

3.7. Влияние режима сварки на степень химической неоднородности сварного шва
Химическая неоднородность (ХН) может быть следствием недостаточной технологической культуры выполнения работ или физической природы процесса формирования сварного соединения и свойств свариваемого металла.
В первом случае существует макронеоднородность химического состава по длине шва (отдельных его участках), вызванная колебаниями в составе свариваемых материалов (покрытии, флюсе), а также нестабильностью режима сварки и технологическими нарушениями.
Основное влияние на ХН оказывают химический состав сплава и режим сварки, главным образом скорость охлаждения и кристаллизации сварного шва. При этом возможны:
1. Зональная, или линейнаяликвация, наблюдаемая при малых скоростях охлаждения. Она обусловлена неодновременной кристаллизацией периферийной и центральной частей шва, в результате чего остающаяся жидкость оттесняется в центральную часть шва.
Наиболее вероятные места её появления – ось шва, продольные границы, образованные встречей фронтов кристаллизации. В этом случае возможно ослабление оси шва, понижаются пластические и прочностные характеристики шва.
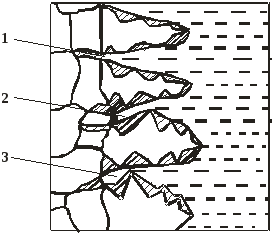
2. Межкристаллитная, или межзереннаяликвация, характеризуемая скоплением примеси у межзеренных границ (рис. 18).
|
Рис. 18. Схема образования междендритной химической неоднородности |
При росте дендритов уменьшается количество жидкости, а концентрация примеси в ней возрастает настолько, что может достигнуть эвтектоидного состава. Вершины боковых ветвей дендритов почти смыкаются, заключая между собой места, обогащенные примесями. При остывании порций расплава 1, 2, 3, заключенных между дендритами, происходит усадка и дополнительное втягивание жидкости, обогащенной примесями. |
Такой механизм образования ликвационных зон может вызвать явление обратной ликвации, т. е. повышение концентрации примеси в первых кристаллизующихся слоях по сравнению со средним его соединением. Такой вид ХН проявляется при высоких Vкртолько у сплавов, имеющих большую усадку. Расплав, заключенный в объемах 1, 2, 3, может значительное время находиться в жидком состоянии. Рост дендритов приводит к "закрытию" этих объемов.
3. Внутрикристаллитная ликвация, обусловленная различной растворимостью примесей в твердой и жидкой фазах. Чем больше коэффициент распределения отличается от единицы, тем сильнее будет различаться состав кристаллитов, затвердевших первыми, от последующих.
Рассмотренные процессы возникновения ХН характерны в основном для малых скоростей охлаждения при сварке на "мягких" режимах.
Скорости охлаждения кристаллизующегося металла шва при сварке с большими g/v обусловливают достаточно интенсивное протекание диффузионных процессов, что приводит к выравниванию состава и снижает внутрикристаллическую ликвацию (рис. 19).
|
Рис. 19. Влияние скорости охлаждения на степень внутрикристаллитной ликвации |
При увеличении Wохл диффузионные процессы пройти не успевают и степень внутрикристаллической ликвации Сл увеличивается вплоть до максимума при W2. Дальнейшее увеличение W приводит к подавлению диффузионных процессов, но Сл уменьшается в связи с тем, что характер кристаллизации приближается к бездиффузионному процессу. |

Уменьшению ХН способствует оптимальное соотношение между шириной и глубиной шва, измельчение первичной структуры и соблюдение технологической дисциплины сварочных работ. При сварке легированных сталей, представляющих многокомпонентные сплавы, опасность возникновения ХН существенно выше, чем у углеродистых сталей.
Контрольные вопросы к главе 3
1. Как распределяются легирующие элементы между ферритом и карбидами?
2. Как влияют легирующие элементы на положение критических точек?
3. Как влияют легирующие элементы на положение С-образной кривой изотермического распада аустенита?
4. Как влияют легирующие элементы на физические свойства сталей?
5. Дайте определение критической температуры хрупкости.
6. Что влияет на кристаллизацию металла сварочной ванны?
7. Как можно регулировать первичную структуру сварного шва?
8. Как влияет режим сварки на степень внутрикристаллической ликвации?