

6. Сварка хромистых сталей
Хром – основной легирующий элемент для получения коррозионно-стойких и жаропрочных сталей, что обусловливает широкое применение хромистых сталей в промышленности.
При содержании Сг > 12 % наблюдается пассивация поверхности оксидами хрома, что обеспечивает высокую коррозионную стойкость во многих агрессивных средах.
|
Рис. 33. Структурная диаграмма Fe–Cr |
Хром относится к легирующим элементам, стабилизирующим в железных сплавах –фазу и уменьшающим –фазу (рис. 33), и при Сг > 12 % сплавы во всем интервале температур сохраняют однородную структуру феррита. При Сг > 20 % в области температур ниже 800...600 °С, кроме –фазы, появляется и вторая составляющая –фаза (не имеет постоянного состава). |

По влиянию хрома на положение –области условно выделяют стали:
с превращением (мартенситные);
без превращений (ферритные);
с частичным превращением (мартенситно-ферритные).
Хром является карбидообразующим элементом (Сг3С2, Сг7С3).
В сталях они вытесняют железо из цементита, образуя сложные карбиды (Сг, Fe)7C3, (Сг, Fe)23C6, которые более стойки, чем карбиды железа, и растворяются медленнее.
Введение в железохромистые стали ферритостабилизирующих элементов (Mo, W, V, Ti, Si и др.) еще более сужает –область, в то время как аустенитообразующие элементы (С, Mn, Ni, Сu) ее расширяют и способствуют практически полному (М) – превращению в процессе охлаждения.
Железо образует с хромом непрерывный ряд ()–твердых растворов с ОЦК-решеткой. У сплавов с высоким содержанием Fe имеется замкнутая область –твердых растворов.
|
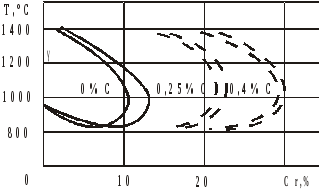
Рис. 34. Влияние углерода на смещение –области в диаграмме Fe–Cr |
На диаграмме Fe–Cr область ограничена справа двумя линиями, замыкающими гетерогенный участок ()–. Вначале увеличение содержания Сг приводит к понижению точки Ас3. При Сг < 8 % он повышает устойчивость аустенита (рис. 34), а при Сг > 8 % – повышает Ас3. |
6.1. Общие рекомендации по сварке хромистых сталей
1. Хромистые стали в зависимости от условий эксплуатации сваривают по двум вариантам:
– с применением присадочных материалов, аналогичных основному металлу;
– использованием присадочных материалов аустенитного или аустенитно-ферритного классов.
В первом случае сварное соединение отличается структурной однородностью и высокой прочностью после термообработки, во втором – структурной неоднородностью, равнопрочность с основным металлом не достигается.
2. Все хромистые стали свариваются с подогревом (низкий коэффициент теплопроводности).
Но в отдельных случаях можно отказаться от подогрева. Это возможно при сварке сталей толщиной до 8 мм, а также при использовании аустенитных и аустенитно-ферритных электродов.
3. Наиболее приемлемой является сварка плавлением (РДС, АДС, сварка в Аг, Аг+О2 плавящимся и неплавящимся электродами, ЭШС).
4. Сварку выполняют на постоянном токе обратной полярности (эвакуация водорода).
5. После сварки, как правило, сварное соединение подвергают термообработке.
6. Сварочные материалы (электроды, проволоки, флюсы) необходимо прокаливать и хранить в герметичной таре.
7. Для сварки хромистых сталей применяют малоактивные и даже пассивные безмарганцовистые солеоксидные флюсы.
8. Силу сварочного тока и вылет электрода применяют на 20...30% меньше, чем при сварке перлитных сталей.
9. Сварку целесообразно осуществлять с малым тепловложением для уменьшения ЗТВ, понижения склонности к росту зерна и т. п.