

курлаев лекции
.pdfТехнология сборки летательных аппаратов
конспект лекций Курлаева Н.В.
Введение
Особенности самолета как объекта сборки.
Самолет состоит из:
-планера
-органов взлета и посадки
-двигателя
-системы управления
-гидрогазового и радионавигационного оборудования
-спец. оборудования
Специфические особенности самолета как изделия.
1.Наличие функциональных внешних контуров и их сложность, обусловленные требованиями аэродинамики.
2.Наличие жестких весовых требований, приводящих к использованию деталей с малой относительной толщиной и малой жесткостью.
3.Многодетальность планера.
4.Большое разнообразие материалов и видов соединений.
5.Высокая надежность и ресурс планера.
6.Быстрое моральное старение.
7.Замкнутость конструкций и агрегатов, затрудняющая подходы в зону сборочных работ.
Объем и особенности сборочных работ.
Сборочные работы - это работы по ориентированию деталей в пространстве, их фиксации, соединения друг с другом, а также по контролю сборки.
Сборочные работы содержат три этапа:
1.Узловая сборка (сборка нервюр, шпангоутов, лонжеронов и т.д.).
2.Агрегатная сборка (сборка отсеков фюзеляжа и крыла).
3.Общая сборка.
К п.2 и 3 добавляются сборочно-монтажные испытания.
Особенности сборочных работ.
1.Высокая трудоемкость. Тсб = 45%, снизить Тсб можно путем рационального членения конструкции, применением моноблочных панелей и узлов, организационными мероприятиями, устранением подгоночных работ.
2.Низкий уровень механизации. 35-40% сборочных работ выполняется вручную.
3.Большое количество видов соединений.
4.Большое количество сборочных приспособлений, придающих необходимую форму нежестким деталям и обеспечивающих необходимую точность и
взаимозаменяемость сборочных единиц.
5. Сложные условия труда на агрегатной сборке.
Требования к наружным обводам и расположением агрегатов, налагаемые при сборке планера.
Эти требования обуславливаются аэродинамикой и Нормами Прочности. Все допуски на основе аэродинамики и прочностных испытаний.
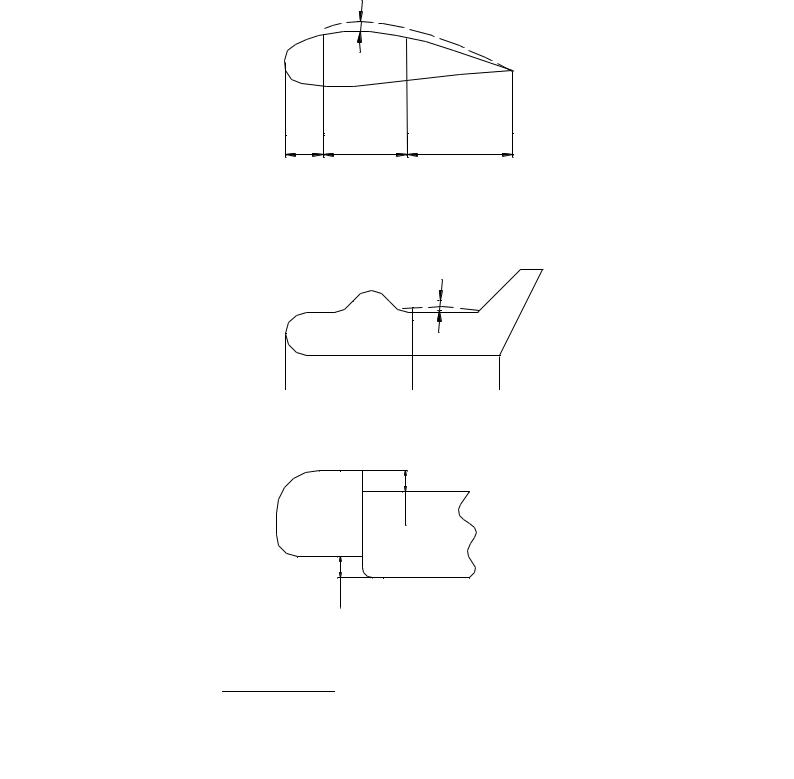
1. Отклонения от теоретического контура. Крыло, оперение
h
hI = 0,6 ммhII = 0,8 мм
hIII = 1,0 мм
Фюзеляж
I |
II |
III |
|
|
Зоны |
hI = 1,0 мм
hII = 1,2 мм
h
I |
II |
2. Ступеньки по стыкам обшивок и агрегатов (отсеков).
S''
S'
S’ (против потока) для обшивок: 0...0,2 мм (в зависимости от зон); для агрегата: 0,3...0,5 мм.
S’’ (по потоку) для обшивок: 0,3...0,5 мм; для агрегата: 0,5...1,0 мм.

