затвердевают и являются товарным продуктом. По мнению фирмы, разработанный метод сухой грануляции обеспечивает низкий расход энергии, небольшие потери тепла и высокий показатель использования шлака.
Фирмой «Сумитомо киндзоку когё» внедрен процесс, в котором оборотный конвертерный шлак используется для дефосфорации расплава чугуна. На степень извлечения фосфора существенное влияние оказывает состав конвертерных шлаков – флюсов и их расход. При исходном содержании в чугуне 0,5% фосфора его количество уменьшается до 0,007 – 0,038% при расходе флюса 50 – 70 кг/т чугуна. Отмечается, что при предварительном рафинировании чугуна от кремния коэффициент дефосфорации повышается. Для лучшего протекания процесса необходимое содержание серы в расплаве должно быть менее 0,02%; добавки CaF2 или СаCl2 повышают коэффициент дефосфорации.
Для измельчения шлаков в Японии используют главным образом мельницы типа «Аэрофоль», в которых крупный шлак (>300 мм) измельчается до фракций 2,3 мм, затем подвергается магнитной сепарации для извлечения металла. Степень его извлечения составляет более 90% от содержания в шлаке. Необходимо отметить, что конвертерные шлаки, в состав которых входят CaSiO2 и соединения железа, начинают применять для снижения кислотности почв и повышения урожайности различных сельскохозяйственных культур.
Ферросплавные шлаки после доизвлечения из них ценных компонентов используются в дорожном строительстве, в производстве стекла, для футеровки электропечей и изложниц и в качестве удобрения в сельском хозяйстве.
Таким образом, шлаки в Японии широко используются для собственных нужд предприятий в качестве оборотного продукта, в том числе и при производстве агломерата или непосредственно в шихте доменных печей, для инженерной подготовки местности, дорожного строительства, в качестве флюса для дефосфорации чугуна и др. Часть шлаков используется для производства различных строительных материалов (заполнителей бетонов, цементов и др.) и изделий (противопожарных панелей, волнорезов и др.). для снижения кислотности почв и в качестве удобрений и т. д. [36].
ФРГ. При объеме производства стали в 1985 г. в 40,5 млн, г выход шлака составляет около 15 – 16 млн. т, из них доменных – 11 – 11,8 млн. т (330 кг/т чугуна) и сталеплавильных – порядка 5,5 – 5,6 (до 6 млн. т в начале 80-х годов). Средний выход этих шлаков 140 – 141 кг/т стали. Наибольшую часть составляют конвертерные шлаки (68%) и шлаки электропечей (12%). В последние годы доменные шлаки полностью утилизируются, причем большая их часть непосредственно на металлургических предприятиях. Из них получают гранулированный шлак, который предназначен главным образом для нужд строительной промышленности, шлаковый щебень и брусчатку (65% от всей массы шлака), шлаковый и сульфатный цементы (20%), шлаковату, шлаковую пемзу, газобетон, молотые фосфатшлаки и др. Шлаковый щебень и брусчатка используются для дорожного, аэродромного и промышленного строительства, шлаковая пемза – в качестве пористого заполнителя для изготовления теплоизоляционных и легкобетонных изделий, фосфатшлака – в качестве ценных удобрений для сельского хозяйства и т. д.
Шлаковая пемза в сравнительно небольшом количестве производится в опрокидных бассейнах фирмы «ФЕСТ». Процесс сводится к обработке расплава водой, которая подается через перфорированное дно бассейна. Пемза затем попадает в дробильно-сортировочное отделение и отгружается потребителям. Сталеплавильные шлаки, в основном конвертерные, используются в шихте доменных печей и в аглошихте (»35%), где они частично заменяют железные, марганцевые руды и флюс. Примерно 28% этих шлаков используется в строительной индустрии, часть – в качестве удобрений и только около 10% сбрасывается в отвалы. Шлаки от производства ферромарганца используются для выплавки силикомарганца и в небольшом количестве — в доменном процессе.
Ряд фирм работает над усовершенствованием способов грануляции доменных шлаков. Так, например, фирма «Хоеш» еще с 1968 г. эксплуатирует установку полусухой грануляции жидкого доменного шлака. На этой установке в струю жидкого шлака под давлением подается вода из распределительной водяной форсунки. Распыленные гранулы небольшого размера после затвердевания и охлаждения используются на предприятии в аглодоменном процессе или отгружаются потребителю. Используются и другие методы грануляции доменных шлаков.
Значительное внимание уделяется более полной утилизации сталеплавильных шлаков, переработка которых в большинстве случаев предусматривает извлечение из них металла и возврат его в металлургический передел. Немагнитную фракцию перерабатывают на щебень и в измельченном состоянии направляют сельскому хозяйству.
Фирма «Ауфберайтунгсгезельшафт фюр минерален» на заводе г. Зальцгиттере эксплуатирует установку (800 т/сут) для переработки отвальных сталеплавильных шлаков. Шлак, извлеченный из отвала, поступает на колосниковый грохот, где разделяется на фракции + 300 и – 300 мм. Крупная фракция – надрешетный продукт ( + 300 мм) – направляется на колосниковый грохот, где разделяется на фракции +600 и – 600 мм. Измельченный естественным путем надрешетный продукт подвергается магнитной сепарации для отделения металла.
Подрешетный продукт первой стадии грохочения (– 300 мм) поступает на следующую стадию грохочения, где разделяется на классы + 80 и – 80 мм. Надрешетный продукт подвергается магнитной сепарации; выделенный металл транспортируется на склад.
Немагнитный материал направляется на дробление, проходя стадию электронного контроля, которая повторно контролирует не только форму и размеры немагнитного материала, но и наличие кусков металла, которые автоматически выводятся из процесса. Аналогичные операции проходе и остальные фракции шлака. Весь неметаллический материал направляется в 600-тонный промежуточный бункер с пластинчатым питателем, с помощью которого материал подается в дробилку ударного действия.
Дробленый материал поступает на сортировочную установку, работающую в замкнутом цикле с контрольной магнитной сепарацией продукта. Здесь материал разделяется на фракции + 40 и – 40 мм.
