

лаб 2
.doc
Цель: приобрести навыки расчета характеристик процесса электрохимического травления.
Задание:
-
Согласно варианту задания, приведенному в таблице, с помощью таблиц назначить режимы электрохимического травления для детали.
-
Вычислить площадь S поверхности, объем материала и его массу, подлежащую электрохимической обработке.
-
Найти время протекания процесса, учитывая коэффициент выхода по току.
-
Найти линейную скорость растворения.
-
Рассчитать производительность по массе и удельную энергоемкость процесса обработки.
-
Определить силу тока, обеспечивающую скорость анодного растворения и время обработки, приняв анодный выход по току.
Теоретическая часть
-
Какие классические законы используют при описании процесса ЭХО?
Законы М.Фарадея.
-
Как следует выбрать электролит?
От состава электролита зависят его электропроводность и скорость растворения металла. Для получения высоких технологических показателей процесса необходимо, чтобы:
а) в электролите не протекали вовсе или протекали в минимальном количестве побочные реакции, снижающие выход по току;
б) растворение заготовки происходило только в зоне обработки;
в) на всех участках обрабатываемой поверхности протекал расчетный ток.
Таких универсальных электролитов не существует, поэтому при подборе состава электролита приходится в первую очередь учитывать те требования, которые являются определяющими для выполнения данной операции.
-
Как выбрать напряжение на электродах?
Для того, чтобы процесс анодного растворения шел интенсивно, необходимо повысить напряжение на электродах по сравнению с потенциалом разложения электролита. (φa-φк). Однако при >15…18 В начинают возрастать потери в при электродных слоях – подводимая мощность растет быстрее, чем полезная. При напряжении свыше 30 В могут возникнуть пробои межэлектродного промежутка. Для большинства схем обработки используют диапазон напряжений 9…18 В. Для титановых сплавов — =25…30 В, при разрезке материалов тоже 25…30 В, а при шлифовании — 6…8 В.
-
Какова последовательность построения технологического процесса?

-
Назовите основные технологические показатели процесса ЭХО и их взаимосвязь.
Анодные процессы. Процессы, протекающие на поверхности анода (обрабатываемой заготовки) при прохождении тока через границу раздела фаз электролит – электрод, определяют весь комплекс технологических характеристик ЭХО, а также режимы обработки.
-
Какие материалы используются для изготовления рабочей части электрода-инструмента?
Оловянный сплав.
-
Какова сущность явления пассивации?
Пассивация металлов - переход поверхности металла в неактивное, пассивное состояние, связанное с образованием тонких поверхностных слоёв соединений, препятствующих коррозии. Виды пассивации: Анодная и Катодная
МЕХАНИЗМ ПАССИВАЦИИ:
При взаимодействии металлов с теми или иными компонентами растворов (расплавов) в определённом диапазоне потенциалов на поверхности металла образуются адсорбционные или фазовые слои (плёнки) . Эти слои образуют плотный, почти непроницаемый барьер, благодаря чему коррозия сильно тормозится или полностью прекращается. Пассивация проводится химически или электрохимически. В последнем случае создаются условия, когда ионы защищаемого металла под действием тока переходят в раствор, содержащий ионы, способные к образованию очень малорастворимых соединений.
ПАССИВАЦИЯ МЕТАЛЛОВ В ТЕХНИКЕ:
Пассивация является одним из методов защиты металлов от коррозии. Часто используется образование на поверхности металла (металлические изделий) защитных слоев - пленок оксидов при действии окислителей.
Одним из технологических вариантов пассивирования является воронение.
Для пассивации многих металлов используют растворы на основе окисляющих агентов, способных к образованию труднорастворимых соединений (хроматы, молибдаты, нитраты в щелочной среде и др. )
Пассивирование применяется для защиты от внутренней коррозии трубопроводов, котельного и теплообменного оборудования. Для этого, приложив к трубопроводу направленное радиально (т. е. поперек оси трубы) электрическое поле, возможно электрически оттянуть свободные электроны металла, находящегося на внутренней поверхности трубы, по направлению к внешней поверхности. В результате металл на внутренней поверхности трубопровода не может вступить в химическую реакцию.