3. Волнистость поверхности.
а
а/ = 1 / 200 – допуск на волнистость.
а– амплитуда волны поверхности,
- длина волны. 4. Зазоры.
З'' |
З' |
З’ (против потока) 1,0 мм,З’’ (по потоку) 1,5 мм.
5. Шероховатость поверхности.
а) выступание потайных головок заклепок и болтов




 hп.г. = 0...0,2 мм
hп.г. = 0...0,2 мм
б) односторонний зазор по закладным головкам потайных заклепок и болтов
Зп.г. = 0,05 мм
(15% в шве)

в) перекос закладной головки заклепок и болтов
Пп.г. = 0,3 мм (15%)
6.Отклонение агрегатов по габаритам.
lk = 10 мм – размах крыла;lф = 5 мм – длина фюзеляжа;
7.Отклонения по шагу шпангоутов, нервюр, стрингеров.
Zш.р. = Zн.р. = 2 мм,
Zш.с. = Zн.с. = 1 мм.
ш.с.; н.с. – силовые элементы, ш.р.; н.р. – рядовые элементы.
lстр. = 1,0 мм (одинарная кривизна),lстр. = 2,0 мм (двойная кривизна).
8. Отклонение в установке отсеков и агрегатов.

1. Теоретические основы сборки.
1.1.Конструктивно - технологическое членение планера
1.1.1. Сборочные единицы планера.
Для удобства проектирования, сборки, изготовления и эксплуатации планер самолета разделяется на отдельные законченные в конструктивном и техническом смысле объекты, называемыми сборочными единицами.
Агрегат - наиболее крупная сборочная единица, выполняет одну из функций планера.
Отсек - часть агрегата, создаваемая на основе конструктивных, эксплуатационных и технологических требований.
Панель - часть отсека, состоящей из обшивки, подкрепленной стрингерами. Узел - наиболее мелкая сб. единица, состоящая непосредственно из деталей.
Характерный признак узла - возможность сборки и контроля не зависимо от других сб. единиц.
1.1.2. Исходные данные при членении.
Ими являются конструктивные, технологические, эксплуатационные разъемы и стыки.
Разъемы - соединения, позволяющие перемещение одного агрегата или узла относительного другого.
Стыки - соединения агрегатов и узлов, при которых в процессе эксплуатации не допускается взаимного перемещения:
-цапфовые,
-вильчатые,
-фланцевые,
-шлицевые,
-ленточные,
-комбинированные.
Конструктивные разъемы и стыки вызваны:
1.Необходимостью выполнения узлом или агрегатом заданной функции.
2.Резкой разницей конструкции стыкуемых агрегатов и отсеков и связанных с ними технологиями.
3.Применением специфических материалов, влияющих на конструкцию и технологию.
Технологические разъемы и стыки вызваны:
1.Необходимостью применения рационального по габаритам оборудования и оснастки.
2.Невозможностью изготовления эталонов больших габаритов, т.к. происходит потеря прочности и жесткости.
3.Неудобство транспортировки узлов больших габаритов внутри завода. 4.Условиями экономики, когда членениями улучшаются ТТХ сборки.
Эксплуатационные разъемы и стыки вызваны: 1.Необходимостью замены, осмотра и регулировки агрегатов и систем. 2.Необходимостью транспортировки самолета по железной дороге.
Все разъемы и стыки в принципе вредны, т.к. утяжеляют конструкцию и снижают ресурс. Поэтому стараются совместить функции всех разъемов и стыков.
1.1.3. Технологичность сборочных единиц.
Технологичность - комплекс конструктивных свойств, позволяющих применить для изготовления узла наиболее совершенные технологические процессы. Существуют общие и конкретные показатели технологичности.
Общие показатели технологичности - качественная оценка изделия.
1. Простота форм наружных обводов. Желательно иметь внешние обводы линейными, т.е. иметь плоские, цилиндрические и конические поверхности. 2.Простота конструктивных разъемов и стыков, например:
3.Возможно менее жесткие требования к точности обводов и стыков.
4.Возможность членения конструкции на сборочные единицы для повышения процента механизации, снижения цикла и трудоемкости сборочных работ.
5.Обеспечение производственной взаимозаменяемости сб. единиц, т.е. возможности стыковки между собой без подгонки, например, фланцевый стык – нетехнологичен, скользящий стык – технологичен.
6.Применение более производительного вида и способа соединения.
7.Широкое применение в конструкции стандартизованных (нормализованных) и унифицированных элементов, что снижает объем сб. работ.
8.Более широкое использование монолитных панелей и узлов.
9.Широкое применение легкообрабатываемых материалов.
10.Увеличение преемственности конструкции, т.е. включение в конструкцию вновь создаваемого самолета некоторого количества элементов ранее созданного и освоенного в производстве изделия.
11.Наличие подходов для сборки и контроля всех элементов планера.
12.Обеспечение хороших условий труда, способствующих увеличению производительности труда.
Конкретные показатели технологичности - дают количественную оценку технологичности 1. Коэффициент преемственности.
Кпр = mз.д. / mк,
где mз.д. - масса заимствованных деталей, mк - общая масса.
2. Коэффициент повторяемости.
Кпов = Nнаим. / Nд,
где Nнаим. - количество наименований, Nд - количество деталей.
3. Коэффициент монолитности.
Кмон = mк / Nд.
4. Коэффициент использования материала.
Ки.м. = mд. / mзаг..
5.Коэффициент стандартизации.
Кст. = Nст.д. / Nд – отношение количества стандартных деталей к общему количеству деталей.
6. Коэффициент панелирования.
Кпан = Sпан. / Sпланера – отношение суммы поверхностей панелей к поверхности планера.
7. Коэффициент дифференциации членения.
Кдиф.чл. = Nуз. / Nд – отношение количества узлов, на которые разбита данная конструкция к количеству деталей конструкции.
8. Коэффициент сборочного отверстия.
Ксб.о. = Nдет. сб.о.. / Nд.
9. Коэффициент станочного сверления.
Кст.св. = Nо.ст. / Nо – отношение количества отверстий, рассверленных на станке, к общему количеству отверстий в конструкции.
10. Коэффициент прессовой клепки.
Кпр.кл = Nз.пр. / Nз – отношение количества заклепок, расклепанных на прессе к общему количеству заклепок конструкции.
11. Коэффициент сравнительной скорости обработки.
Кср.обр. = Vмех.обр. / Vмех.обр.30ХГСНА – отношение скорости механообработки (сверление, развертывание и др.) детали конструкции к скорости
механообработки для стали 30ХГСНА, которая обрабатывается гораздо труднее, чем остальные (взята за эталон).
12. Коэффициент удельной трудоемкости.
Куд.тр = Tк / mк [(н/час)/кг] – отношение трудоемкости изготовления