Подрешетный продукт в классификаторе разделяется на фракции 20 – 40; 12 – 20 и 5 – 12 мм. В зависимости от требований потребителя разделенная на фракции немагнитная часть может быть переработана на щебень или порошок для сельского хозяйства, а магнитная – в сталеплавильном переделе. На некоторых предприятиях ФРГ жидкий шлак транспортируют в ковшах, сливают в ямы, охлаждают водой и готовый шлаковый щебень отправляют потребителям.
США. В 1985 г. в стране выплавлено 80,4 млн. т стали, что несколько ниже уровня 1984 г. (83,9 млн. т).
Большая часть добываемой руды (>90%) используется для производства окатышей (примерно 50 млн. т/год), но мощности фабрик окомкования (75,8 млн. т) используются лишь на 65 – 66%. В 1985 г. выход шлаков составил около 27 млн. т.. Доменные шлаки утилизируются на 95%, а сталеплавильные – примерно на 72%. Большая часть доменных шлаков – высокомагнезиальная (до 16% MgO), поэтому они мало пригодны для производства вяжущих. Используются они в сравнительно небольших количествах для производства цемента и удобрений для известкования кислых почв. Часть шлаков применяется в производстве бетона, тарных стекол (содержание шлаков в шихте до 30%), битумных масс для покрытия автомобильных дорог, железнодорожного балласта.
С доменными шлаками теряется 0,75 – 0,9% производимого в доменных печах чугуна, что составляет более 750 тыс. т в год. В связи с этим представляют особый интерес исследования по разработке наиболее рациональных путей извлечения металла из доменных шлаков.
Существуют различные способы утилизации металла из шлака. Фирма «Огден Металз» разработала четырехстадийную схему очистки, включающую дробление шлака до ^600 мм; отсев мелкой фракции (– 25 мм); сушку надрешетного материала ( + 25 мм) и очистку надрешетного материала струйной обработкой. В результате из общей массы в шлаке выделяются металлические плитки длиной до 600 мм и толщиной до 150 мм, содержащие около 91,5% металлической части. При выплавке из них получают более 89% металла. Первая такая установка была пущена в начале 70-х годов. В настоящее время ее мощность превышает 5 тыс. т металла в месяц, который используется вместо чушкового чугуна и чугунного скрапа.
Есть установки, на которых шлак измельчается до более тонкого состояния, а повышенные энергетические затраты на процесс дробления компенсируются большим выходом металлической части. Внедрены разработки по получению из шлаков конструкционного и отделочного керамического материала с высокими механическими свойствами, значительной химической и термической стойкостью, который получил название пирокер (шлакоситалл). Технология его получения почти аналогична производству стекла. Гранулированный доменный шлак сплавляют с кварцевым песком, глиной и катализаторами кристаллизации (оксиды некоторых металлов, сульфат натрия и др.) в стекломассу, которую затем подвергают термической обработке с целью получения микрокристаллической структуры.
Сталеплавильные шлаки от переработки низкофосфористых чугунов раньше довольно широко использовали в шихтах доменных печей и агломашин, однако в настоящее время их используют в аглошихте сравнительно ограниченно (<30%) преимущественно с другими Fe-содержащими отходами. Часть сталеплавильных шлаков нашла применение при строительстве железнодорожных путей в автострад, в качестве заполнителей асфальтобетонов и других видов шлакопродукции.
Многие фирмы («Юнион карбайд», «Фут минерал», «Интерлейк стил» и др.) проводят различные исследования по наиболее рациональным путям утилизации ферросплавных шлаков, комплексному использованию ванадиевого сырья с переработкой ванадиевого шлака в легирующие сплавы и т. д.
ЧССР. Среднегодовая выплавка чугуна составляет «9,5 млн. т, стали – более 15 млн. т. Страна занимает одно из первых мест в мире по выплавке чугуна (617 кг) и стали (980 кг) на душу населения, значительно превосходя по этому показателю высокоразвитые капиталистические страны (США, Англию, Францию, ФРГ и др.). Одной из основ интенсификации черной металлургии является рост производства кислородно-конвертерной стали, что приводит к увеличению выхода конвертерных шлаков. В среднем в ЧССР при производстве стали образуется примерно 150 кг на 1 т стали или по стране – более 2,5 млн. сталеплавильных шлаков в год, а при производстве чугуна – 600 кг доменных шлаков на 1 т чугуна, или около 6 млн. в год.
В строительстве железнодорожных полотен, шоссейных дорог и гидротехнических сооружений используется до 90 – 98% доменных шлаков. Остальные доменные шлаки нашли применение в производстве цемента, шлаковой пемзы, шлаковаты, шлакокриста (шлакоситалл) и других материалов, а также в качестве удобрений в сельском хозяйстве.
Использование сталеплавильных шлаков ограничено, хотя их переработка постепенно увеличивается. Они частично используются в аглошихте и доменном переделе, в строительстве («50% общего количества) и в сельском хозяйстве в качестве удобрений. Обычно при переработке сталеплавильных шлаков предусматривается извлечение металла и его возврат в металлургическое производство, использование немагнитной фракции для переработки на щебень и удобрения. Конвертерные шлаки, особенно богатые марганцем, используются в металлургическом переделе для замены части железных руд, марганцевых добавок и флюсов. При этом расходы на производство чугуна значительно снижаются (примерно в 2,5 – 3 раза) [37].
Франция. Среднегодовая выплавка стали составляет 18,8 – 19 млн. т (1984 – 1985 гг.), количество сталеплавильных шлаков превышает 2,3 млн. т в год. В стране утилизируется более 90% доменных шлаков, большая часть которых подвергается грануляции (>55%). Для строительства дорог используют смеси гранулированных доменных шлаков (20%) и шлакового щебня (80%) с небольшими добавками гашеной извести. Часть доменных шлаков применяют в качестве наполнителя бетонов (около 14,5%), в литейном производстве в самотвердеющей смеси (с кварцевым песком и силикатом натрия), в отстойниках фильтров и т. д.
Переработка сталеплавильных шлаков, как и в других странах, включает извлечение из них металла, возврат магнитной фракции в металлургический передел и использование неметаллической фракции на щебень и порошок для сельскохозяйственных нужд. Обычно конвертерный шлак сливают в специальные ямы, из которых его затем извлекают и дробят. Для дробления обычного и гранулированного шлака используют различное оборудование и технологию, рассчитанную на получение пылеватой фракции в пределах 7 – 15% (<80 мкм). Производительность установок со стержневыми мельницами (загрузка стержней 13 –14 т) 25 – 35 т/ч, а с дробилками конусного типа – до 70 – 75 т/ч.