-
От чего и как зависит линейная скорость растворения при ЭХТ?
Для эффективности растворения важно, чтобы силы сцепления между молекулами растворителя и частицами вещества, растворяется, были больше силы взаимного притяжения этих частиц между собой. Вода по сравнению с другими растворителями имеет большую полярность (самое высокое значение
диэлектрической постоянной).
-
От чего и как зависит удельная энергоемкость процесса?
От тока зависит энергоемкость.
-
От чего и как зависит производительность процесса ЭХТ?
Частота влияет так-все операции происходят быстрее, естественно. С увеличением частоты. Влияет так же и технология. Чем меньше - тем больше можно поднять частоту. Чем меньше процессор в физическом виде, тем быстрее он работает.
-
От чего и как зависит точность при процессе ЭХТ?
От точности зависит процесс ЭХТ.
-
От чего и как зависит шероховатость при процессе ЭХТ?
Шероховатость поверхности зависит от обрабатываемого материала, его структуры, состояния его поверхностного слоя, деформации металла и прочих факторов, участвующих в процессе.
Задание
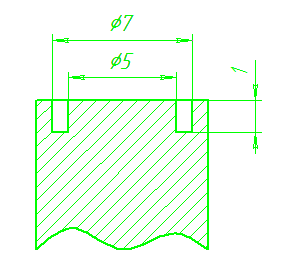
Известно:
Материал – Д1;
Вид операции – формообразование гравюр, штампов и пресс-форм;
Плотность тока – ρ = 15…200 (А/см2);
Напряжение – U = 6…24 (В);
Межэлектродный зазор – V = 10…35 (м/с);
Температура – t = 20…45 (°C);
Скорость подачи – 0,2…3,5 (мм/мин);
Точность – 0,05…0,5 (мм);
Ra – 0,2…2,5 (мкм);
Алюминиевый сплав – Kη(нитрат натрия) – 1,1…1,35;
Ρm = 2800 (кг/м3);
Kэх = 0,93×10-7 (кг/Кл).
-
Площадь поверхности:
S=2∙π∙r(h+r)
где S – площадь поверхности;
π – постоянная 3,14;
r – радиус;
h – высота.
S=155,43 (м2)
-
Объем материала:
![]()
где V – объем материала.
V = 127,17
-
Время протекания процесса:
![]()
![]()
где
![]() - время протекания процесса, (с);
- время протекания процесса, (с);
![]() - плотность материала анода, (кг/м3);
- плотность материала анода, (кг/м3);
![]() - площадь анода, подлежащая травлению,
(м2);
- площадь анода, подлежащая травлению,
(м2);
![]() - толщина слоя, растворенного на аноде,
(м);
- толщина слоя, растворенного на аноде,
(м);
![]() - электрохимический эквивалент материала
анода, (кг/Кл);
- электрохимический эквивалент материала
анода, (кг/Кл);
![]() - сила тока, (А);
- сила тока, (А);
![]() - коэффициент выхода по току.
- коэффициент выхода по току.
![]() =
1,825 (с).
=
1,825 (с).
-
Сила тока:
![]()
где
![]() - плотность тока (А/см2)
- плотность тока (А/см2)
I=2.33 (А).
-
Линейная скорость растворения:
![]()
где Vр – линейная скорость растворения (м/с).
![]()
-
Масса:
![]()
где m – масса;
![]() - плотность (2,79 г/см3)
- плотность (2,79 г/см3)
m=354,8 (кг).
-
Удельная энергоемкость процесса обработки:
![]()
где U – напряжение на электродах (В);
![]() - удельная энергоемкость (Дж/кг);
- удельная энергоемкость (Дж/кг);
![]() - масса металла, растворенного на аноде.
- масса металла, растворенного на аноде.
![]() 5,86(Дж/кг)
5,86(Дж/кг)
![]()
![]()