рассматриваемой конструкции к ее массе. Он не является постоянной величиной и может меняться с те6чением времени.
Куд.тр. 
nшт.
13. Коэффициент производственной взаимозаменяемости.
Кпр.вз.з. = T0 / Tк – отношение трудоемкости сборки рассматриваемой конструкции в случае полной взаимозаменяемости к трудоемкости сборки в конкретном случае.
T0 = Tк – Tп,
где Tп - трудоемкость подгоночных работ.
Кпр.вз.з. = 1 – Tп / Tк, сводя к нулю подгоночные работы достигаем max значение
Кпр.вз.з..
1.1.4 Конструктивно - технологическое членение (КТЧ)
Схема КТЧ - это технологический документ директивного типа, представляющий собой изображение (изометрию) всех сб. единиц изделия в таком порядке, чтобы можно было представить себе общую компоновку изделия.
Исходными данными для схемы являются конструктивно-технологические стыки и разъемы, а также возможные методы и этапы сборки.

При проектировании выбирают оптимальный вариант КТЧ на основании экономических расчетов с учетом возможных схем сборки.
1.2.Технико-экономические показатели сборки (ТЭП).
ТЭП - критерии оценки существ и вновь создаваемых тех. процессов, к ним относятся:
1.Качество и надежность изделий, отражающие степень соответствия геометрических и физических параметров самолета данным проекта обеспечиваются: специфическими методами сборки (по базам: внешняя поверхность обшивки, поверхность каркаса, по КФО, по ОСБ ), специфическими методами обеспечения взаимозаменяемости (плазово-шаблонный метод, эталонно-шаблонный метод).
2.Уровень производительности труда, для его повышения необходимо:
а) осуществлять рациональное членение агрегатов на сборочные единицы.