Англия. Среднегодовая выплавка стали составляет 15 – 15,7 млн. т (1984 –1985 гг.), количество сталеплавильных шлаков – более 2 млн. т/год. В стране утилизируется 100% доменных шлаков, большая часть которых используется для строительства дорог, аэродромов и в промышленности в виде щебня (>70%). Часть доменных шлаков применяют в гранулированном виде со шлаковой пемзой для производства бетонов, шлаковаты, слагкера (типа шлакоситалла), его разновидности – шлакокерама, представляющего собой прочный, химически стойкий мелкокристаллический строительный конструкционный материал.
Аналогично другим странам сталеплавильные шлаки используются в доменной и агломерационных шихтах, в битумных бетонных смесях для дорожных покрытий, при производстве щебня, в сельском хозяйстве и др. Наибольшее применение сталеплавильные шлаки (в основном конвертерные, богатые марганцем) находят в шихте доменных печей.
Особую специфику имеет утилизация ферросплавных шлаков. В производстве ферросплава находят применение плазменные процессы, которые позволяют утилизировать значительную часть шлаков. Так, фирма «Фостер Уилер Тетроникс» изготавливает плазменные печи, в которых расширенная прецесси-рующая плазма образуется между вращающимся катодом и кольцевым анодом. Главной особенностью этой плазменной системы является образование стабильного конуса высокотемпературной плазмы (до 2000°С). Переработка различных руд в этих установках осуществляется практически без образования отходов или с небольшими отходами – шлаками, не содержащими металлических примесей.
Другие ферросплавные шлаки частично возвращаются в процесс, используются в дорожном строительстве, производстве стекла, в сельском хозяйстве и других отраслях промышленности.
Канада. Среднегодовая выплавка стали составляет 12,8 млн. т, чугуна – 8,6 млн. т, количество сталеплавильных шлаков примерно 1,5 млн. т/год. Доменные шлаки в стране утилизируются и используются полностью, причем области и технология применения почти не отличается от принятого в других странах, но есть и свои особенности. Так, в стране разработан и внедрен способ получения окатанной (гранулированной) пемзы путем обработки жидкого шлака струями воды (вспучивание) с последующим окомкованием пластичного материала в барабане–окомкователе и охлаждением образующихся гранул воздухом. Окомкованный шлак отличается равномерной пористой структурой. Благодаря его небольшой удельной поверхности расход цемента при закладке в бетоны уменьшается на 20%.
В измельченном виде такие шлаки обладают вяжущими свойствами и используются в качестве вяжущих. Для обеспечения гидравлических свойств окатыши (W = 5,5%) должны содержать определенное количество фракции менее 75 мкм, поэтому часть окатышей измельчается. Из смеси, содержащей 85% неизмельченных и 15% измельченных окатышей, автоклавным упрочнением получают кирпичи и блоки.
Проводятся исследования по применению плазменных систем для выплавки металлов, особенно ферросплавов. Так, высокоуглеродистый феррохром получают восстановлением тонкоизмельченных хромовых руд в плазменно-дуговом реакторе.
Проводились исследования по получению углеродистого ферромарганца из высокомарганцовистого шлака (25 – 40% Мn) в плазменно-дуговом реакторе с удлиненной дугой косвенного нагрева. При выборе оптимального состава шлака в плазменном реакторе можно учитывать только его физико-химические свойства с целью улучшения термодинамических и кинетических условий протекания реакций в расплавах и т. д. Полученные сплавы ферромарганца содержали 70 – 90% Мn, менее 0,01% Р (при исходном содержании в высокомарганцовистом шлаке 0,092%), менее 0,01% S и др. Содержание марганца в конечном шлаке 2,5%. Отмечается, что ферромарганец, полученный в плазменно-дуговом реакторе из высокомарганцовистого шлака, в некоторых случаях может служить заменителем электролитического марганца [38].
Кроме того, опыты подтвердили, что эта технология может быть использована для производства феррохрома и других ферросплавов.
В таких странах, как Швеция, Бельгия, Норвегия и др. также проводятся широкие исследования в области перспективных методов инжекционной металлургии, индукционного и плазменного нагрева, разрабатываются методы ввода в эксплуатацию новых рудовосстановительных печей большой единичной мощности и т. д. Все эти мероприятия направлены на повышение производительности, улучшение качества ферросплавов, утилизации и использования шлаков и других отходов ферросплавного производства.
Так, применение индукционного нагрева и мощных плазменно-дуговых горелок создает дополнительные возможности для использования низкосортных руд и шлаков для получения высококачественных сплавов с целью раскисления и легирования металлов. Положительные результаты получены при применении плазменных горелок (до 3000 кВт) фирмы «Вестинхауз» (Бельгия). Шведские фирмы «Ферролегерингар» и «Удде-хольмс» получали металл по инжекционному способу производства ферромарганца в реакторе Уддакон, представляющем собой низкочастотную индукционную печь канального типа с фурмой для ввода в жидкий металл различных порошкообразных материалов. Другие фирмы Швеции разработали и используют различные генераторы плазмы и дуговые плазменные реакторы, в том числе плазменные горелки мощностью до 6000 кВт. Так, в 1984 г. пущена установка с тремя плазменными генераторами мощностью 6 МВт, позволяющая получать металл из металлургических отходов, производительностью 70 тыс. т отходов в год.
В ГДР плазменная технология начала развиваться примерно 20 лет назад и предназначалась в основном для сталеплавильного производства. В качестве плазмообразующего газа используется аргон, мощность плазмотронов в 15 и 35-тонных печах составляет соответственно 10 и 20 МВт. На печах успешно выплавляются нержавеющие стали различных сортов, средне- и высоколегированные стали.
В целом ряде стран расширяется ассортимент материалов, получаемых из различных шлаков. Так, в Австрии освоен процесс получения из доменных гранулированных шлаков высококачественных изоляционных материалов сложной конфигурации, которые могут применяться в строительстве, электротехнике и в химической промышленности (кислотостойкий материал). Полностью утилизируются доменные шлаки в Люксембурге, где разработана система (ШВА) получения гранулированного шлака полусухой грануляцией жидкого шлака с непрерывной выдачей готовой продукции и др.
