

3.1. Влияние легирующих элементов на процессы, протекающие при нагреве
Это влияние связано с изменением температуры растворения карбидов, скорости диффузии углерода и ЛЭ в феррите, со склонностью к росту зерна, положением критических температур и содержанием углерода в эвтектике.
Карбиды ЛЭ имеют более высокую температуру растворения, чем цементит (Fe3C):
|
Тпл соединения, °С |
Fe3C |
Mn3C |
Сг7С3 |
WC |
Мо2С |
VC |
TiC |
ZrC |
|
Тпл, °С |
1500 |
1480 |
1940 |
2900 |
2900 |
3100 |
3100 |
3800 |
Процесс растворения карбидов при нагреве носит диффузионный характер и зависит от температуры, их количества и степени коагуляции, поскольку в этом случае приобретает значение время перехода карбидов в раствор, которое увеличивается с увеличением карбидной фазы и размеров карбидных включений.
Диффузионный характер растворения и высокая Тпл карбидов приводят к тому, что большинство ЛЭ повышают температуру Ас1 (рис. 3). Исключение составляют Mn и Ni, которые снижают температуру растворения цементита (П = Ф+Ц), и превращения происходят при более низких температурах.
Практически все ЛЭ, кроме Mn, понижают склонность к росту зерна при нагреве. Карбидообразующие элементы, особенно дающие труднорастворимые карбиды, препятствуют движению границ зерен (росту зерна), Mn увеличивает склонность стали к росту зерна, a Ni и S влияют незначительно, то есть у разных сталей в зоне Тmax величина выросшего зерна будет различной, и при наличии даже небольшого количества карбидов сохраняется мелкозернистая структура.
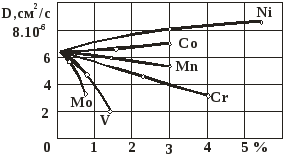
Гомогенизация аустенита, образующегося при превращении перлита, определяется диффузией С и ЛЭ. Большинство ЛЭ уменьшает скорость диффузии С в растворе (рис. 6). Это приводит к увеличению температуры гомогенизации аустенита для легированных сталей. Гомогенизация аустенита по углероду идет значительно быстрее, чем по ЛЭ (рис. 7).
|
Рис. 6. Влияние легирования –Fe на коэффициент диффузии С при Т=700 С |
Рис. 7. Зависимость коэффициента диффузии С от температуры |

Повышенная устойчивость карбидов ЛЭ против коагуляции при нагреве до Ас1 обусловливает и меньшую зону разупрочнения при сварке легированных сталей, чем нелегированных. Но в зонах, нагретых до 450 °С, при наличии V и Ti возможно выделение упрочняющих фаз и повышение твердости.
3.2. Влияние легирующих элементов на превращения аустенита при охлаждении
Углерод и большинство ЛЭ увеличивают устойчивость аустенита и уменьшают скорость его превращения. Поэтому легированный аустенит распадается при более низкой температуре. На диаграмме изотермического распада аустенита это выражается в сдвиге вправо от вертикальной оси С-образной кривой. В условиях непрерывного охлаждения увеличение инкубационного периода приводит к уменьшению критической скорости охлаждения Wкрпри закалке.
В некоторых высоколегированных сталях Wкр уменьшается настолько, что даже медленное охлаждение не позволяет получить распада аустенита на ферритно-перлитную смесь или бейнит, и аустенит переохлаждается без распада до Т мартенситного превращения или даже до комнатной Т, что характерно для аустенитных и мартенситных сталей.
Основные ЛЭ снижают температуры Мн и Мк и способствуют увеличению в сталях количества остаточного аустенита (рис. 8).
При охлаждении фазовые изменения вызываются полиморфными превращениями. При этом могут происходить два типа превращений: диффузионное и бездиффузионное (мартенситное). Движущей силой превращений является разность свободных энергий исходной и образующихся фаз.
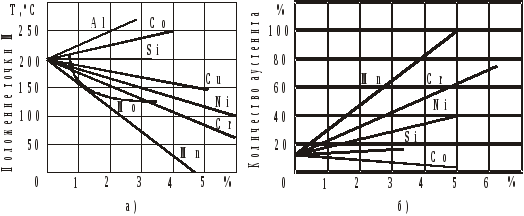
Рис. 8. Влияние легирующих элементов на температуру
мартенситного превращения (а) и количество аустенита (б)
Превращение аустенита при температурах Ar1 – 550 °С называется перлитным, а в интервале 550 °С – Мн – промежуточным. Дисперсность перлитных структур оценивается межпластиночным расстоянием (МР), за которое принимают среднюю суммарную толщину соседних пластинок феррита (Ф) и цементита (Ц). Если превращения происходят при Т > 670 °С, образуется сравнительно грубая смесь кристаллитов Ф+Ц с МР = (5...7)10-7 м. Такую смесь называют перлитом (П). Превращения при Т = 640...590 °С дает МР = (3...4)10-7 м. Такую перлитную структуру называют сорбитом (С). При Т = 580...550 °С МР = (1...2)10-7 м. Такую структуру называют трооститом (Т).
При перлитном превращении полиморфный переход сопровождается диффузионным перераспределением углерода. Мартенситное превращение интенсивно протекает при непрерывном охлаждении стали со скоростью, WWкр, в интервале Мн–Мк. В этом случае происходит перестройка кристаллической решетки , а углерод не успевает перераспределиться и образуется мартенсит (М) – неравновесная фаза – пересыщенный твердый раствор углерода в Fe.
По мере образования М аустенита становится меньше, и он подвергается большему всестороннему сжатию, так как М имеет больший объем (А – 0,1275 см3/г, М – 0,1310 см3/г). Это препятствует дальнейшему превращению и при некоторой Т в оставшемся сжатом аустените прекращается образование игл мартенсита. Эта температура обозначается как Мк.
Легирующие элементы не влияют на кинетику мартенситного превращения. Их влияние сказывается исключительно на величине Мн, Мк и количестве остаточного аустенита (рис. 8).