

Сверление
. Элементы режущей части сверла
Сверление является одним из самых распространенных методов получения отверстия. Режущим инструментом служит сверло (рис.7.), с помощью которого получают отверстие в сплошном материале или увеличивают диаметр ранее просверленного отверстия (рассверливание). Движение резания при сверлении—вращательное, движение подачи — поступательное. На обычных сверлильных станках сверло вращается, будучи закрепленным в шпинделе станка, и одновременно перемещается в глубину обрабатываемой заготовки, которая неподвижно закреплена на столе станка. Режущая часть сверла изготовляется из инструментальных сталей (Р18, Р12, Р6М5, Р6МЗ и др.) и из твердых сплавов.
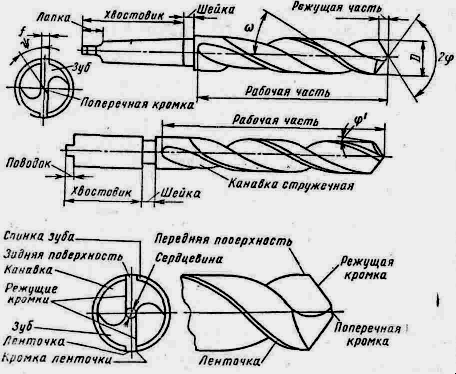
Рис. 7.
Части и элементы спирального сверла
Образование стружки
Сверло — более сложный инструмент, чем резец. В более сложных условиях- протекает и процесс резания сверлом: затруднен отвод стружки и подвод охлаждающей жидкости; наблюдается значительное трение стружки о поверхность канавок сверла, трение стружки и самого сверла об обработанную поверхность; вдоль режущей кромки возникает резкий перепад скорости резания (от max до нуля), так что в отдельных точках режущей кромки срезаемый слой деформируется и срезается с разной скоростью; различная деформация имеет место и в связи с переменным углом у вдоль всей режущей кромки спирального сверла, а потому по мере приближения точки режущей кромки к периферии сверла деформация срезаемого слоя уменьшается.
Все это вызывает более тяжелые, по сравнению с точением, условия процесса стружкообразования при сверлении, большие деформации срезаемого слоя, увеличенное тепловыделение и повышенный нагрев сверла. Процесс стружкообразования на небольшом участке режущей кромки подчиняется тем же закономерностям и сопровождается теми же явлениями, что и при точении; упругие и пластические деформации, тепловыделение, наросто-образование, упрочнение, износ инструмента здесь возникают по тем же причинам. Как и при точении, на температуру резания при сверлении скорость резания оказывает большее влияние, чем подача. При сверлении сталей образуется в основном сливная стружка, а при обработке чугунов — стружка надлома.
Зенкерование и развертывание
Элементы режущей части зенкеров и разверток
Сверла из быстрорежущей стали обеспечивают обработку отверстий по 4—5-му классу точности и по 3—4-му классу шероховатости. Сверла с пластинками из твердых сплавов, работающие на более высоких скоростях резания, обеспечивают обработку отверстий по 3—4-му классу точности и 4—5-му классу шероховатости. Для получения более точных отверстий (3—4-й класс точности, 6-й класс шероховатости) применяют зенкерование.
Процесс зенкерования осуществляется зенкером (рис.8.), который служит для дальнейшей обработки отверстий, полученных после литья, штамповки или сверления. Эта обработка отверстия может быть либо окончательной, либо промежуточной (получистовой) перед развертыванием, дающим еще более точные отверстия (3 - 1-й класс точности, 7—9-й класс шероховатости). Характер работы зенкера подобен сверлу при рассверливании отверстия. По конструкции и оформлению режущих кромок зенкер несколько отличается от сверла и имеет три — четыре зуба.
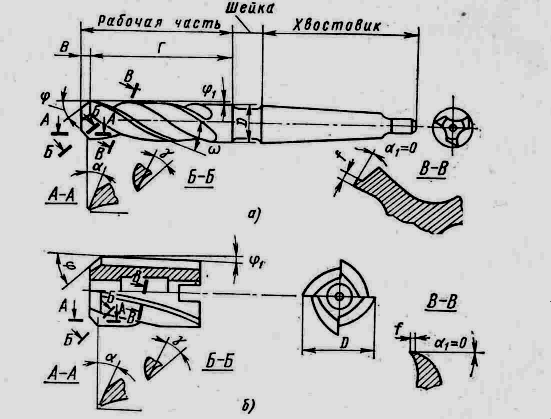
Рис.8.
Основные части зенкеров: а -— цельного о конусным хвостовиком; б - насадного цельного

Рис.9
Основные части развертки
Процесс развертывания осуществляется разверткой. Развертка (рис.9.) во многом напоминает зенкер; основное ее отличие от зенкера заключается в том, что она снимает значительно меньший припуск и имеет большее число зубьев—от 6 до 12.
Зенкеры и развертки изготовляют как из инструментальных быстрорежущих сталей Р18 и Р9, так и с пластинками из твердых сплавов (Т15К6 при обработке сталей; ВК8, ВК6 и ВК4 при обработке чугунов); ручные развертки изготовляют из сталей 9ХС и У12А.