11.5. УТИЛИЗАЦИЯ И ИСПОЛЬЗОВАНИЕ СКРАПА И ОКАЛИНЫ
11.5.1. Стальной скрап
Стальной скрап в зависимости от его происхождения весьма разнообразен как по физико-химическим свойствам, так и по размерам, форме кусков и наличию в нем таких компонентов как чугун, легированные стали, цветные металлы, неметаллические включения (дерево, пластик и др.) и мусор. Имеются три источника стального скрапа: оборотный, металлообрабатывающей промышленности и амортизационный.
Оборотный скрап, образующийся в сталеплавильном и прокатном производствах, обладает, как правило, наилучшими качествами, не содержит мусора и более или менее компактен. Этот скрап обычно хранят и расходуют с учетом химического состава и имеющихся в нем примесей. Скрап металлообрабатывающей промышленности обычно свободен от внешних загрязнений, и поэтому может непосредственно направляться на пакетирование, а стружка – на дробление и брикетирование. Амортизационный скрап отличается большим разнообразием как по крупности, так и по содержанию в нем различных примесей и мусора. Обычно его делят на три типа: громоздкий (железнодорожные вагоны, суда, трактора, грузовые машины), гильотинный несортированный, подлежащий обработке на гильотинных ножницах (сельскохозяйственные и текстильные машины, контейнеры и др.) и легковесный (консервные банки, части легковых автомашин и др.).
В зависимости от вида и степени загрязненности стального скрапа при его подготовке необходимо решить две основные задачи: для чистого скрапа обеспечить по возможности его высокую насыпную плотность, а для загрязненного – обеспечить предварительную его очистку для выплавки стали требуемого качества и повысить насыпную плотность.
Большая часть громоздкого скрапа состоит из стали (>80%), небольших количеств чугуна (до 3 – 5%), цветных металлов (от 0,3 до 5%) и неметаллических включений. Гильотинный несортированный скрап также состоит преимущественно из стали (78 – 80%), но чугуна в нем несколько больше (до 15 – 15,5%), в легковесном же колебания состава очень велики и определяются химическим составом перерабатываемой продукции. Так, например, при переработке частей легковых автомобилей содержание стали составляет примерно 70%, а при переработке консервных банок – до 95 – 96%.
Необходимо отметить, что скрап является и важным источником легирующих элементов и цветных металлов. Например, при разделке автомобилей в скрап обычно переходит примерно по 5% алюминия, меди и цинка. В Великобритании, например, из 150 тыс. т слитков легированной стали, выплавляемой в электропечах, в скрап уходит около 45 тыс. т, в которых содержится 1200 т хрома, 600 т никеля, 165 т молибдена, 40 т кобальта, 25 т вольфрама и др.
Одной из серьезных проблем, связанных с использованием скрапа, является его очистка от металлических и неметаллических включений (до 10%). К первым относятся главным образом медь и олово, причем их количество на большинстве производств из года в год заметно увеличивается. Так, например, в электросталеплавильном цехе металлургического завода в Темпелборо (Англия) содержание меди в скрапе заметно возросло, что привело к повышению ее содержания в стали за последние 50 лет (до 1980 г.) с 0,04 до 0,18%. На ряде других предприятий содержание меди в скрапе превысило 0,26%. Аналогичная картина наблюдается и при переработке скрапа в ряде других стран (США, ФРГ и др.).
Для удаления этих примесей разработаны различные сепараторы, в том числе магнитного типа и основанные на разности плотностей дробленого и недробленого скрапа.
По
оценкам экспертов потребление скрапа
для производства стали составило в
1985 г. порядка 550 млн. т, а к 2000 г. достигнет
– 760 – 840 млн. т.
Требования к качеству скрапа в странах неодинаковые. Так. если в ФРГ скрап для сталеплавильного производства должен содержать более 90% Fe и иметь плотность не менее 1 т/м3, то в ряде стран Южной Америки содержание железа в скрапе может быть несколько ниже (>85%). По данным ФРГ, среднегодовой удельный расход скрапа составляет около 400 кг/т стали, причем для мартеновского производства он равен примерно 660 кг, а для конвертерного – 230 кг/т стали. Для производства чугуна расход скрапа сравнительно стабилен и составляет 16 – 17 кг/т чугуна. Общее потребление скрапа в ФРГ находится на уровне 16 – 17 млн. т в год, причем на выплавку стали расходуется больше 15 – 15,5 млн. т, а чугуна – порядка 0,5 млн. т. Увеличение доли выплавки кислородно-конвертерной и электростали повлекло за собой и рост потребления скрапа в этих процессах.
Потребление скрапа в различных странах неодинаково. Так, в США при среднегодовой выплавке стали 80 – 82 млн. т образуется более 25 млн. т скрапа. Весь скрап используется. Так, более 30% стали получено в электропечах, использующих скрап. Однако производственные мощности для подготовки скрапа (118 млн. т/год) используются только примерно на 30%.
Для ГДР стальной скрап как металлургическое сырье имеет большое значение, так как в стране нет месторождений железных руд. Поэтому металлургическая промышленность страны ориентируется в основном на переработку лома. Его расход в мартеновском производстве составляет около 69%, в электросталеплавильном примерно 94%.
Потребность в скрапе для различных производств непостоянна и меняется в зависимости от целого ряда факторов. Как отмечалось выше, наибольшие трудности связаны с переработкой загрязненного скрапа. Различные варианты переработки загрязненного скрапа, нашедшие применение в мировой практике, включают следующие основные операции: для громоздкого скрапа – измельчение, газовая резка, сортировка; для обычного скрапа: резка гильотинными ножницами, сортировка, магнитная сепарация; для легковесного скрапа: дробление, измельчение, классификация по крупности, магнитная сепарация. Значительное распространение получила схема, в которой предусматривается рассев скрапа (обычно на колосниках) для удаления мусора с последующей магнитной сепарацией для извлечения мелких включений чугуна и стали из грязевых фракций.
Обычно при классификации исходят из того, что содержание примесей в мелких фракциях скрапа значительно выше. Так, по данным, полученным в ГДР, содержание цветных металлов в классе 10 – 40 см составляет более 65%, а в классе >60 см – 11 – 12% от общего их содержания в скрапе.
Многие фирмы и предприятия специализируются на производстве оборудования для подготовки скрапа. Основным оборудованием являются различные пакетир-прессы, гильотинные ножницы, аппараты для дробления и сортировки, сепараторы для очистки и пресса для брикетирования мелкого скрапа и стружки.
Современная технология переработки старых автомашин на механизированных поточных линиях (более 300 тыс. автомашин в год) в США осуществляется в следующей последовательности: с машин снимают скаты колес, бензобак, радиатор и аккумуляторную батарею. Последнюю дробят в специальных, обычно молотковых, дробилках, и крупные куски лома подвергаются магнитной сепарации. Легковесная измельченная часть отсасывается из дробилки с помощью эксгаустера. В сепараторе тяжелая масса разделяется на магнитную и немагнитную части. Магнитная часть состоит из стали и чугуна (>95% массы автомашины) и представляет собой высококачественный металлолом. Отсасываемая масса (в основном фибра, пластмассы и резина) собирается в циклоне. Кроме того, немагнитная часть массы содержит смесь цветных металлов, небольшие количества нержавеющей стали и чугуна, не выделенные из скрапа при магнитной сепарации.
Разработаны различные способы, позволяющие утилизировать более 95% немагнитной части дробленой массы, в том числе Al, Zn, Сu. Один из них основан на использовании жидкостей различной плотности, при этом менее плотные всплывают на поверхность, а более плотные материалы погружаются на дно. В последние годы в легковых автомобилях все более используют алюминий и пластмассы. Так, в США предполагается, что при переработке автомобильного скрапа уже в 1990 г. удастся восстановить примерно 1 млн. т алюминия и более 500 тыс. т пластмасс в год. Кроме традиционных методов магнитной сепарации, для отделения органических материалов и цветных металлов применяют обжиг и флотацию дробленого лома.
Ряд предприятий США имеют специальные скрапоразделочные базы, специализирующиеся на подготовке скрапа для различных производств (конвертеры, дуговые печи, литейное производство и др.). Так, фирма «Snyder Iron and Steel» (Чикаго) специализируется на подготовке скрапа для литейных цехов. Исходным сырьем для переработки служат толстые листы, обрезь проката, изношенное оборудование и стружка. Большая часть измельченного скрапа пакетируется и направляется потребителю.
Оборудование для переработки различных видов лома выпускается как в СССР, так и многими фирмами за рубежом. Так, пакетир-прессы выпускаются отдельно для пакетирования кузовов легковых автомобилей, листовых отходов, отходов штамповочного производства и др.; много различных моделей пакетир-прессов типа «Harris» выпускают фирмы США. Для листовых отходов этот пресс рассчитан на производительность 30 т/ч; для пакетирования рельсов (модель RB-120) – на производительность 12 – 14 т/ч, общим усилием 900 МН; для кузовов автомобилей (среднего класса и малолитражных) – модель TG-6034 (общее усилие = 33700 МН) и др. Пресс фирмы «Zoge-mann» (модель 2024-36 Е) предназначен для пакетирования обрезов проката в пакеты массой 8,2 – 9,5 т в течение каждых 40 с (до 25 т/ч). Другая модель пресса (HRB-10) при общем усилии ж 3300 МН предназначена для мелкого лома из любых отходов. Все эти пакетир-прессы имеют гидравлическое автоматизированное управление, снабжены средствами контроля, подающими и уборочными конвейерами лома. При этом обеспечивается получение пакетов одинаковой массы и плотности. Следует отметить новый пресс Harris RB-120, с помощью которого обеспечиваются резка и пакетирование рельсов необходимой длины (450, 600, 900, 1500 мм). В СССР также выпускаются различные образцы пакетир-прессов. Так, на Магнитогорском металлургическом комбинате успешно работает пресс типа Б 1345 для подготовки лома усилием 30330 МН.
Большое значение для подготовки скрапа имеют ножницы, выпускаемые в различных странах. Так, в ФРГ выпускаются универсальные гидравлические ножницы нескольких типов, из которых наиболее распространены – с длиной ножа 510 мм, совершающие 8 – 25 резаний в 1 мин. Для подготовки листов судового скрапа шириной до 4000 мм применяют продольные (длина ножа 4100 мм) и поперечные ножницы (длина ножа 400 мм), рассчитанные на производительность 30—45 т/ч. В Англии для подготовки скрапа применяют ножницы с усилием резания 1900—18300 МН длиной режущего инструмента до 1500 мм. В Аргентине работают гильотинные ножницы для резки автомобильного и судового скрапа усилием 10600 МН с длиной ножа 965 мм, в Венесуэле – для этих же целей – 19000 МН и длиной ножа – 1550 мм и т. д.
В ряде стран работают промышленные предприятия и установки по утилизации мелкого лома – стальной, чугунной и цветной стружки. В конце 50-х годов был разработан и проверен в промышленном масштабе метод горячего брикетирования различных металлургических отходов, в том числе и мелкого скрапа— стальной и чугунной стружки. Удаление при горячем брикетировании масел и влаги, содержащихся в стружке, повышает содержание железа на 7 – 8%, а высокая плотность брикетов уменьшает их окисляемость.
Технология брикетирования в основном однотипна и включает операции грохочения стружки, ее загрузки в приемную камеру пресса, подпрессовки и брикетирования. Так, фирма «Мауer Pollock Steel Corp.» (США) брикетирует стружку в брикеты сечением 0,5x0,5 м и массой 320 кг на полностью автоматизированных прессах («Tezuka», Япония); производительность 30 брикетов в 1 ч (1000 т в неделю). Камера прессов – 3x1,8 м, общее усилие прессования 19000 МН при давлении в гидросистеме 17,5 МПа. Готовые брикеты транспортируют на склад или потребителю.
Технологическая схема горячего брикетирования стальной стружки приведена на рис. 11.20.
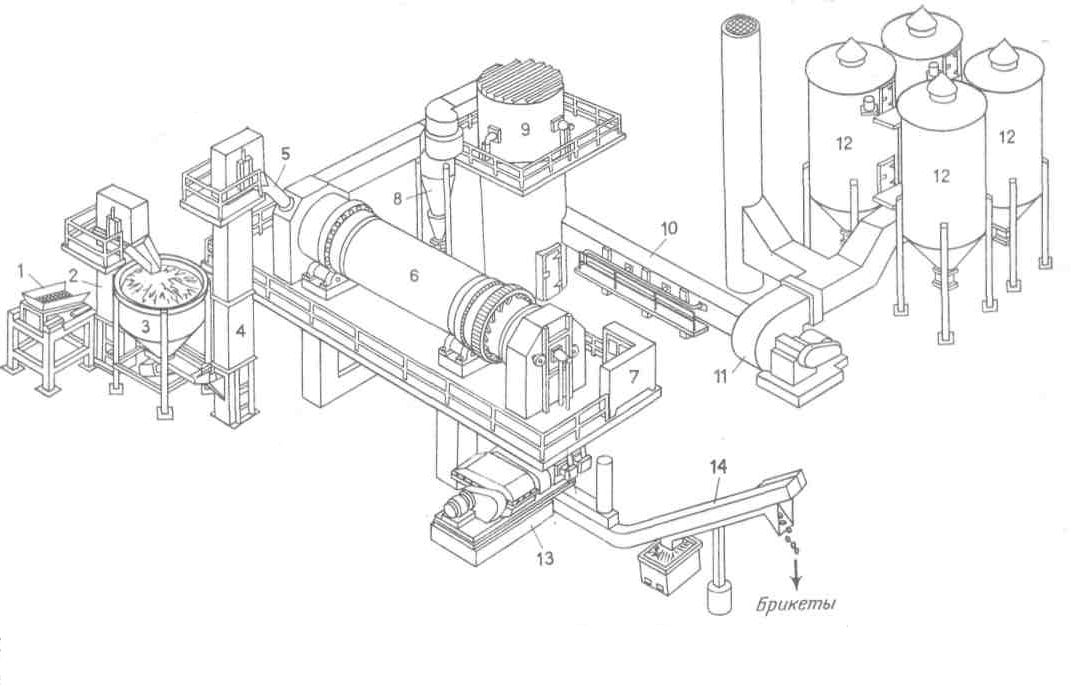
Рис. 11.20. Технологическая схема горячего брикетирования стальной стружки:
1 – грохот; 2 – вертикальный подъемник; 3 – накопительный бункер; 4 – элеватор; 5 – наклонный желоб; 6 – вращающаяся печь; 7 – пульт управления; 8 – циклон; 9 – теплообменник; 10 – трубопровод; 11 – эксгаустер; 12 – газгольдеры; 13 – пресс; 14 – конвейер для брикетов.
Стружка сортируется на грохоте 1 для удаления из нее крупных кусков металла. Подрешетный продукт — отсортированная стружка — вертикальным подъемником 2 подается в накопительный бункер 3. Из него элеватором 4 и наклонным желобом 5 стружка подается во вращающуюся печь 6, где для удаления остатков масла и влаги она обжигается при 650 – 700 °С.
Управление режимом обжига осуществляется с пульта 7. Отходящие из печи газы очищаются в циклонах 8, охлаждаются в теплообменнике 9, затем по трубопроводу 10 эксгаустером 11 отсасываются и выбрасываются в атмосферу или направляются в газгольдеры 12. Очищенная и просушенная стружка поступает на прессование в брикетный пресс 13. Готовые брикеты конвейером 14 подаются в приемник, а затем направляются на склад или потребителю.
Американская фирма «Ргаb» (Мичиган) специализируется на проектировании установок для горячего брикетирования скрапа. Отличительной особенностью большинства этих установок является двухстадийное измельчение стружки с контрольным грохочением, обработка измельченного скрапа во вращающихся трубчатых печах (27,4x3,5 м) с целью удаления влаги, масла, других горючих компонентов и нагрева перед брикетированием. Отходящие газы очищаются в системе, состоящей из сепаратора, устройства для высокотемпературного дожигания пылей и несгоревшего масла и мешочных фильтров для полной очистки.
Брикеты массой примерно 1,13 кг отличаются практически отсутствием вредных примесей и имеют высокую плотность, составляющую 80 – 90% от плотности стали или литейного чугуна. В 1985 г. мощности кислородных конвертеров в мире снизились до 538 млн. т по сравнению с 544 млн. т в 1984 г. Это обусловлено в первую очередь увеличением выплавки стали в дуговых печах с использованием скрапа, стоимость которого примерно вдвое ниже стоимости чугуна. Кроме того, использование 1 млн. т скрапа эквивалентно переработке 1,5 млн. т Fe-руды и 350 тыс. т угля при условии получения одинакового количества стали. По этим же данным, при применении скрапа на 86% уменьшаются отходы, загрязняющие воздушные и водные бассейны, на 40% сокращается расход воды и на 97% – отходы производства [39].
Цена выплавляемой стали зависит от количества скрапа в шихте и его стоимости, а доля скрапа, в свою очередь, зависит от типа сталеплавильного агрегата, в котором он используется. По данным, полученным в США, средняя доля скрапа для плавки в конвертере составляет 28%, для мартенов – 42%, для вагранок – около 90%, для электропечей – 97%.
По данным, полученным в ЧССР, при обычном кислородно-конвертерном процессе можно перерабатывать до 350 кг лома на 1 т стали. Однако при загрузке в печь холодного лома продолжительность достижения температуры сырья и нагрузка на печь будут выше, чем при использовании предварительно нагретого лома. Поэтому во многих странах разрабатываются и внедряются процессы предварительного нагрева лома с целью повышения производительности печей и удаления из него влаги и масел. Для этой цели разработаны различные системы оборудования.
Так, например, фирма «Melting Sistems» (США) разработала систему, состоящую из заключенного в металлический кожух транспортера, с помощью которого лом медленно перемещается в печи. Внутри кожуха расположены горелки, пламя которых направлено непосредственно на подаваемый лом. В боковых стенках кожуха расположены удлиненная камера сгорания и каналы. С помощью вентилятора несгоревшие углеводороды из внутренней части кожуха по каналам засасываются в камеру сгорания. Сюда же подается и воздух, что обеспечивает полное сгорание этих углеводородов.
Для выгорания углеводородов через горелки вначале дают окисляющее пламя, а после их выгорания – восстановительное для предотвращения окисления металла. Этот процесс позволяет не только увеличить количество скрапа в шихте электродуговых печей и повысить их производительность, но способствует улучшению экологических условий среды [19].
По данным, полученным в Японии, подогрев лома отходящими печными газами позволяет экономить до 6% энергии, затрачиваемой на плавку. Это соответствует экономии электроэнергии до 55 – 60 кВт-ч/т литой заготовки; снижается расход электродов в электрических печах на 0,3 – 0,5 кг/т стали, сокращается время плавки на 3 – 4%.
Фирма «Sidmar» (Бельгия) использует подогрев скрапа перед плавкой с помощью специальных горелок, через которые подается 9,5 м3 природного газа и 10 м3 кислорода на 1 т стали. При этом доля скрапа в шихте кислородных конвертеров увеличивается на 80 кг/т стали. Очень эффективен подогрев скрапа через донные фурмы сталеплавильного агрегата. Так, подобный подогрев скрапа в течение 2 – 2,5 мин обеспечивает повышение расхода скрапа в конвертерах завода Maxhiitte (ФРГ) на 50 кг/т стали.
Японская фирма «Nippon Kokan» предложила и использует трехстадийную систему подогрева скрапа. Система работает в паре с 60-тонной дуговой печью, из которой газ в количестве 1300 м3/мин поступает в камеру дожигания и затем последовательно в три камеры подогрева. В этих камерах на движущихся платформах расположена тара с измельченным скрапом. Температура газов, нагревающих скрап, постепенно снижается и в последней камере не превышает 70 °С, что обеспечивает оседание на поверхности скрапа углеводородных частиц, содержащихся в газах. При этом отпадает необходимость в дополнительной очистке газов. Дожигание СО в полости конвертера путем дополнительного ввода кислорода в пространство под ванной также способствует увеличению переработки скрапа. На том же заводе в ФРГ в 60-тонных конвертерах ввод кислорода (5 м3) для дожигания СО обеспечил увеличение доли скрапа на 60 кг/т стали [40].
Установлено, что окисление СО в С02 при дожигании отходящих газов является существенным дополнительным источником тепла при плавке скрапа, причем практически удается использовать 50 – 80% этого тепла. Увеличение содержания С02 с 10 до 30% в отходящих газах сокращает продолжительность плавки скрапа на 5 – 6%, а повышение температуры жидкого чугуна при заливке с 1360 до 1460 °С позволяет увеличить долю скрапа в шихте с 21 до 25,5%. Сокращение продолжительности плавки достигается при применении высокоуглеродистого скрапа, что может быть обеспечено введением дополнительного топлива (угольной пыли, коксовой мелочи, твердых углеродистых пластиков, алюминия) [41].
В последние годы нашли значительное применение и способы ввода в конвертеры специальных добавок, окисляющихся с большим тепловыделением, например высококремнистого чугуна. В качестве дополнительного топлива используют также FeSi, CaSi, CaC2, С и другие добавки. Получила распространение ин-жекция порошкообразного угля через фурмы. Так, в процессе фирмы «Arbed» в 180-тонных конвертерах можно перерабатывать шихту, содержащую до 460 кг скрапа на 1 т стали.
В ФРГ разработаны инжекционные процессы KS и KMS, рассчитанные на переработку 100% скрапа. Аналогичные результаты получены в Японии при плавках в кислородном конвертере с комбинированным дутьем. Способ включает загрузку скрапа и кокса (нижнее дутье), плавку с добавкой СаО, угля (комбинированное дутье), десульфурацию и т. д. На экспериментальном конвертере (7 т скрапа) продолжительность плавки составила 30 мин при температуре 1550 °С.
В 1980 г. фирма «Hiroshima» (Япония) предложила непрерывный сталеплавильный процесс с использованием автомобильного и других видов скрапа. При этом для производства жидкого металла используется вагранка, работающая на скрапе и коксе. Получаемый жидкий металл непрерывно поступает в рафинировочную печь для окисления углерода кислородом, а затем последовательно проходит несколько стадий обработки (десульфурация, индукционная и рафинировочная печи, раскислительное устройство и др.) с введением на различных этапах необходимых добавок (ферросплавы, флюс, кокс). Расход материалов на 1 т готовой литой заготовки (в кг): автомобильный скрап – 105,2, стальной скрап – 736,4, чугунный скрап – 210,4, кокс – 126,1 и т. д. Общий расход электроэнергии в процессе 95 кВт/т заготовки, производительность 10 000 т/мес. По данным фирмы, этот процесс на 10 – 20% экономичнее, чем электросталеплавильный.
В последние годы получили распространение плазменные печи для плавки лома (Австрия, Швеция, ФРГ и др.), причем отмечается, что при их использовании снижается себестоимость процесса.
11.5.2. Прокатная окалина
Ускоренное развитие прокатного производства привело к значительному увеличению расхода воды на охлаждение оборудования и образованию комплексных отходов, основным из которых является прокатная окалина. По химическому составу окалина близка к чистому магнетиту (65 – 72% Fe), а по гранулометрическому составу представлена в основном фракцией менее 0,2 мм. Выход окалины составляет в среднем 1,0 – 3% от массы готового продукта.
При окусковании железорудного сырья окалина, вводимая в шихту, служит полноценным заменителем суперконцентрата и способствует экономии твердого топлива за счет тепла окисления магнетита до гематита в процессе спекания. Однако в окалине содержится значительное количество влаги и смазочных масел (автолы АК-15, АК.-10, масло индустриальное 24, 30 и др.), которые не позволяют применять необработанную окалину при производстве агломерата. Правда, в отдельных случаях добавка в состав шихты сравнительно небольших количеств замасленной окалины (до 15 – 20%) несколько улучшает физико-химические свойства агломерата. Однако в большинстве случаев свойства агломерата ухудшаются, поэтому для введения окалины в агломерационную шихту необходимо удаление масел.
Для удаления масел из прокатной окалины широко применяются различные термические способы.
Во многих разработках
удаление масел из замасленной окалины
осуществляется после ее предварительного
окускования, обычно в смеси с другими
Fe-содержащими отходами. Добавка
замасленной окалины в шихту, состоящую
из других мел

 ких
Fe-содержащих отходов, оказывает
положительное влияние на свойства
брикетов и окатышей, причем особенно
повышается механическая прочность
неофлюсованных окатышей (в 2 – 3 раза).
ких
Fe-содержащих отходов, оказывает
положительное влияние на свойства
брикетов и окатышей, причем особенно
повышается механическая прочность
неофлюсованных окатышей (в 2 – 3 раза).
На заводе фирмы «Sicartsa» (Мексика) из магнетитового концентрата и Fe-содержащих металлургических отходов изготавливают офлюсованные окатыши. Предусмотрена возможность работы на смеси магнетитового и гематитового концентратов с добавками Fe-содержащих отходов и гашеной извести. Обычно состав отходов формируется по мере их накопления на предприятии, они добавляются в шихту для окомкования в количестве 16%. Отходы состоят из доменного (40%) и конвертерного (21%) шлаков, колошниковой (3,7%) и конвертерной (5,2%) пылей, прокатной окалины (8,5%) и мелочи обожженных окатышей (~21%). Шихта, составленная из этих отходов, имеет примерно следующий состав (в %): Fe – 26,4; SiO2 – 20; А12O3 – 7,7; СаO – 26,7; MgO – 2,7 и т. д.
Перед смешиванием с рудными концентратами заводскую мелочь дополнительно дробят, а в состав шихты вводят известняк (1,5%) и гашеную известь (1,3%). Более крупную часть отходов (окалина и мелочь обожженных окатышей) измельчают в шаровой мельнице вместе с известняком. Колошниковая и конвертерная пыли поступают из систем пылеулавливания в виде шлама непосредственно в сгуститель, а затем смешиваются с остальной частью шихты. Подготовленная шихта гранулируется на тарельчатых грануляторах (диаметр 7,5 м), а сырые окатыши обжигаются на конвейерной машине системы «Драво – Лурги» (площадь – 180 м2). В качестве топлива при обжиге окатышей служит смесь доменного и коксового газов. Готовые офлюсованные окатыши обладают хорошими физико-механическими свойствами (Rсж > 2,6 МН на один окатыш).
Окалину используют в составе шихты и для получения безобжиговых окатышей с добавлением и без добавления твердого топлива. Обычно упрочнение таких окатышей осуществляют путем гидротермальной обработки в автоклавах в течение примерно 2 ч под давлением – до 2,1 МПа. По мнению фирмы, окатыши после автоклавной обработки могут быть использованы для получения губчатого железа. В США опробован безобжиговый способ окускования шихты, почти целиком состоящей из металлургических отходов (прокатная окалина, шламы доменного и сталеплавильного производства), 4 – 6% извести и 1 – 2%песка. Шихту перемешивают, выдерживают до полного гашения извести, окомковывают и обрабатывают в автоклавах. Готовые окатыши обладают высокой механической прочностью и низкой окисляемостью.
В Великобритании предложен аналогичный способ, но с более высоким расходом связующего и добавкой кремнийсодержащего компонента (0,5 – 5%), способного вступать в реакцию со связующим с образованием силикатных соединений. Кроме того, в состав шихты в качестве связующих вводят небольшие количества (до 3%) оксидов или солей натрия и калия. Указанные смеси гранулируют, подвергают автоклавной обработке и сушат (15—60 мин) при температуре 160СС. Установлено, что введение 40 – 50% замасленной окалины в состав шихты способствует значительному повышению прочности окатышей как в сыром, так и высушенном состояниях [42].
Предлагают использовать специальные обжиговые устройства для окускованного сырья из металлургических отходов, в том числе и прокатной окалины. Так, например, в Японии предложено использовать конвейерную печь для движущейся ленты брикетов. Особенность этой печи состоит в том, что над ее рабочим пространством расположена дополнительная камера сгорания, в которой пары масла самовозгораются в окислительной среде (дополнительная подача воздуха), испаряются и выводятся с помощью вентиляционной системы. Продолжительность цикла около 30 мин, что обеспечивает практически полное удаление масел из брикетов.
Предложены методы очистки и утилизации окалины, заключающиеся в смешивании ее с другими Fe-содержащими отходами и с тонкоизмельченным углем. При этом получают комбинированные рудо-угольные брикеты с различными связующими (смолы, пек, сульфитспиртовая барда и др.). Так, в Великобритании в качестве связующего использовали смесь сажи (1,25 – 2,75%) и термореактивной смолы (2,5 – 4%). В Японии по аналогичному способу брикеты подвергают низкотемпературной обработке с целью обезвоживания и удаления части масел и т. д.
Готовые брикеты используют в шихте электродуговых печей. Ряд фирм США и Канады работают над усовершенствованием процессов горячего брикетирования различных металлургических отходов, в том числе и прокатной окалины. Первые исследования (например, фирмы «Дофаско») показали, что из шихты, состоящей из прокатной окалины, колошниковой пыли и шламов, можно получить качественные по физико-механическим свойствам брикеты при сравнительно небольшом расходе тепла на нагрев (до 1000 °С). Было отмечено, что за счет содержания в колошниковой пыли около 7 – 8% углерода процесс восстановления брикетов протекает достаточно интенсивно.
Промышленные
установки подобного типа в большинстве
случаев оборудуются реакторами кипящего
слоя, причем в стадии доработки
находится вариант, в котором
предусматривается утилизация тепла
путем частичного нагрева шихты горячими
брикетами (≈800
– 900 °С), выходящими из пресса. Для этого
установки оборудуются различными
устройствами, в том числе и сетчатыми
барабанами, в которых происходит контакт
между шихтой из отходов и горячими
брикетами. При этом шихта из отходов
частично нагревается и поступает для
дополнительного
нагрева в реактор, а брикеты охлаждаются.
Из них отсеивается мелочь (бой),
которую направляют непосредственно в
реактор. Охлажденные брикеты являются
товарным, частично восстановленным
продуктом.
По данным фирм, эксплуатация установок показала широкие возможности горячего брикетирования и создания управляемого процесса, обеспечивающего регулирование качественных показателей брикетов. Общая стоимость горячего брикетирования Fe-содержащих отходов составляет ж69% от стоимости производства агломерата или окатышей (по другим источникам от 50 до 80%). Кроме США, процессы горячего брикетирования исследовались в СССР (МГИ, ДонНИИЧЕРМЕТ и др.), Канаде, ФРГ, Италии и других странах [18].
Значительное внимание уделяется использованию окалины для получения железофлюса, железококса, металлизованного продукта, высокоактивного углеродистого восстановителя для производства железистого порошка и чистого железа, для интенсификации коксохимического производства и др.